Quality Assurance and Control Can Packaging Quality Robert

Quality Assurance and Control – Can Packaging Quality Robert Kuntz – Brewery Manager, Magic Hat Brewing Company

Perspective • This presentation is aimed at the newly expanding brewery that is growing from serving tanks and kegging and the occasional mobile canning to full time can production. • Applies to those who mobile or contract can package • Discussion is mostly aimed at lessons learned from two case studies

Topics • Basics – considerations of overall canning quality • Seam fundamentals – Just what is a double seam? What are the critical measurements you have to get right – every time? • Case study 1 • – how properly measured seams can still be bad seams • – the cost of quality – how to know if you have a recall on your hands and what to do about it, and what the potential costs are • Case Study 2 • – basic mechanical troubleshooting – “what the heck is this TPO telling me? , ” or “How can filling is a different technical skill set than bottle filling, and how you can get it wrong”
 • Twist Rinse – Critical Control Point")
Line Elements • Depal (SKA / CODI) • Twist Rinse – Critical Control Point • Filler (WGC / Cask / CODI) • Weigh check (Filtec / Heuft) • Can Warmer • Pak. Tech and/or Can Packer • Palletizer (rare) • Shrink Wrapper – (Wulftec, Lanze, other) • Remember your V-Curve – give yourself +20% line rate at the depal and palletizing function

Why have a Can Warmer? • Acts as accumulation – reduces head count • Reduces issues with mold – under the Pak. Tech and in the tray • Allows for shrink wrapping in real time • Takes the heat load off of your keg cooler • Improves integrity of the tray for shipping – especially long distances

Sanitization • Basic Functions • Rinse – wet the surface, solvate soils, remove chemicals • Low Alkaline Caustic – standard caustic ruins the brass and aluminum common to Wild Goose fillers • Low temp - <120 F • Sanitizers – weaken microbes, prevent reproduction • Contact Spraying – long runs require contact sanitizing for the fill heads, conveyors, etc. • DON’T use bleach/chlorine or standard caustics • Don’t forget your conveyors and can warmer – they grow mold!
 Gravity • DO • CO")
Critical Canning Quality Parameters Brewing Packaging • Specific (Terminal) Gravity • DO • CO 2 • Micro (PCR or plating) • • • Weights Head Space TPO CO 2 Date Coding Micro (PCR or Plating) Pallet Configuration Carton Glue pattern Double Seams Fill Flow Rate (“pseudo-fobbing”)

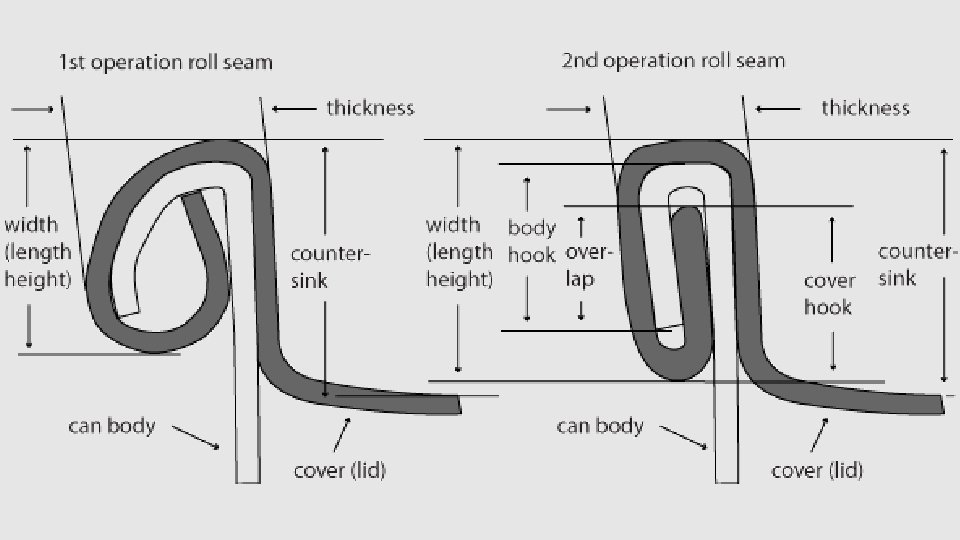
Why Cans are Special - Double Seams What is a Double Seam? A double seam is a canning process for sealing a can by mechanically interlocking the can body and a can end (or lid). . The double seam is formed by mechanically interlocking five layers of material together: three layers of the can end and two layers of the can body. -Wikipedia

Double Seam Spec Sheet • Ball CDL 202+ • Crown Super End • Crown 360 end Be sure to work with the suppliers to obtain specification for all of your packaging material. Know how to identify out of compliance materials.

Ball CDL 202 Crown Super End 202

Crown “ 360” 202 end
 • Second")
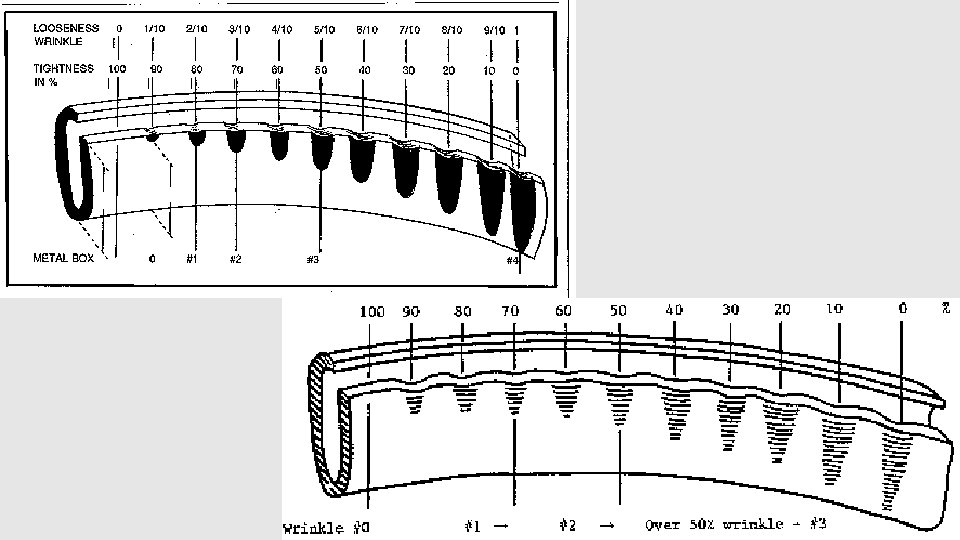
Anatomy of Double Seam • First Operation • Countersink • Thickness (Width) • Second Operation • Countersink • Thickness (Width) • Height • Body Hook • Cover Hook • Tightness/Wrinkle

Did you Know…Double Seams quality checks are required by law! • Visual checks every 30 minute min, Tear downs every 4 hours • CFR 21, Section 113. 60 subpart D min • Visual after every jams/extended shutdowns/startups • “Qualified operators” • Mandatory – height, width, cover hook, body hook, tightness/wrinkle • “Optional” - countersink

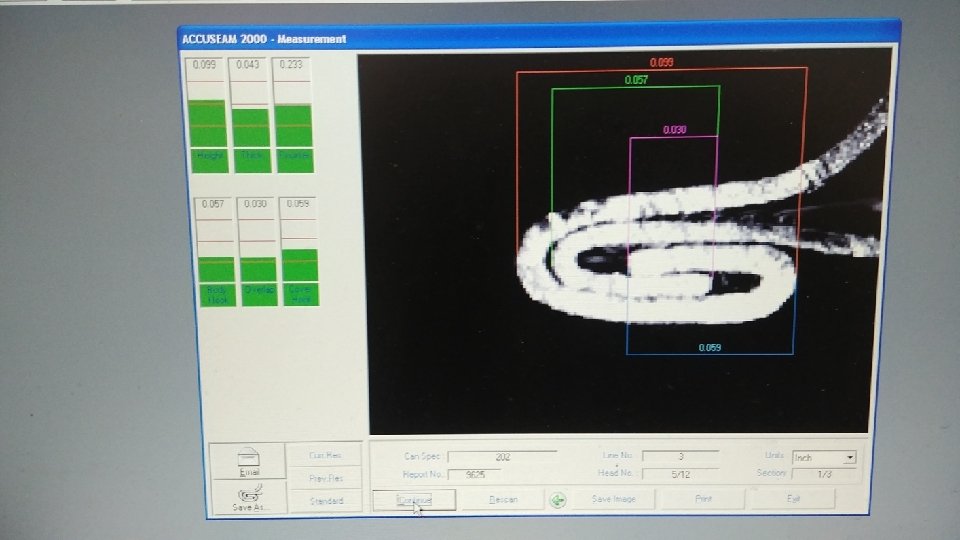
Key Tools for Craft Canning Quality

Micrometer

Hot Water Bath • 60 C/140 F for 20 minutes • Simulate a pasteurizer • Quickly exposes leakers • Take them every seam check and tear down • …Which leads us too…

Case Study #1 - When Good Seams Turn Bad • QA Lead – “We have a problem with the can seams” • Brewery Manager – “Okay, fill me in. ”

What Does a Bad “Good Seam” Look Like? • WHEN: “Crusties” are noted on 7 day retains • WHAT: Seam leak at flange on date codes from 11 and 12/17. • WHY: Undefined • RISK: Low CO 2, High DO, Off flavors, aesthetics, worse case - mold

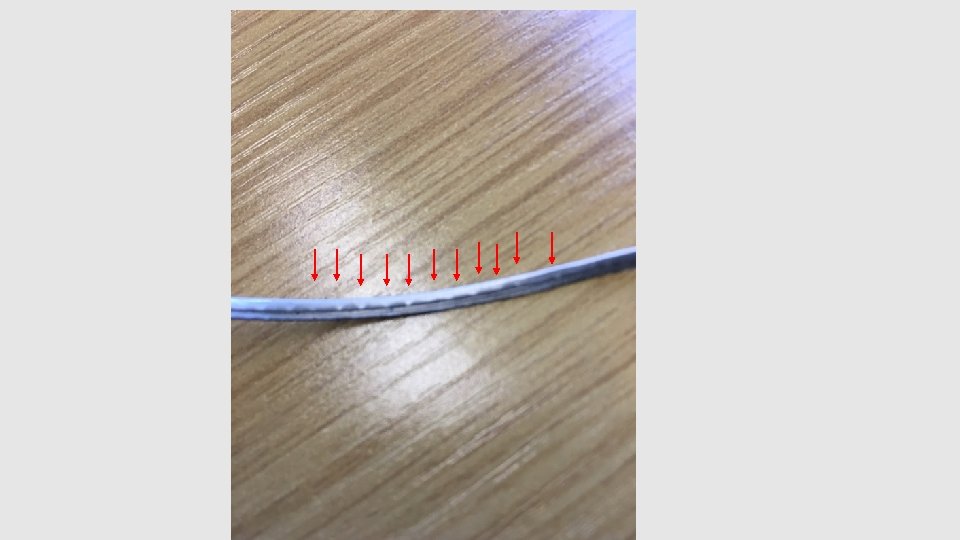
Wavy can seam

Seam Checks – 1 st Op Thickness Trending high and sporadic 0. 0900 1 st Op Thickness 1 st op thickness - Average of Daily Average 1 st op thickness - Average of lower spec 0. 0850 1 st op thickness - Average of upper spec 2 nd op height - Average of Daily Average 0. 0800 0. 0750 0. 0700 0. 0650 0. 0600 0. 0550 0. 0500 1 -Nov 2 -Nov 3 -Nov 4 -Nov 6 -Nov 7 -Nov 8 -Nov 9 -Nov 10 -Nov 13 -Nov 15 -Nov 16 -Nov 17 -Nov 20 -Nov 21 -Nov 22 -Nov 27 -Nov 28 -Nov 29 -Nov 30 -Nov 1 -Dec 4 -Dec 5 -Dec 6 -Dec 11 -Dec 12 -Dec 13 -Dec 14 -Dec 20 -Dec 21 -Dec

Seam Checks – 2 nd Op Heigh - Trending Low 0. 1100 2 nd Op Height 2 nd op height - Average of Daily Average 2 nd op height - Average of lower spec 0. 1050 2 nd op height - Average of upper spec 0. 1000 0. 0950 0. 0900 0. 0850 0. 0800 0. 0750 0. 0700 1 -Nov 2 -Nov 3 -Nov 4 -Nov 6 -Nov 7 -Nov 8 -Nov 9 -Nov 10 -Nov 13 -Nov 15 -Nov 16 -Nov 17 -Nov 20 -Nov 21 -Nov 22 -Nov 27 -Nov 28 -Nov 29 -Nov 30 -Nov 1 -Dec 4 -Dec 5 -Dec 6 -Dec 11 -Dec 12 -Dec 13 -Dec 14 -Dec 20 -Dec 21 -Dec

DMAIC – Problem Solving Methodology

Formal Root Cause Analysis – 5 Whys

So How Did This Happen? • Seamer actuators were failing at 1 MM, not 6 MM cycles • Created a wobble while seaming • Wobble created wrinkles in the seams • In spec for the 7 measured parameters – but just barely • Out of spec for the 1 visual evaluation • False sense of reliability in the instruments • No focus on seam tightness/wrinkles – visual inspection

Process Drift from the Normal Distribution

Key Learnings • In Spec is not On Target • In Spec is not In Control, especially when dealing with a multivariate measurement • If you are at the limit of spec on average, then a “tail” of your distribution is Out of Spec • While we were in spec for all 7 parameters, 5 of the parameters were near the bottom range of the measurement • Visual inspection of inside seam is critical • Trend analysis review

Corrective Actions • Develop expanded PM plan for seamer • Increase measurement frequency • Calibrate measurements between operators • Send cans for regular testing on digital equipment • Hand sort cans • Expand training for operators on seam checks • Hot Water Bath institued

Seam Check Hot Water Bath

Seam Check form Time Pallet # Specifications Measurment Points 1 st op thickness . 072 -. 076 1 st counter sink . 230 -. 238 . 041 -. 045 . 228 -. 238 2 nd op height . 095 -. 101 Visual body hook . 055 -. 075 P/ F cover hook . 053 min FAIL 12 oz or 16 oz 2 nd op thickness 2 nd op counter sink Water Bath @ 60 C for 20 min visual inspection comments REQUIRED PASS

Preventative / Predictive Maintenance Preventative Maintenance Schedule Operators Daily, weekly, monthly: Production Line: _Can line Filler_______ Date: Daily Monday Tuesday Wednesday Thursday Friday Weekly: Visually inspect filler stations Clean and lube can lift air cylinder shaft Clean and dry swing arm bearing caps Clean and lube can push air cylinder shaft Rinse/clean around sensor cables Monthly: inspect lid drop station for loose items Grease conveyor bearings Clean and dry seamer base plate Rinse around air lines clean/inspect swing arms Replace beer lines Drain coalescing filter Clean/inspect 1 st and 2 nd op roll inspect/change fill head orings Clean/inspect 1 st and 2 nd op rotary cams Clean/inspect 1 st and 2 nd op cam followers List Defects and corrective actions here: clean/Inspect 1 st and 2 nd op actuator Clean/inspect chuck clean/inspect lift table bearing carrier Every 40 hours, grease seam rollers Clean/Inspect fill valve cylinders seam roller retention nut Clean/ dry/inspect can lift puck and bearing Clean/Check all table top chains Clean/inspect splitter air cylinder Clean/inspect fill tube lift cylinder CIP machine Report all defects to your manager, and maintenance staff Initial all tasks completed 8

… which leads us to Case Study 2 – Hope is NOT a Strategy • Packaging Team – “We’ve been getting high TPOs” • Brewery Manager – “How high is high? ” • PT – “We keep measuring it, but we keep getting the same result. ”

5 Why

Lessons Learned Pt II • TPO’s lowered every hour, but never stabilized and got into spec • High TPOs that don’t get in spec in the first half hour aren’t going to. • Learned we had potential O 2 ingress AND lack of CO 2 flushing • Institute simple checks – can you feel CO 2 pressure coming out of the purge? • Poke Yoke/error proofing – mark your gauges! • Train team members on ALL of your utilities requirements for packaging – CO 2, water, compressed air, voltage, etc.

CAN FILLER CO 2 PRESSURE GAUGE

Magic Hat’s Top Ten Can Packaging Takeaways 1. Invest in skilled and motivated people – and have problem solving meetings 2. Cleaning/Sanitizing is fundamental 3. Seams, seams – focus on visual and measurements 4. Fill Levels – headspace is as important to TPO as BBT DO (follow the “covered tab rule”) 5. Weights – give you a clue as to the headspace

Magic Hat’s Top Ten Can Packaging Takeaways 6. DO/TPO is important, but it doesn’t matter if you can’t make a great seams 7. Documentation is critical – sanitation, DO/TPO/CO 2, Seams, Finished Goods 8. Know your pressures and flows from the OEM – and not just for the filler 9. Tracking and Lot control – label and mark pallets and keep records 10. Preventative maintenance – A Wild Goose is NOT a production machine, even though we use them like they are. Aluminum and plastic do not hold thousandth of an inch tolerances for long. Don’t fool yourself

Additional Recommended Texts - photos • seamschool. com • FDA. gov

Thank You’s • Sara Cushman – Packaging Operator • Ryan Dart – Quality Analyst • Melinda Davis – Lead Quality Analyst • Kevin Bell – Production Manager • Craig Desautels – Maintenance Manager

- Slides: 44