REQUIRED LAYOUT TOOLS DIVIDERS COMBOSQUARE VERNIER CALIPER LAYOUT

REQUIRED LAYOUT TOOLS

DIVIDERS

COMBO-SQUARE

VERNIER CALIPER

LAYOUT TOOLS • NEVER use a scribing tool of any kind to perform your patch layouts unless it will be a final edge • Pencils should not be used for layout. • You may use a ballpoint pen to mark the cut edges of your layouts. • The most acceptable method is a fine tip MARKS-a-LOT SHARPIE (in your favorite color)

THE DRILLED HOLE • THE DRILL MUST ALWAYS BE HELD AS CLOSE TO PERPENDICULAR TO THE SKIN AS POSSIBLE • ANY DEVIATION FROM SQUARE WILL CAUSE THE RIVET TO INCORRECTLY SEAT IN THE DRILLED HOLE • THE DRILL MUST BE PROPERLY SIZED SO THAT NONE OF THE CORROSION PREVENTATIVE IS SCRAPED OFF DURING INSERTION BUT IF TOO LARGE WILL CAUSE INCORRECT RIVET SETTING
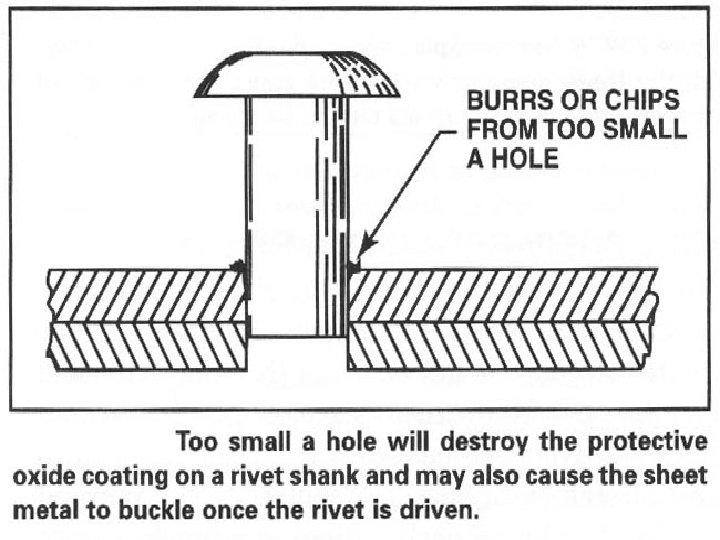

HOLE STUFF • THIS WILL REQUIRE RIVET REMOVAL AND REPLACEMENT • THIS WILL INCREASE THE POSSIBILITY OF DAMAGE DURING THE REMOVAL PROCESS • ALWAYS USE SHARP BITS, BUY THEM BY THE DOZEN • SMALL BITS SHOULD NOT BE RESHARPENED (NOT COST EFFECTIVE) • THROW DULL OR BENT BITS AWAY SO THEY DON’T GET MIXED IN WITH NEW BITS. • USE A SMALL BOX TO KEEP RIVET SIZED BITS

DEBURRING

DEBURRING HOLES • BOTH SIDES OF EVERY HOLE YOU DRILL AND EVERY EDGE AND RADIUS YOU MANUFACTURE MUST BE DEBURRED PRIOR TO ANY ASSEMBLY OPERATION TAKES PLACE • IMPROPER DEBURRING CAUSES SKIN SEPERATIONS THAT CANNOT BE REPAIRED • CARE MUST BE TAKEN TO ENSURE IT ISN’T OVERDONE • DON’T TURN IT INTO A COUNTERSINK JOB!

CLECO’S

CLAMPS

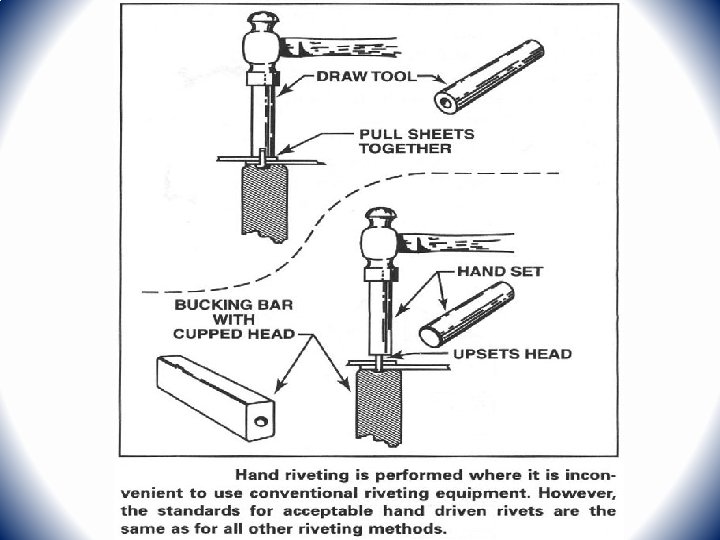
RIVET LENGTH • RIVETS STEM LENGTH SHOULD PROTRUDE @ 1 ½ D THRU THE METAL BEING ASSEMBLED PRIOR TO SETTING …… T + 1 ½ D = CORRECT LENGTH • REMEMBER THAT THE HOLE MUST BE OPTIMAL EVERY TIME AND RIVET LENGTH MUST BE ADJUSTED TO OBTAIN A PERFECT BUTT • SHORT RIVETS WILL BE SET WITH A FLAT BUTT • LONG RIVETS NORMALLY NAIL OR HOOK OVER IN A CROWSFOOT FASHION • BOTH MUST BE REMOVED AND RESET

CORRECT UPSET DIMENSIONS

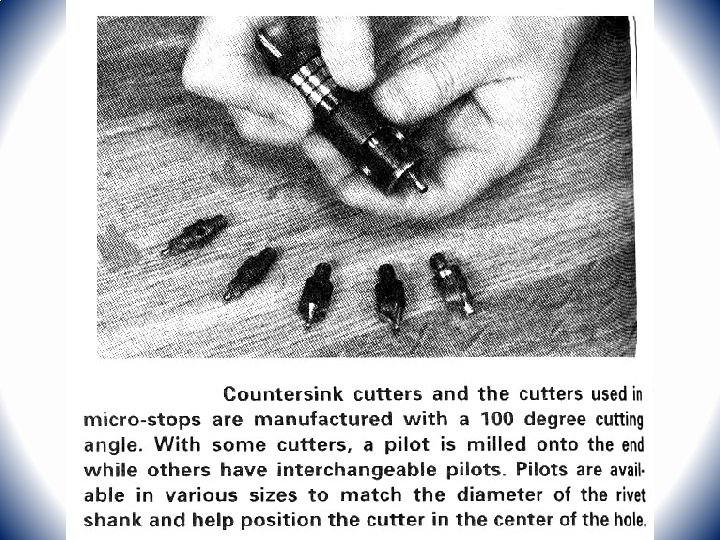
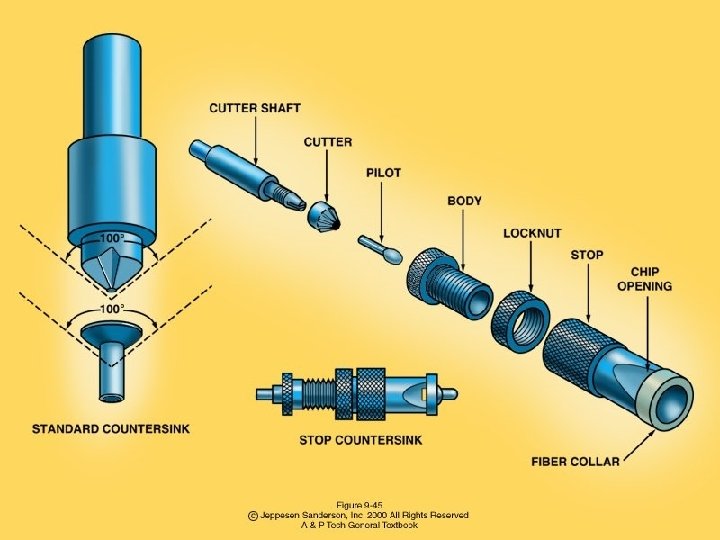
COUNTERSINKING • COUNTERSINKING IS THE PROCESS USED TO ENSURE PROPER RIVET FIT INTO SKIN AT LEAST. 032 T USING A MICROSTOP SHAVER • THINNER SKIN IS NOT COUNTERSUNK USING A MICRO – SHAVER BECAUSE IT WILL ENLARGE THE DRILLED HOLE TO THE POINT OF BECOMMING UNUSEABLE AND UNREPAIRABLE • CORRECT MICROSHAVER SET- UP IS CRITICAL AND MUST BE ACCOMPLISHED PRIOR TO EACH USE • PRACTICE ON SCRAP METAL BEFORE YOU DAMGE YOUR PROJECT

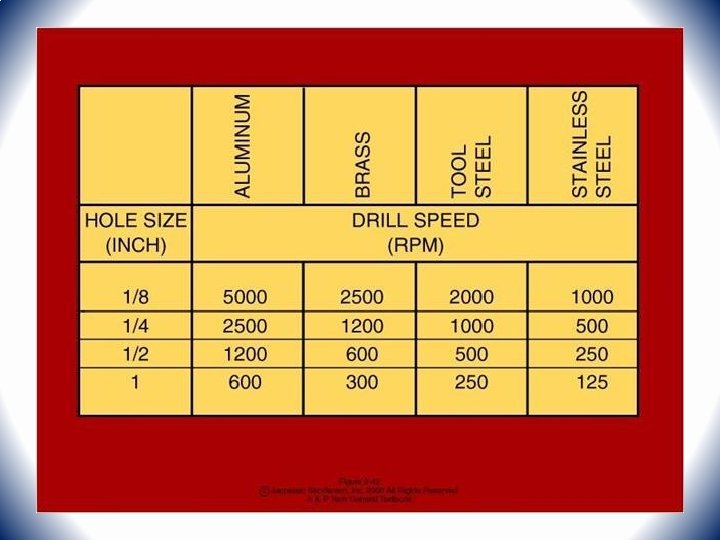
COUNTERSINKING • DRILL SPEED IS CRITICAL AND MUST BE KEPT HIGH • AIR PRESSURE REGULATED TOO LOW WILL CAUSE HOLE DEFORMATION AND WILL RENDER THE PART UNUSEABLE AND UNREPAIRABLE • DIMENSIONS FOR THE COUNTERSINK THAT NEED TO BE ADHERED TO • RIVET D • • • 3/32” 1/8” 5/32 3/16 C/S D =. 161. 204. 262. 326

INCORRECT CTR SINK

• A CORRECTLY INSTALLED COUNTERSUNK RIVET SHOULD PROTRUDE ABOVE SKIN LEVEL BY. 002 -. 008” DEPENDING ON THE RIVET DIAMETER • WE TYPICALLY INSTALL AD 3 – AD 6 RIVETS WITH A. 002”. 005” HEAD PROTRUSION • THE PRIMARY REASON IS TO ENSURE ALL OF THE DRIVING FORCE IS APPLIED TO THE RIVET HEAD AND NOT THE SURROUNDING MATERIAL • IT IS CRITICAL THAT EVERY COUNTERSINK REQUIRED ON A REPAIR OR REPLACEMENT JOB BE PERFORMED USING EXACTLY THE SAME CUTTING PRESSURES AND PROCEDURES

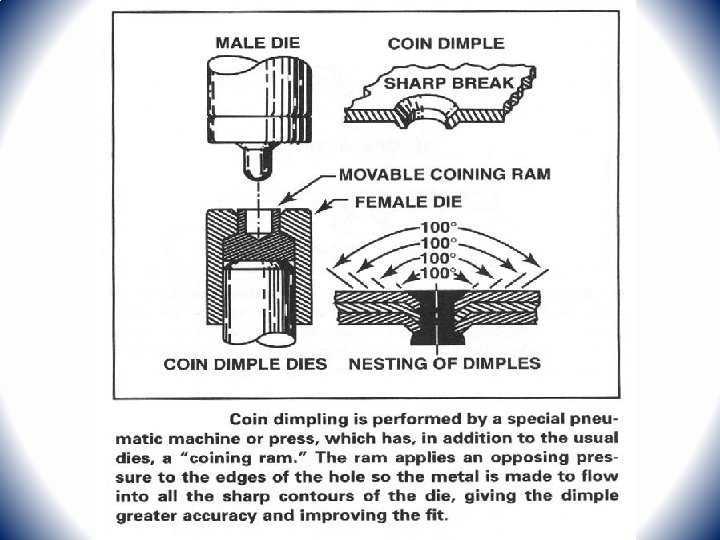
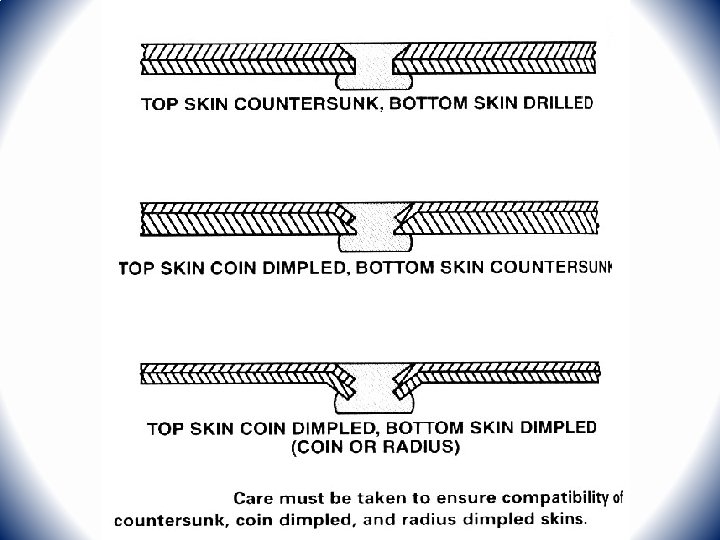
DIMPLING • THE DIMPLING PROCESS IS USED ON THIN ALUMINUM SKIN. 025 T OR LESS • THIS PROCESS PROVIDES A COUNTERSUNK RECESS FOR THE RIVET BUT IS ACCOMPLISHED BY USING A DIMPLING DIE SET AND A HAMMER • IF INCORRECTLY DONE IT WILL ALSO RENDER THE PART UNUSEABLE AND UNREPAIRABLE • TOO HEAVY A HAMMER BLOW OR MISALIGNED DIES DURING IMPACT WILL DEFORM THE DIMPLE OR CAUSE THE DIMPLE TO CRACK
- Slides: 29