q KARAKTERISTIKAT THEMELORE TEKNOLOGJIKE T PRPUNIMIT ME GDHENDJE
 Ø Ø Ø TORNIMI,")


, makinat metalprerëse ndahen në: Ø manuale, Ø")
 të punimeve që kryhen, respektivisht në varësi të mundësisë")












, dallohet: -tornimi gjatësor, -tornimi tërthor.")


 mund të realizohen lloje të ndryshme të perpunimit")








 horizontale, koka revolver rrotullohet rreth një aksi horizontal dhe")
 horizontal")
 vertikal karakterizohen me ate se të gjitha llojet e përpunimit realizohen")



 Llojet e ndryshme të tornove që u përmendën më")
 të sipërfaqes së përpunuar dallohen: -thika për tornim të")


 e: -sipërfaqeve të rrafshta (horizontale, vertikale, të pjerrëta), -sipërfaqeve")

")




- Slides: 57
q KARAKTERISTIKAT THEMELORE TEKNOLOGJIKE TË PËRPUNIMIT ME GËDHENDJE (HEQJE ASHKLEPRERJE) Ø Ø Ø TORNIMI, KARAKTERISTIKAT TEKNOLOGJIKE FREZIMI, KARAKTERISTIKAT TEKNOLOGJIKE SHPIMI, KARAKTERISTIKAT TEKNOLOGJIKE ZDRUGIMI, KARAKTERISTIKAT TEKNOLOGJIKE TËRHEQJA (PËRSHKIMI), KARAKTERISTIKAT TEKNOLOGJIKE
Gjysmëproduktet e përftuara me deformim plastik, derdhje dhe me disa metoda tjera të përpunimit, zakonisht i nënshtrohen përpunimit me prerje në makinat metalprerëse për tu shndërruar në detale të gatshme përdorim (eksploatim). Makinat metalprerëse përbëhen nga një kompleks mekanizmash, që shërbejnë për të kryer lëvizjet bazë dhe lëvizjet ndihmëse të domosdoshme për punimin e detaleve. Makinat metalprerëse janë të tipeve dhe dimensioneve të ndryshme, prandaj klasifikimi i tyre është i nduarshëm.
Në varësi të llojit të lëvizjes kryesore, makinat metalprerëse ndahen në: Ø makina me lëvizje kryesore rrotulluese, Ø makina me lëvizje kryesore drejtvizore. Në varësi të madhësisë, makinat metalprerëse ndahen në: Ø të lehta, me peshë deri në 10 tonelata, Ø të mesme, me peshë prej 10 -30 tonelata, Ø të rënda, me peshë prej 30 -100 tonelata.
Në varësi të mënyrës së drejtimit (dirigjimit), makinat metalprerëse ndahen në: Ø manuale, Ø gjysmautomatike, Ø automatike. Në varësi të shkallës së precizitetit (saktësisë), makinat metalprerëse ndahen në: Ø normale, Ø precize, Ø me precizitet të lartë.
Në varësi të karakterit (llojit) të punimeve që kryhen, respektivisht në varësi të mundësisë teknologjike, dallohen: Ø makina tornuese, Ø makina frezuese, Ø zdruguese, Ø makina shpuese, Ø makina rektifikuese(retifikuese), Ø makina sharruese, Ø makina përpunime të veçanta etj.
Në varësi të përdorimit: Ø universale dhe Ø speciale. Vlen të theksohet se në literaturë mund të gjenden edhe klasifikime tjera, por klasifikimi me i përgjithshëm bazohet në karakterin e punimeve që kryhen dhe në procesin themelor teknologjik. Vende të ndryshme që prodhojnë makina metalprerëse i kanë edhe kriteret e tyre për klasifikimin e makinave metalprerëse. Natyrisht se për secilin kriter të klasifikimit ekzistojnë edhe mënyrat e shenjimit dhe markimit.
Ø TORNIMI, KARAKTERISTIKAT TEKNOLOGJIKE
Tornimi është një nga proceset kryesore të përpunimit me heqje ashkle, që kryhet në makinat tornuese (tornot). Me tornim mund të përgatiten detale (pjesë) që kanë: -sipërfaqe cilindrike dhe konike, -sipërfaqe të profiluara, -kanale të formave të ndryshme, -fileta, etj.
Operacione të tornimit
Tornot, llojet e tornove dhe përdorimi i tyre Tornot janë makinat më të përhapura përpunimin e metaleve me prerje, me që shumica e elementeve të makinave paraqesin trupa rrotullues. Në fondin e përgjithshëm të makinave metalprerëse, tornot përfaqësohen me afro 50% të numrit të përgjithshëm.
Në literaturë gjenden klasifikime të ndryshme të tornove, në varësi të perdorimit, konstruksionit dhe mundësive teknologjike. Në varësi të këtyre kritereve dallohen: -torno universal, -torno revolver, -torno ballore, -torno vertikal(karosel), -torno gjysmautomatik, - torno automatik, -torno special, -torno me dirigjim numerik.
Vlen të theksohet se pavarsisht nga lloji i tornos, të gjithë përdoren përftimin e pjeseve rrotulluese. Lëvizjen kryesore e kryen pjesa ndërsa ate të hapit, vegla prerëse (thika), figura në vazhdim.
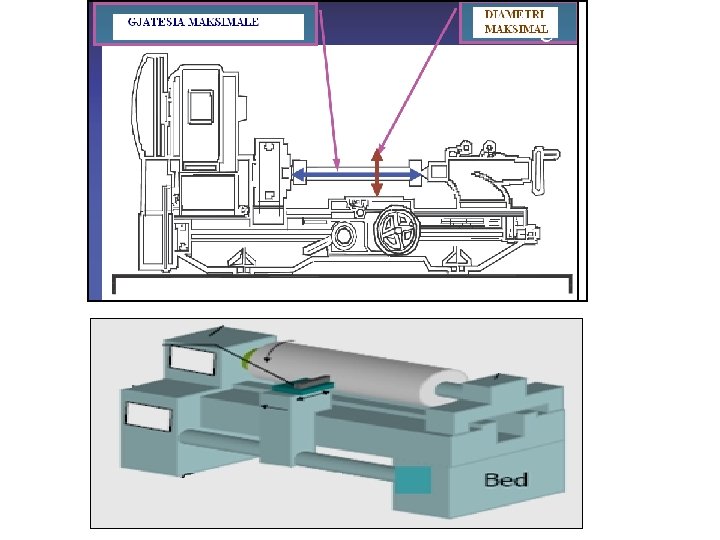
Karakteristikat dhe mundsitë teknologjike të tornove universale Çdo makinë metalprerëse karakterizohet me mundësitë specifike përkatëse. Për vlerësimin e mundësive të makinës përkatëse duhet të njihen karakteristikat themelore teknike të cilat kryesisht përcaktojnë hapsirën punuese (përmasat maksimale të pjesës që mund të përpunohet në makinë), dijapazonin e lëvizjes punuese të hapit (ushqimit), fuqinë e instaluar, përmasat dhe peshën e makinës e kështu me radhë.
Vlen të theksohet se prodhuesit e makinave metalprerëse, këto karakteristika i japin për të gjitha llojet e makinave të prodhuara. Te tornot universale parametër themelor që e përcakton hapsirën punuese është diametri maksimal i pjesës që mund të përpunohet, mbi shtratin e makinës. Në figurën në vazhdim ky diametër është shënuar (shenjuar) me D. Parametër tjetër i rëndësishëm është edhe diametri D 1 -diametri maksimal mbi suportin e tornos. Në grupin e karakteristikave tjera të tornos mund të përfshihen edhe:
Fuqia e instaluar, numri i rrotullimeve të motorit, lartësia, gjerësia dhe gjatësia e kundërmajave (L) e cila përcakton gjatësinë maksimale që mund të përpunohet në torno.
Edhe pse tornot në përgjithësi dallohen për nga karakteristikat konstruktive dhe funksionale, megjithate ekzistojnë disa pajisje dhe mekanizma që janë të përbashkët për të gjithë llojet e tornove dhe këto jane: -bazamenti -burimi i energjisë (elektromotori-pjesa që i vë në lëvizje tornot, -transmetuesi i lëvizjes kryesore, -transmetuesi i hapit, -mekanizmat për manipulim me dorë, -pajisjet për ftohje të pjesës dhe vajosje, -pajisjet për shtrëngim të pjesës dhe veglës.
Në varësi të lëvizjes së veglës prerëse(thikës), dallohet: -tornimi gjatësor, -tornimi tërthor.
Tornimi gjatësor realizohet me lëvizjen e suportit gjatësor dhe dallohet: -tornim nga ana e jashtme (tornim i jashtëm), -tornim nga ana e brendshme (tornim i brendshëm)
Tornimi tërthor realizohet me lëvizjen e suportit tërthor që është i vendosur në suportin gjatësor në ate mënyrë që të mund të bëhet lëvizja translatore e veglës prerëse (thikës) që qëndron pingul me aksin e rrotullimit të pjesës, figura në vazhdim:
Me lëvizjen tërthore të veglës prerëse(thikës) mund të realizohen lloje të ndryshme të perpunimit me tornim, si p. sh. përpunimi i skajeve, prerja, përpunimi kanaleve të ndryshme të profiluar, ndarja në pjesë më të vogla etj.
Përveç tornimit gjatësor dhe tërthor, te tornot universale mund të përpunohen edhe sipërfaqe konike.
Sipërfaqe konike, të jashtme apo të brendshme mund të përftohen edhe duke kombinuar lëvizjet e pajisjeve tjera në kuadër te tornos universale.
Në tornot universale gjithashtu mund të bëhet edhe shpimi i vrimave dhe përpunimi i mëtejme i tyre.
Përpunim tjetër karakteristik që mund të realizohet me ndihmën e tornove universale është edhe përgatitja (hapja) e filetës e cila formohen me sinkronizimin e lëvizjes rrethore dhe drejtëvizore. Në varësi të profilit (formës) filetat mund të jenë me formë: trekëndëshe, katrore, trapezoidale etj.
Në tornot universale mund të përgatiten të gjitha llojet e filetave standarde sipas skemës së dhënë në figurën në vazhdim:
Sipërfaqe të profiluara mund të përgatiten duke kombinuar lëvizjen dhe formën e veglës prerëse me pajisjet tjera shtesë të tornos universale siç shihet në figurën në vazhdim.
Karakteristikat dhe mundësitë teknologjike të tornove revolver Këto torno përdoren për prodhimin e një numri të madh detalesh (prodhim) në seri, që mund të përpunohen njëkohesisht me disa vegla prerëse. Vendosja në kokën e rrotullueshme(revolver) të këtyre veglave është edhe veçoria dalluese e këetyre tornove. Koka e rrotullueshme ka formën e barabanit ose shumëkëndëshit në të cilën vendosen veglat prerëse sipas rendit të nevojshëm të përpunimit. Me rrotullimin e kokës veglat prerëse në mënyrë të njëpasnjëshme sjellen në pozicionin e nevojshëm përpunim.
Për dallim prej tornove universale, te këto torno karakteristikat themelore dhe mundësitë teknologjike të përpunimit varen nga koka e rrotullueshme (revolver): pozicioni i saj, numri i foleve, lëvizjet maksimale e kështu me radhë. Tornot revolver, sipas aksit të rrotullimit të kokës revolver mund të jenë: -torno me aks (kokë) horizontale, -torno me aks (kokë) vertikale.
Në tornot me aks (kokë) horizontale, koka revolver rrotullohet rreth një aksi horizontal dhe është e drejtuar kundrejt shpindelit të makinës metalprerëse me ballin e saj ku janë të vendosur veglat prerëse. Saktesia (preciziteti) e përpunimit të detaleve varet nga saktësia e rregullimit të distancatorëve, zgjedhja e drejtë e elementeve të regjimit të prerjes dhe gjeometria e veglave prerëse. Tornot me aks (kokë) horizontale parimisht janë me përmasa më të mëdha dhe shërbejnë përpunimin e sipërfaqeve me konfiguracion të ndërlikuar, të përpunuar paraprakisht me derdhje.
Skema e tornos revolver me aks (kokë) horizontal
Tornot me aks(kokë) vertikal karakterizohen me ate se të gjitha llojet e përpunimit realizohen me vegla prerëse të cilat vendosen në kokën revolver dhe ndërrohen duke u rrotulluar ne aksin vertikal të kokës. Skema e tornos revolver me aks (kokë) vertikal
Karakteristikat dhe mundesitë teknologjike të tornove ballor dhe karusel Për përpunimin e detaleve makinerike me diametër relativisht të madh dhe me gjatësi të vogël përdoren tornot ballor(tërthor) dhe ato karusel(vertikal).
Karakteristikat dhe mundësitë teknologjike të tornove speciale Tornot speciale përdoren përpunimin e detaleve të veçanta, si p. sh. : kollodokë, boshte ekscentrike etj. Këto torno mund të jenë: -gjysmautomatik dhe -automatik. Te tornot gjysmautomatike gjithë cikli i lëvizjes së veglave prerëse kryhet pa pjesëmarrjen e punëtorit. Punëtori bën vendosjen e copës, ndjek punën e makinës dhe në fund heq detalin e gatshëm nga makina.
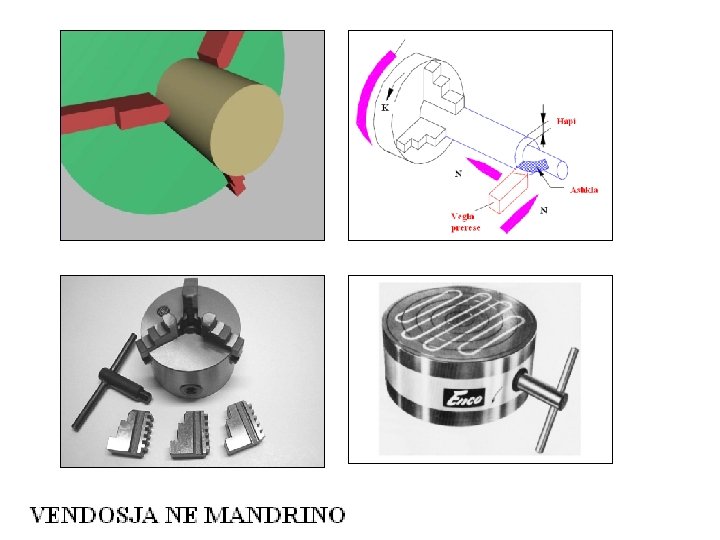
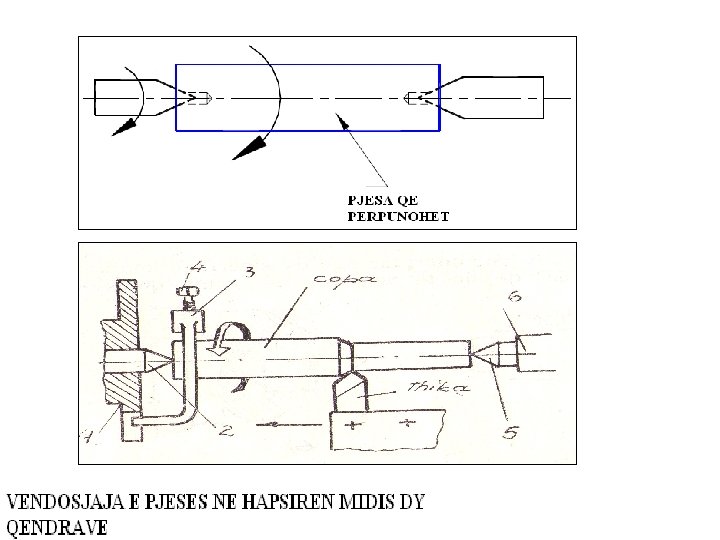
Vendosja e pjesëve në torno dhe pajisjet për vendosje Vendosja dhe shtrëngimi i pjesëve në torno është një prej veprimeve kyçe të procesit të tornimit. Vlen të theksohet se mënyra e vendosjes dhe shtrëngimit të pjesëve në torno varet nga: -forma e pjesës, respektivisht detalit që i nënshtrohet përpunimit, -shtangësia e pajisjes, -preciziteti i vrazhdësisë së sipërfaqes.
Veglat përpunim me tornim(thikat tornuese) Llojet e ndryshme të tornove që u përmendën më parë krijojnë mundësinë e përpunimit të një diapazoni të gjerë të pjesëve nga aspekti i formës dhe vetive të ndryshme. Për realizimin e këtijë qëllimi, përveç makinës metalprerëse duhet të përdoret edhe vegla prerëse adekuate-thika për tornim. Sot përdoren lloje të ndryshme të thikave nga aspekti i vetive konstruktive dhe materialit që prodhohen. Në varësi të formës thikat mund të jenë: të drejta, të lakuara (këthyera), në formë kuke, të zgjatura etj.
Në varësi të cilësisë (kualitetit) të sipërfaqes së përpunuar dallohen: -thika për tornim të ashpër (vrazhdë-zgrosimi), -thika për tornim të pastër (final-finicionifinitura). Në varësi të formës së seksionit tërthor te trupit te thikes dallohen: -thika me prerje tërthore këndrejtë, -thika me prerje tërthore katrore, -thika me prerje tërthore rrethore. Në varësi të llojit të përpunimit dallohen: -thika përpunim të jashtëm, -thika përpunim të brendshëm.
Ø FREZIMI, KARAKTERISTIKAT TEKNOLOJIKE
Frezimi, në krahasim me tornimin i ka disa veçori dalluese: -në punim marrin pjesë njëkohësisht disa tehe prerëse, prandaj frezimi është më produktiv se tornimi, -tehet prerëse të frezave punojnë periodikisht, duke pushuar, kurse trupi i tyre i madh ndihmon në largimin e nxehtësisë nga tehet prerëse, -seksioni tërthor i ashklës lëviz në kufij të gjerë dhe si rrjedhim i kësaj forcat prerëse kanë vlera të ndryshme etj.
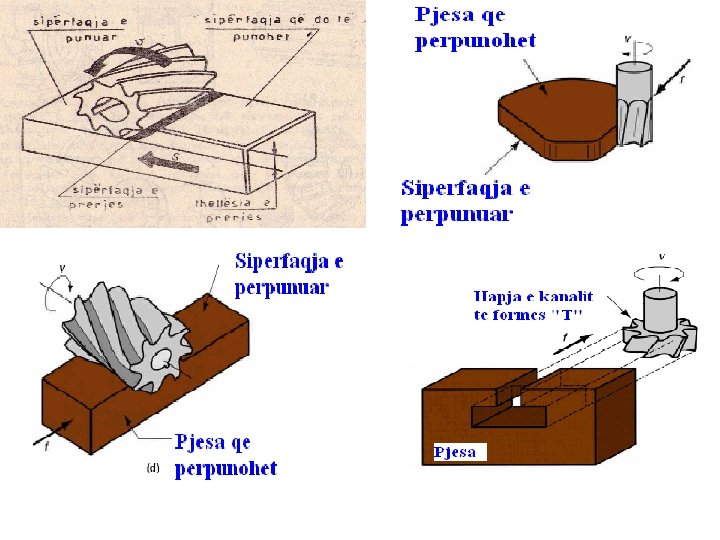
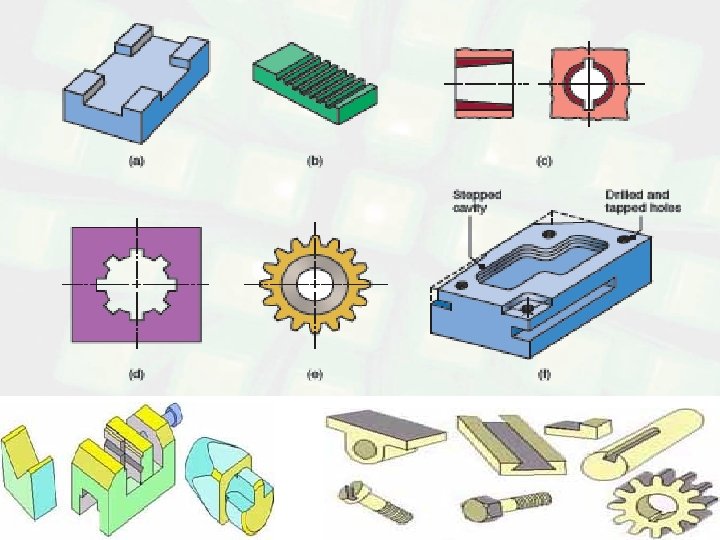
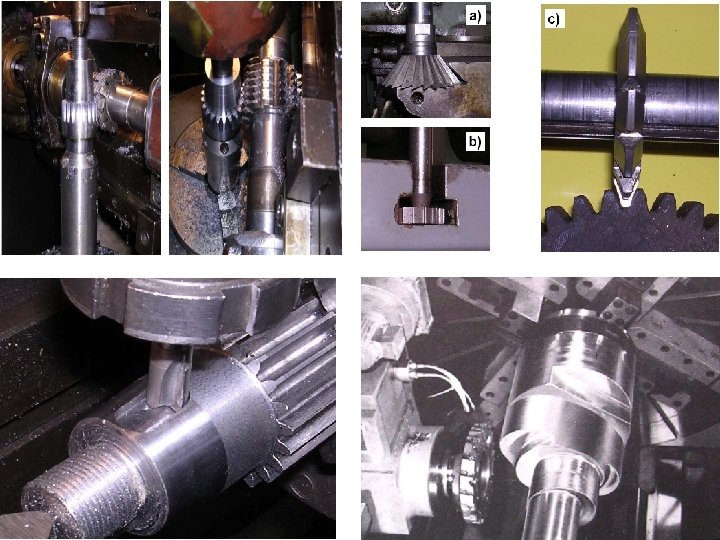
Përdorimi Frezimi përdoret për (përpunimin) e: -sipërfaqeve të rrafshta (horizontale, vertikale, të pjerrëta), -sipërfaqeve të profiluara (fasonale), -për hapjen e kanaleve (të shlicave), -për prodhimin e rrotave të dhëmbëzuara, -për prodhimin e sipërfaqeve të filetuara etj. Frezimi kryhet në makina metalprerëse që quhen makinat frezuese dhe me vegla prerëse, që quhen freza. Vlen te theksohet se në të njejtat pajisje mund të realizohet edhe shpimi, tërheqja, barenimi etj.
Frezimi, si metodë e përpunimit me prerje, është përdorur më vonë se proceset tjera të përpunimit. Megjithate, frezimi aktualisht ka marrë përhapje të gjerë përpunimin e sipërfaqeve të rrafshta, për hapjen e kanaleve, përpunimin e sipërfaqeve të profiluara (fasonale), përpunimin e rrotave te dhëmbëzuara etj. Për të kryer procesin e frezimit, janë të domosdoshme dy lëvizje: -lëvizja kryesore ose e punës dhe -lëvizja e hapit (ushqimit).
Gjatë frezimit lëvizja kryesore është lëvizja rrotulluese e frezës, kurse lëvizja e hapit (ushqimit) është drejtvizore dhe e bën pjesa së bashku me tavolinën e makinës. 1 -lëvizja kryesore 2 -lëvizja e hapit (ushqimit)
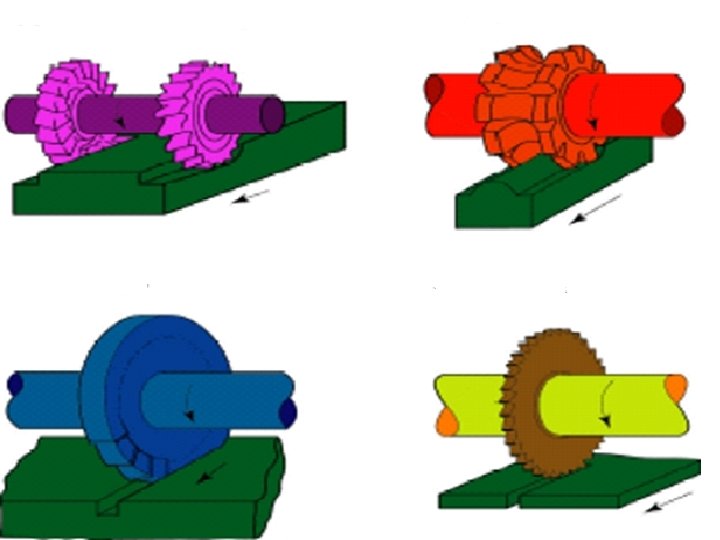
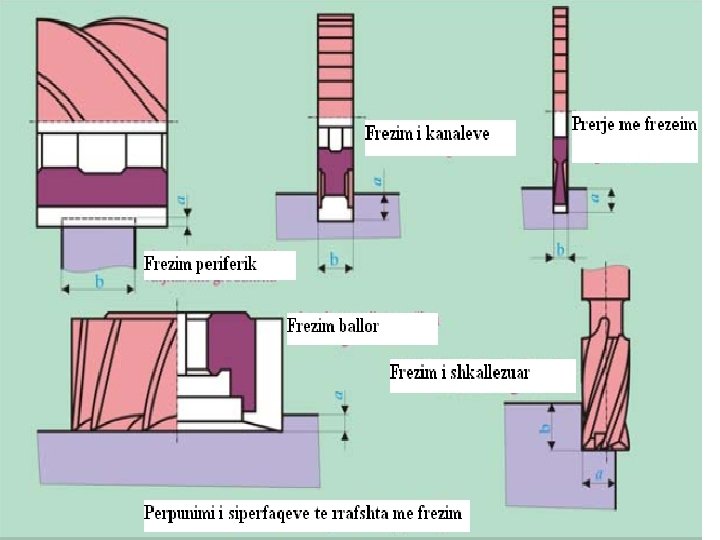
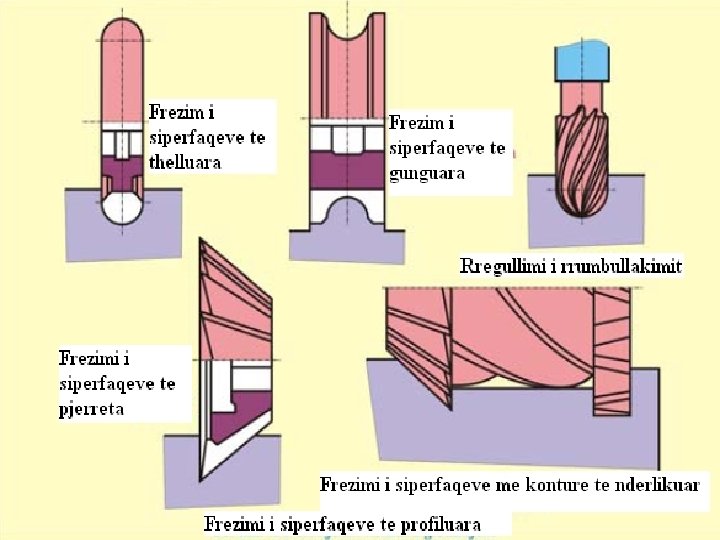
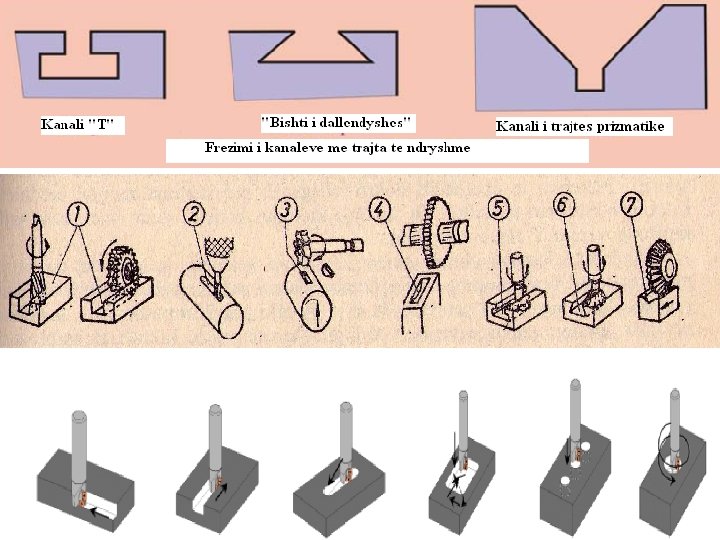
Llojet kryesore të përpunimit me frezim Me frezim mund të realizohen këto lloje të përpunimit: -frezimi i sipërfaqeve të rrafshta me freza cilindrike, -frezimi i sipërfaqeve të rrafshta me freza ballore, -frezimi i sipërfaqeve të rrafshta dhe të pjerrëta me freza këndore, -frezimi i kanaleve me freza skajore, -frezimi i kanaleve anësore (të shkallëzuar) me freza diskore,
-frezimi i sipërfaqeve të rrafshta me komplete frezash diskore, -prerja e copave me freza sharrë, -frezimi me freza të profiluara, -frezimi i sipërfaqeve të kurbëzuara me freza skajore, -frezimi i kanaleve (shlicave) në boshte, -frezimi i rrotave me dhëmbë (dhëmbëzorëve), -frezimi i kanaleve helikoidale, -frezimi i sipërfaqeve të filetuara, etj.
Frezimi i sipërfaqeve të profiluara
Makinat frezuese dhe llojet e tyre Forma dhe përmasat e detaleve që përpunohen me frezim kërkojnë makina të ndryshme frezuese. Makinat frezuese janë të shumëllojshme, por sipas përdorimit ato ndahen në: -makina frezuese përdorim të përgjithshëm, -makina frezuese speciale (për rrota të dhëmbëzuara, fileta, kiaveta, sipërfaqe të profiluara etj. )