REPAIR MAINTENANCE OF STEEL BRIDGES VINEET GUPTA SPBI

REPAIR & MAINTENANCE OF STEEL BRIDGES VINEET GUPTA SPB-I

BRIDGE INSPECTION n SYSTEMATIC OBSERVATION OF CONDITION AND BEHAVIOUR OF VARIOUS COMPONENETS/ PARTS OF A BRIDGE IS CALLED BRIDGE INSPECTION

AIMS OF BRIDGE INSPECTION To assess structural soundness and fitness for use n To identify trouble at the earliest stage n To keep a systematic record of condition and behaviour (data bank) n To plan repair and rehabilitation strategy and programme n

SCHEDULE OF INSPECTION BRIDGE INSPECTOR n n n Steel girders including bearings of girders > 12. 2 m – once in 5 years Welded girder – initial inspection after 1 year of installation, than once in 3 years Composite girder – 1 year and subsequently 5 years Overstressed girders – at least once in a year Early steel girder – Floor System– once in a year : rest-once in 5 years. Steel work, rivet testing, weld test etc.
 Scrutinize – register sent by BRI n Inspect Bridges")
Schedule Of Inspection AEN/DEN (Bridge) Scrutinize – register sent by BRI n Inspect Bridges referred to him n Bridges call for inspection n All overstressed bridges – camber loss n 10% test check of BRIs work n Dy. CE/Bridges Scrutinize bridge inspection register n Inspect Bridges referred to him or call for inspection n

BEARINGS ROLE OF BEARINGS n Transmission of Forces from superstructure to substructure u Vertical u Horizontal n To permit movement u Translation u Rotation

SHIFTING OF ROLLER BEARING

TRANSVINGERSE SHIFT

INSPECTION OF BEARINGS The longitudinal alignment - straight and central to base plates. n The girders - symmetrically placed n No cavity/ gap between base plate and bed block n Bearings are free to move in the designed manner n

INSPECTION OF BEARINGS contd. Check the condition of location strip and guide strip or shearing of rivets n The anchor bolts - in proper position and intact. Look for any bend or shearing of bolt n Uniform seating of rollers & bearing strip check with feeler gauge n

INSPECTION OF BEARINGS contd.

INSPECTION OF BEARINGS contd.

INSPECTION OF BEARINGS contd.

INSPECTION OF BEARINGS contd. All fittings of rocker and roller- Sound and proper n Free movement of bearings and condition of grease n check both ends of girder are in same level. n

CAMBER Camber in steel truss girder is provided upward amount being equal to deflection of girder under design load during fabrication and erection so that girder under full load, truss shall be in horizontal plane (nominal shape). n Steel plate girders of span 12. 2 m, 18. 3 m & 24. 4 m span (either welded construction or rivetted construction) are not provided with camber n

PRESTRESSING n Prestressing of open web steel girder of track bridge is predeforming of members during fabrication and erection of girder to ensure girder under full design load shall be in nominal shape to minimise deformation stresses.

MEASURE CAMBER n During technical inspection, camber is checked at every panel point of bottom chords of both truss with the help of dumpy level or precision level, which will facilitate the inspection officials to understand the structural condition. n As far as possible camber observations are required to be taken at the ambient temperature mentioned in the stress sheet. n Graph in different colour. - Dead Load Camber

INSPECTION OF STEEL SUPERSTRUCTURE Check the Camber n Loss of camber/Sagging due to u Heavy overstressing u Loss of cross section u Increased load/fatigue u Overstressing of joint u Play between holes and rivets

LOSS OF CAMBER n IF loss of Camber observed – u Impose SR of 30 KMPH u Investigate in detail-loose rivets, corrosion, distortion u Measure stress in critical members by Faraday Palmer Stress Recorder or Strain Gauges u Check for frozen bearings

INSPECTION OF STEEL SUPERSTRUCTURE contd. DISTORTION Plate girder Top flange- comp member t Web plate near bearings-stress concentration t Top lateral bracing – excessive vibration t

INSPECTION OF STEEL SUPERSTRUCTURE contd. DISTORTION Open web girder u Top chord – insufficient restraints u Diagonal web member – made of flat in mid span u Bottom chord member – if not braced properly u Top lateral/ portal bracing - If not braced properly u Frozen bearings

DISTORTION -CHECK Distortion can be checked visually as well as by a piano wire stretched between panel points over the members n Sometimes web member i. e. diagonal, vertical and end rakers in through girder bridges are hit by moving loads due to shifting of load in wagons, particularly ODC. Hence, these members should be checked at 1. 2 meters above rail level for any damage. n

RIVETS n 3 groups: u stitch rivets are driven to form a member. These rivets are driven in workshop and mostly do not become loose in service life of girder upto 80 to 100 years u rivets at joints connecting members. These rivets transfer the load from member to joint. Tend to become loose after 40 to 50 years. u rivets connecting top and bottom lateral bracings including sway and portal bracings tend to become loose on account of vibrations.

TESTING FOR LOOSE RIVETS n Testing of rivets by rivet hammer chips off the paint film, making rivet head steel exposed to environment leading to corrosion of rivet heads During technical inspection rivets should be tested at the critical locations n Inspect Rivets for loose rivets u rivet testing once in 5 years n

LOOSE RIVET–CRITICAL LOCATION PLATE/COMPOSITE GIRDER n Web plate to flange angle at end of girders n Bearing stiffener n Splice rivets of flanges n Bracing and cross frame connection

LOOSE RIVET –CRITICAL LOCATION OPEN WEB GIRDERS Rail bearer – cross girder connections n Cross girder – panel point gussets n Panel point main gussets n Top/bottom lateral bracings n

CORROSION Inspect for corrosion/loss of section Critical locations n Under wooden sleepers n Formation of water pocket due to construction n Places where dust accumulate n In vicinity of drainage system n Area directly affected by diesel loco fumes
")
CORROSION- PAINTING The inspecting officials should clearly indicate the following during inspection: n i) Major portion of steel work require only cover coat painting and at some locations patch painting. n ii) Steel girder requires complete painting. n iii) Only patch painting. n iv) Paint in good condition, hence no painting is required. n

FATIGUE Fatigue Cracks n Fatigue is the tendency of metal to fail at lower stress level when subjected to cyclic loading n Fatigue is becoming important because of growing volume of traffic at greater speeds and higher axle loads. n
 Ends of diagonal members near")
LOCATION-FATIGUE CRACK n Critical locations of cracking; n i) Ends of diagonal members near middle of the span due to reversal of stresses. ii) Sharp edges at cut notch in stringer flanges at connections with cross girders. iii) Top flange plates or flange angles of plate girders or rail bearers especially below the sleepers. n n
 Roots of channel and angles on account of rolling defects. n")
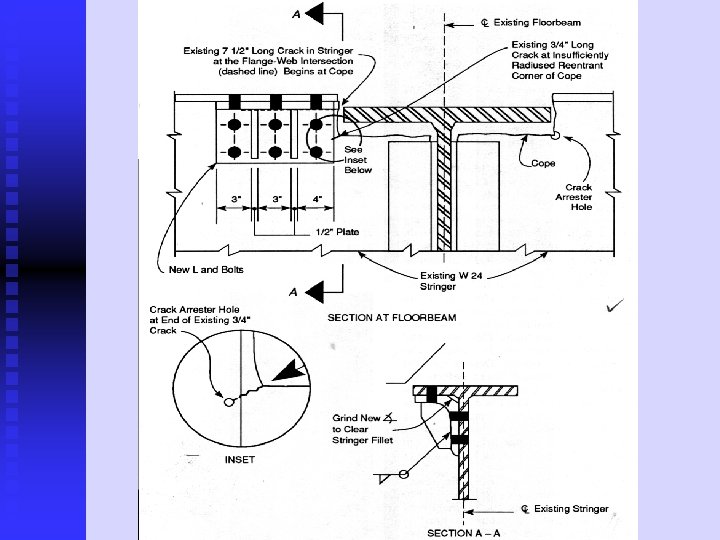
LOCATION-FATIGUE CRACK iv) Roots of channel and angles on account of rolling defects. n v) Corrosion pits at any location in tension member. Joints where heavy shear is transmitted. n To arrest the crack propagation, a hole should be drilled at the end of the crack in plate and cover material is provided with rivets. n

CANTI LEVER BRACKET CORROSION LOSS

TILTED ROCKER BEARING

TILTED MULTIPLE ROCKER BEARING

GIRDER BOTTOM FLANGE CORROSION LOSS

TOP CHORD CORROSION AT JOINT

BRACING MEMBER CORROSION LOSS

BOTTOM TRUSS CHORD CORROSION

BOTTOM CHORD CORROSION AT JOINT

CORROSION OF PIN & CRACKING OF HANGER PLATE

GIRDER BOTTOM FLANGE VEHICLE IMPACT DAMAGE

Maintenance of Steel superstructures Inspection and recording n Cleaning and greasing of bearings n Protective painting system for steel structures n Replacement of loose rivets or repair to weld joint n Strengthening of steel superstructure n Replacement of corroded rivets n

Painting n Steel girders are prone for corrosion u Where humidity > 60% u In coastal areas u Bridge across creek u Bridge surrounded by chemical industry. u Type of traffic u Public nuisance

Painting Surface preperation n Use emery paper , wire brush, scrappers n With power tools n Blast cleaning – sand or grit n Flame cleaning – oxy-acetylene flame (not to be done on plates with thickness<10 mm) n Luke warm water – 2% detergent

Painting No severe corrosion n Priming coat u u u n Heavy coat of ready mixed paint red lead priming to IS 102 or One coat of Zink cromate priming to IS 104 followed by red oxide zink crome priming to IS 2074 or Two coat of Zink cromate red oxide primer to IRS P 31 Finishing coat u Two cover coats of red oxide paint to IS 123

Painting Severe corrosion n Priming coat u Two coats of red lead priming to IS 102 n Finishing u Two coats of aluminium paint to IS 2339 n Above also recommended for open web girders in all cases due to better and longer life. n All floor and top bracing system in electrified areas with epoxy painting

Paint life Paint red lead - 4 months n Paint red oxide – 1 year n Aluminium u When paste & oil not mixed – 1 year u When mixed – 4 months n Red lead dry paint – No time limit n

Time lag between paints n n n Surface prep and Primer – 24 hours Primer coat and first finishing coat – 7 days First fininshing coat and 2 nd fininshing coat – 7 days

Epoxy painting Should be done for n Flooring system ( cross girder and rail bearer) in open web girders n Top flange plate of plate girder and underslung girder n Top bracing system in open web girders in electrified areas n Steel girders subjected to salt spray
 n Prepare")
Epoxy painting n Remove oil/grease using petrolium hydrocarbon solvent ( IS 1745) n Prepare the surface by sand blasting n Primer coat – Epoxy zinc phosphate primer to 60 micron min. ( RDSO M&C/PCN-102/ 86) n Intermediate coat – One coat of micaceous iron oxide to 100 micron. ( RDSO M&C/PCN-103/ 86) n Finishing coat - two coats of polyurethane aluminium to 40 micron. ( RDSO M&C/PCN-110/ 88)
")
Metallising Should be done for n Flooring system ( cross girder and rail bearer) in open web girders n Top flange plate of plate girder and underslung girder n Top bracing system in open web girders in electrified areas n Steel girders subjected to salt spray

Metallising n n n n Zinc chrome primer to IS 104 Two coat of aluminium paint to IS 2339 Min thickness of metal coating 115 micron Surface preparation crucial Final cleaning by chilled iron grit G 24. Final surface roughness as per IS 5909. Aluminium to be sprayed as per BS 1475

Renewal of loose rivets n Slight slackness does not cause loss of strength n Renewal should be done only when in groups n All hand loose rivets which have lost 50% of head n All hammer loose rivets where corrosion has set in bet head and plate n In end stiffeners where hammer loose rivets > 30%

Renewal of loose rivets n Use only pneumatic rivetting n Not > 10% rivets should be cut at a joint at a time n Preferably drill a rivet out than use a rivet buster n Rivet to be heated to white hot n Rivet to be driven and snap removed within 20 sec. After leaving fire n Length u Snap head – L= G +1. 5 D +1 mm for every 4 mm of grip u Counter sunk – L= G + 0. 5 D +1 mm for every 4 mm of grip

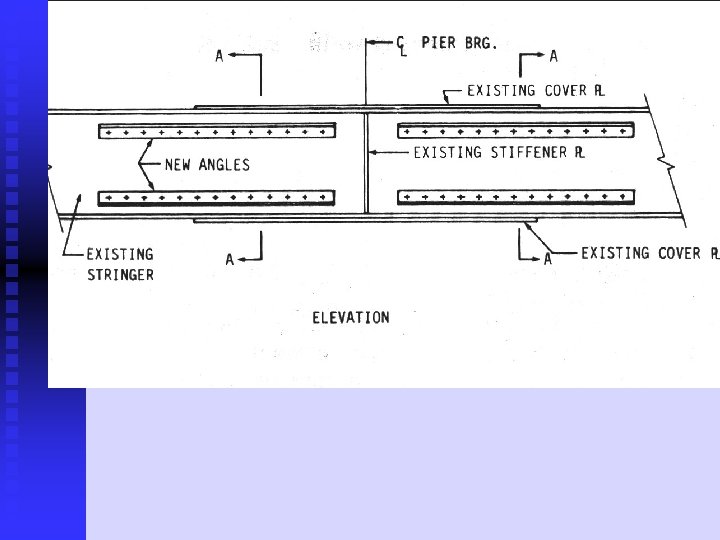
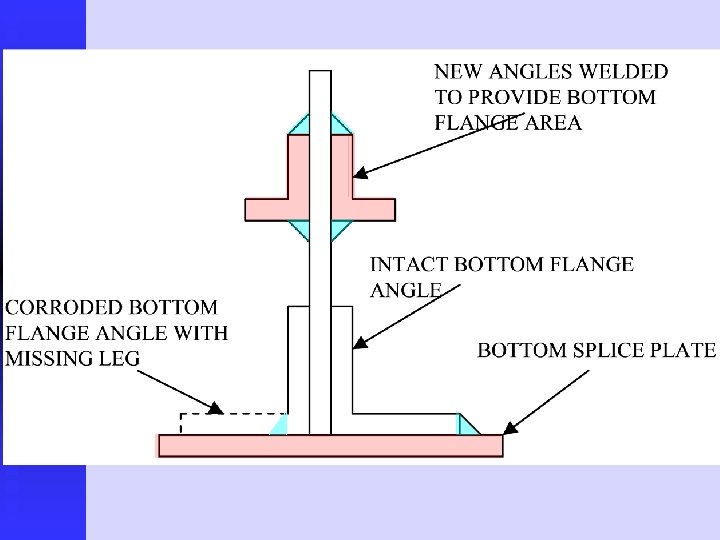
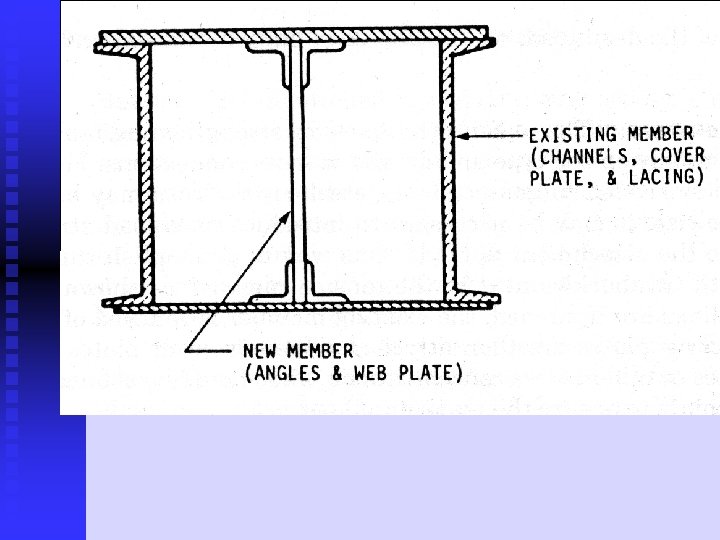
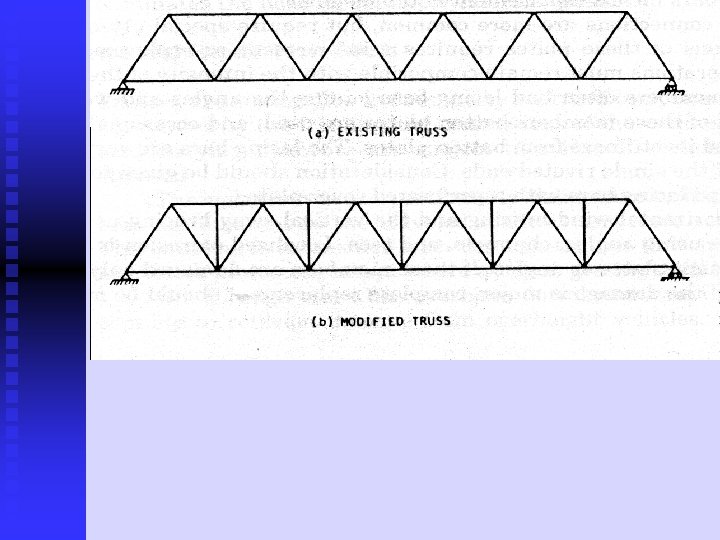
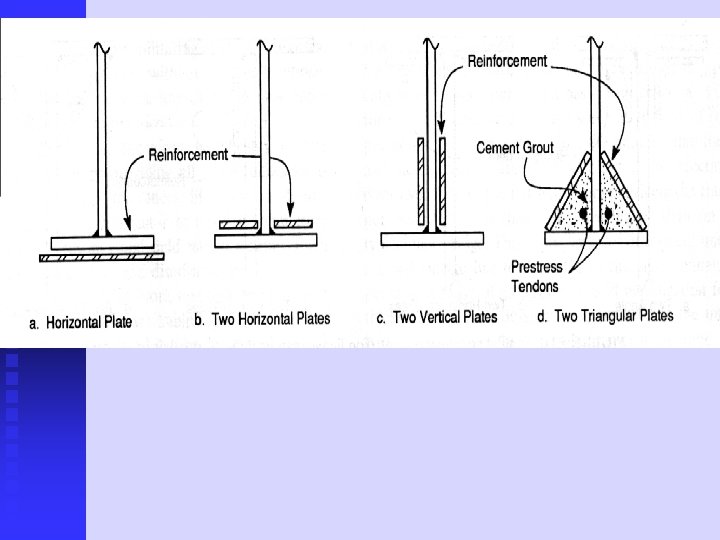
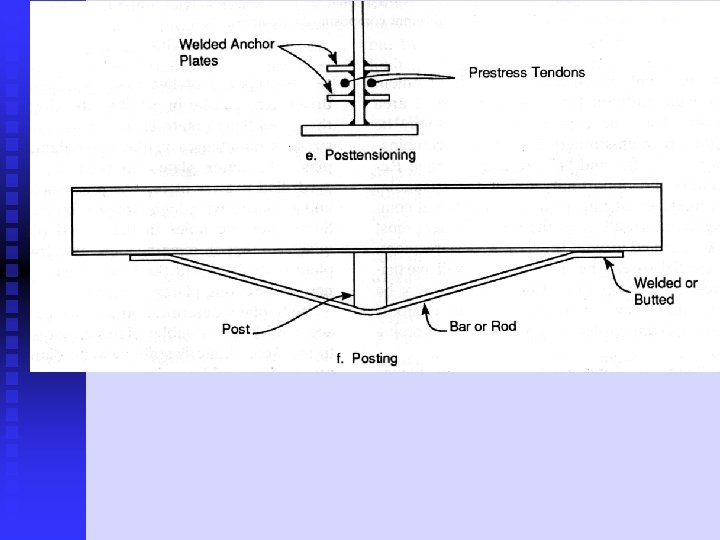
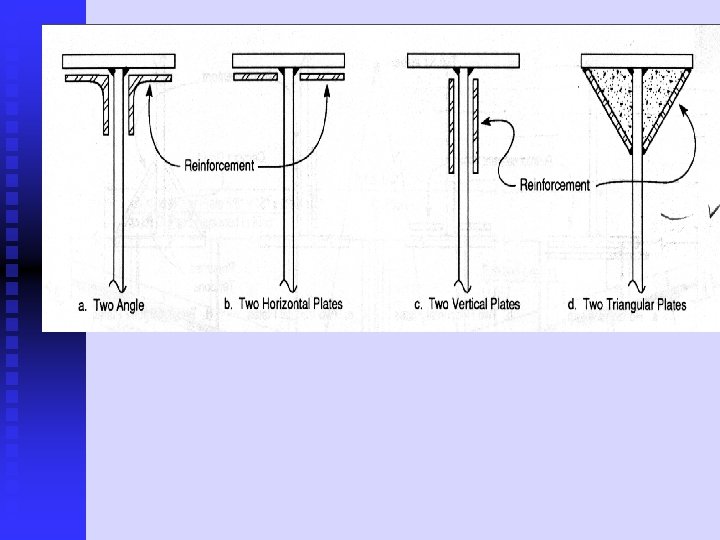
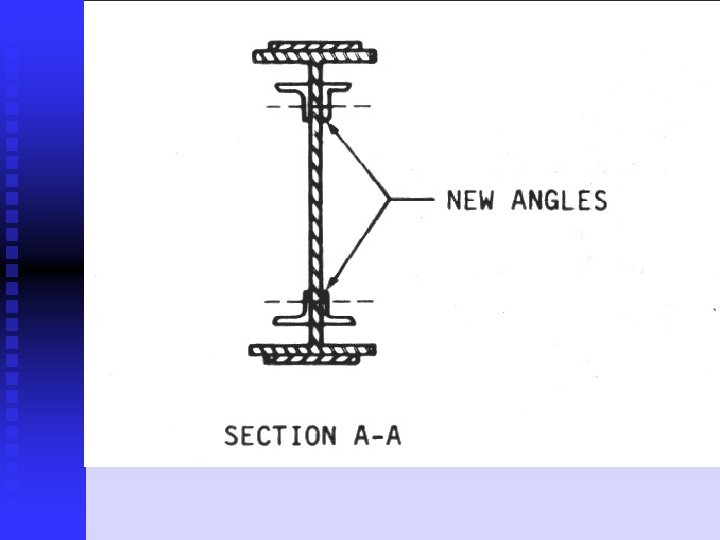
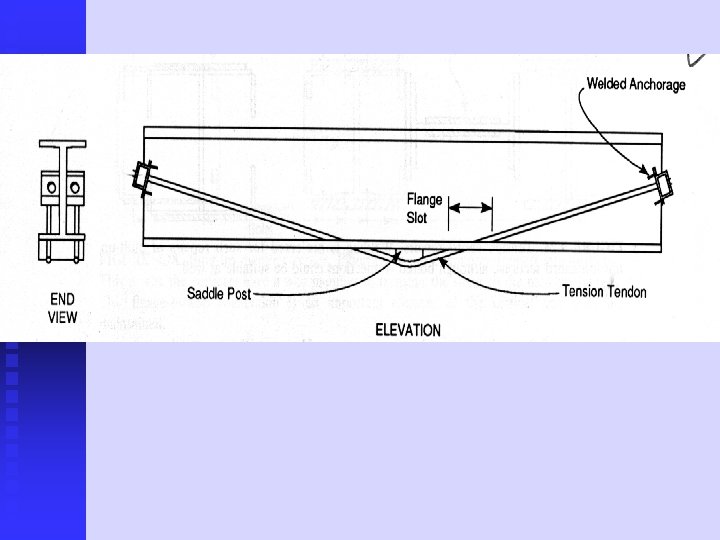
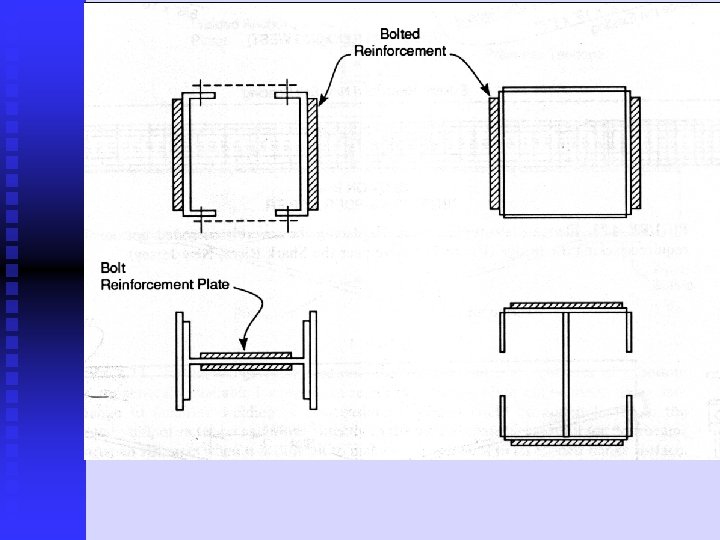
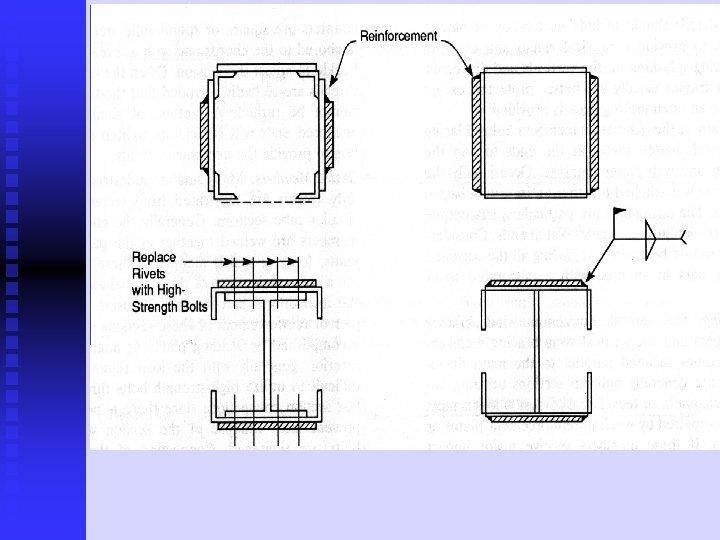
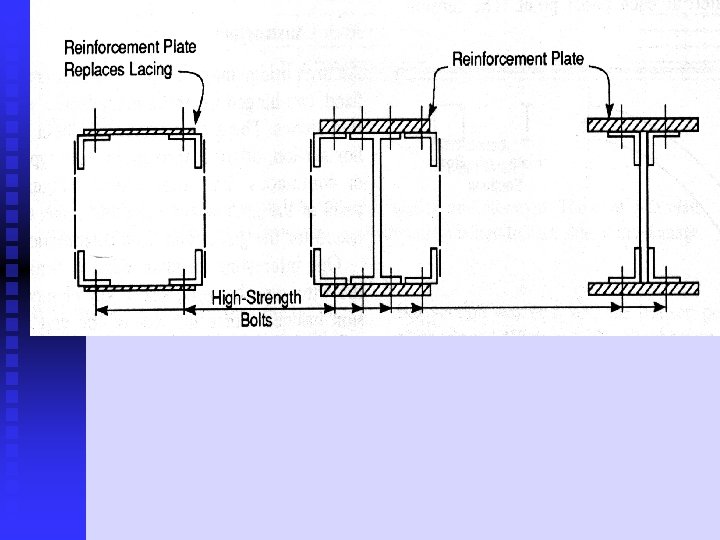
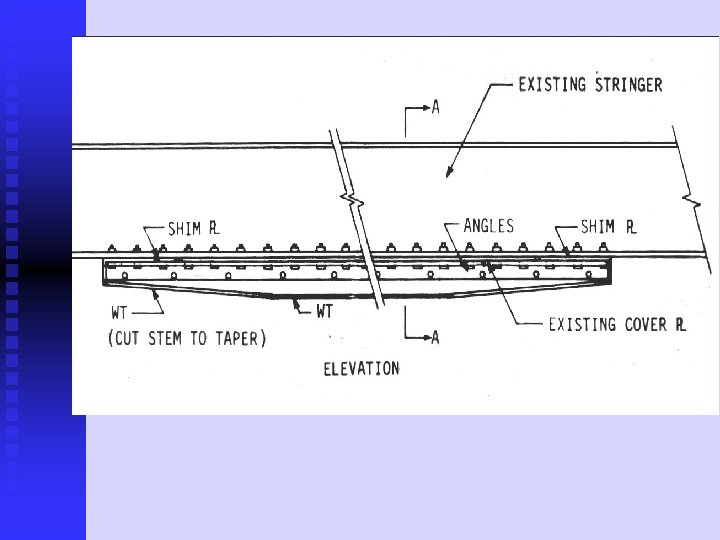
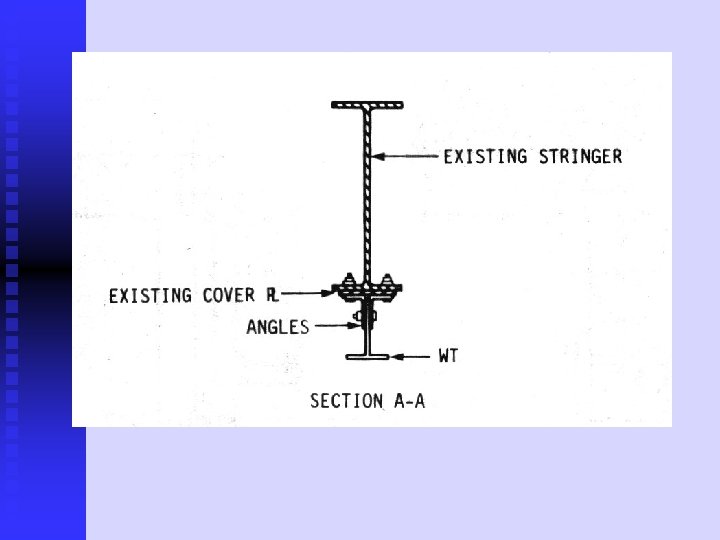
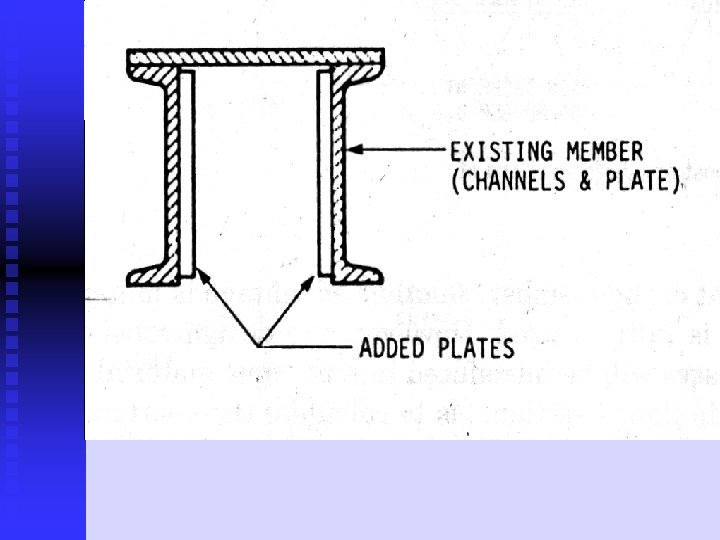
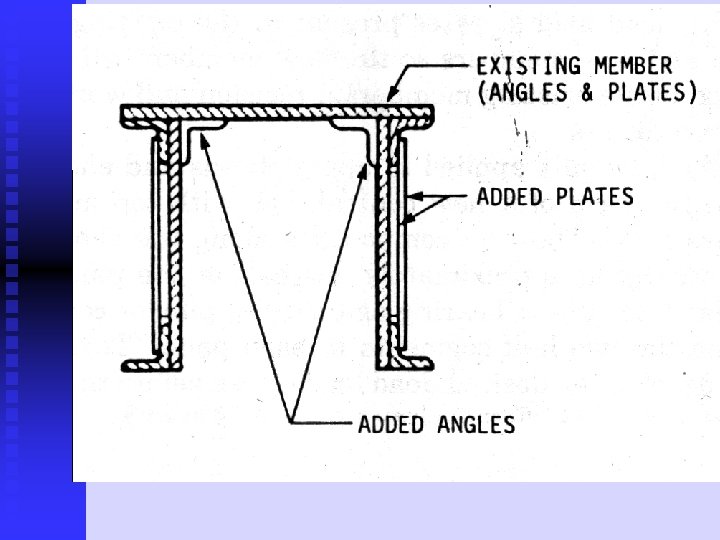
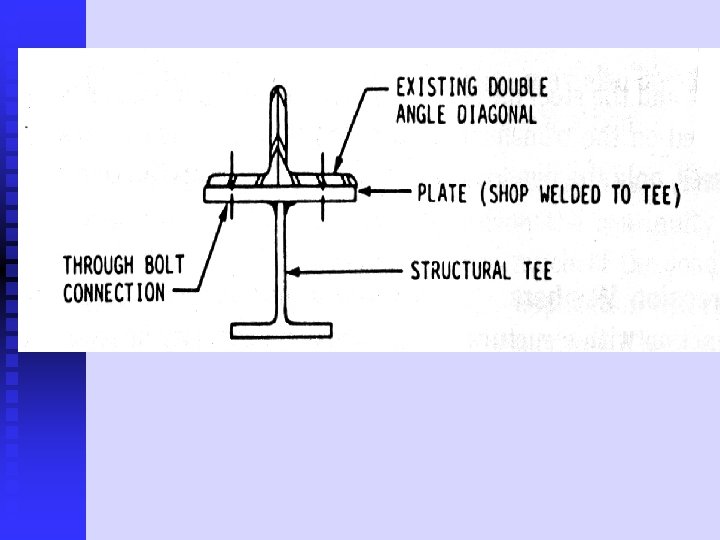
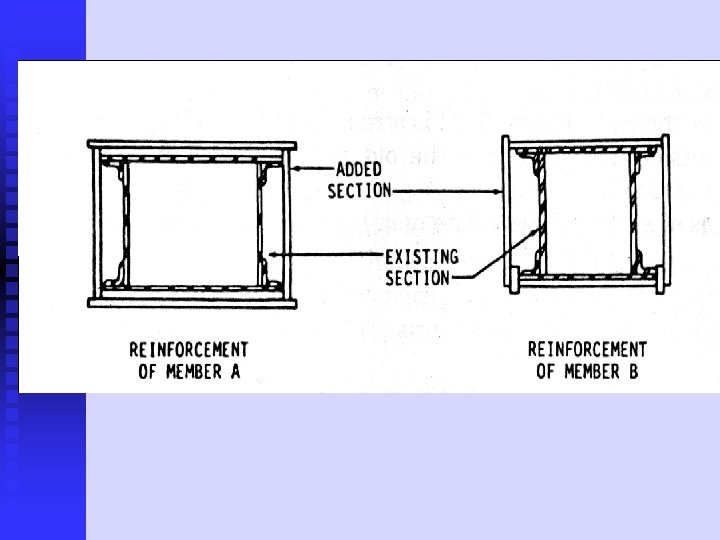
Strengthening

CRACKED GIRDER REPAIR

NEW GUSSET PLATE

ADDITIONAL COVER PLATE

- Slides: 78