Proses Manufaktur Machining operation and machine tools Machining

 merupakan proses manufaktur paling serbaguna")






")








 • Nt = number of teeth")
")
















/(0. 200 m) π = 3. 66 rev/s •")




/(12. 7 mm) π = 626. 6 rev/min • fr=")

 • Nt = number of teeth")

 / π (80 mm)= 279 rev/min • fr= 279")

")

/ π (150 mm) = 5. 94 rev/s • fr=")
- Slides: 51
Proses Manufaktur Machining operation and machine tools
Machining operation and machine tools • Machining (prsoses permesinan) merupakan proses manufaktur paling serbaguna dan akurat dalam kemampuannya untuk memproduksi beragam bentuk part. • Casting (pengecoran) juga dapat memproduksi beragam bentuk, tetapi kurang dalam presisi dan akurasi.
Proses permesinan • Setiap proses permesinan menghasilkan karakteristik geometris dikarenakan 2 faktor: • Pergerakan relatif antara tool dan juga benda kerja • Bentuk dari cutting tool • Klasifikasi operasi dari bentuk benda yang dibuat • Generating: geometri dari benda kerja dipengaruhi oleh lintasan feed dari cutting tool (pahat) • Forming: bentuk dari benda kerja dibuat dari bentuk geometri cutting tool (pahat)
Generating
Forming
Kombinasi
Turning and lathe basics • Turning is a machining process in which a single-point tool removes material from the surface of a rotating workpiece N = rotational speed, rev/min v = cutting speed, m/min D 0 = original diameter, mm Df = final diameter, mm d = depth of cut f = feed, mm/rev fr = feed rate, mm/min Tm = time of actual machining, min L = length, mm MRR = material removal rate mm 3/min
Operation related to turning
Lathe (Mesin bubut)
Contoh urutan operasi turning
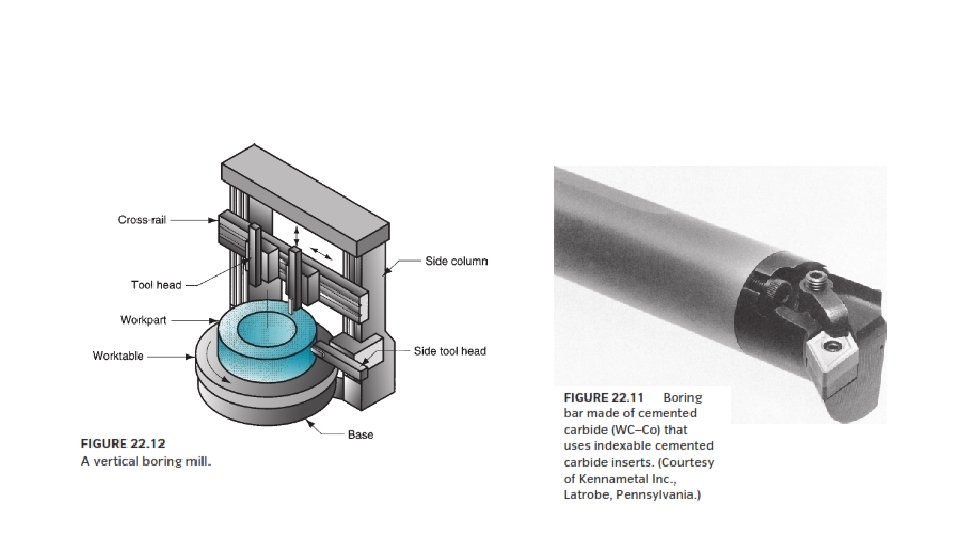
Mesin bor • Boring is similar to turning. It uses a single-point tool against a rotating workpart. • The difference is that boring is performed on the inside diameter of an existing hole rather than the outside diameter of an existing cylinder.
Drilling and related operation • Drilling, is a machining operation used to create a round hole in a workpart. • This contrasts with boring, which can only be used to enlarge an existing hole. N = spindle speed, rev/min v = cutting speed, mm/min D = drill diameter, mm f = feed, mm/rev Fr = feed rate, mm/min Tm = machining time, min T = work thickness, mm A = approach allowance MRR = material rate of return
Operation related to drilling
Mesin drilling Upright Drill press & radial drill press
Milling • Milling is a machining operation in which a workpart is fed past a rotating cylindrical tool with multiple cutting edges
Peripheral milling • In peripheral milling, also called plain milling, the axis of the tool is parallel to the surface being machined, • The operation is performed by cutting edges on the outside periphery of the cutter.
Face milling • In face milling, the axis of the cutter is perpendicular to the surface being milled, • machining is performed by cutting edges on both the end and outside periphery of the cutter
Parameter permesinan milling (peripheral) • Nt = number of teeth
Parameter permesinan milling (face milling)
Mesin milling
Mesin milling
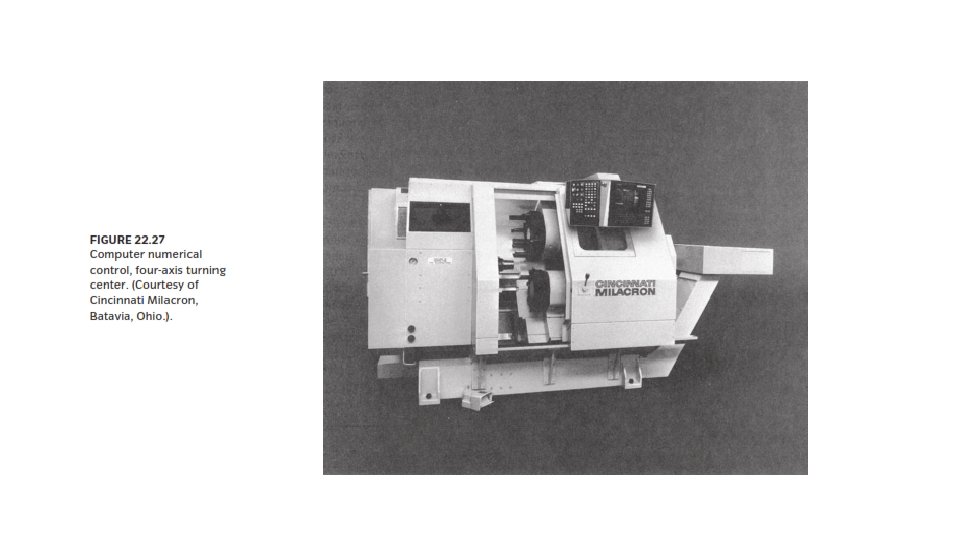
Machining centers A machining center is a highly automated machine tool capable of performing multiple machining operations under computer numerical control in one setup with minimal human attention, having features: • Multiple operations in one setup • Automatic tool-changing • Pallet shuttles • Automatic workpart positioning
Contoh operasi pada mill-turn centers
Other machining operation • Shaping and planing • Broaching • Sawing
Shaping and planning Shaping and planing are similar operations, both involving the use of a single-point cutting tool moved linearly relative to the workpart.
Mesin planer dan shaper
Bentuk-bentuk shaping dan planing
Broaching is performed using a multiple-teeth cutting tool by moving the tool linearly relative to the work in the direction of the tool axis
Sawing
High speed machining
Soal • Sebuah benda kerja silindris dengan diameter 200 mm dan panjang 700 mm akan diturning pada mesin lathe (bubut). Bila kecepatan potong adalah 2. 30 m/s, feed=0, 32 mm/rev dan depth of cut=1. 80 mm. Tentukan (a) waktu pemotongan dan (b) material removal rate • Dalam sebuah proses turning, seorang pekerja harus menyelesaikan sebuah benda silindris dalam 5 menit. Panjang benda tersebut 400 mm dan diameternya 150 mm. Bila feed=0. 30 mm/rev dan depth of cut=4. 0 mm, berapa kecepatan potong yang harus digunakan?
• Sebuah operasi drilling dilakukan dengan menggunakan twist drill berdiameter 12. 7 pada sebuah benda kerja. Lubang yang akan dibuat tidak tembus (blind hole) dengan kedalaman 60 mm dan point angle 118 o. Jika kecepatan potong 25 m/min dan feed=0. 30 mm/rev. Tentukan (a)waktu operasi/cutting time dan (b) metal removal rate selama operasi.
• Proses peripheral milling dilakukan pada permukaan sebuah benda kerja dengan panjang 400 mm dan lebar 60 mm. Milling cutter/pisau pemotongnya berdiameter 80 mm dan memiliki 5 gigi. Jika kecepatan pemotongnya = 70 m/min, chip load=0. 25 mm/tooth dan depth of cut=5. 0 mm. Tentukan (a)waktu pemotongan actual dan (b) maximum material removal rate • Proses face milling digunakan untuk melakukan proses permesinan 6. 0 mm dari permukaan benda kerja yang terbuat dari alumunium dengan panjang 300 mm dan lebar 125 mm sekali jalan. Bila jumlah mata pisau/giginya yang berjumlah 4 melalui sebuah jalur di tengah benda kerja dengan kecepatan potong=2. 8 m/s, dan chip load=0. 27 mm/tooth. Tentukan (a) waktu permesinan actual dan (b) maximum material removal rate
Turning and lathe basics • Turning is a machining process in which a single-point tool removes material from the surface of a rotating workpiece N = rotational speed, rev/min v = cutting speed, m/min D 0 = original diameter, mm Df = final diameter, mm d = depth of cut f = feed, mm/rev fr = feed rate, mm/min Tm = time of actual machining, min L = length, mm MRR = material removal rate mm 3/min
Turning 1 • v=2. 30 m/s • f=0. 32 mm/rev • d=1. 80 mm • Do=200 mm • L=700 mm • Tm=…? • MRR=…?
• N= (2. 30 m/s)/(0. 200 m) π = 3. 66 rev/s • fr= Nf= 3. 66 rev/s ( 0. 32 mm/rev)= 1. 17 mm/s • Tm= L/fr= 700 mm/1. 17 mm/s = 598 s =9. 97 min • RMR= (2300 mm/s)(0. 32 mm)(1. 80 mm)=1320 mm 3/s
Turning 2 • Tm= 5 min • Do= 150 mm • L= 400 mm • f= 0. 30 mm/rev • d= 4. 0 mm • v=?
• Tm= π Do L/vf • v= π Do L/f Tm • v= π (0. 15 m)(0. 40 m)/(0. 30 mm/rev) (10 -3)(5 min) = 125. 7 m/min
Drilling and related operation • Drilling, is a machining operation used to create a round hole in a workpart. • This contrasts with boring, which can only be used to enlarge an existing hole. N = spindle speed, rev/min v = cutting speed, mm/min D = drill diameter, mm f = feed, mm/rev Fr = feed rate, mm/min Tm = machining time, min T = work thickness, mm A = approach allowance MRR = material rate of return
Drilling • D= 12. 7 mm • t= 60 mm • Θ= 118 o • v=25 m/min • f=0. 30 mm/rev • Tm=…? • MRR=…?
• N= (25000 mm/min)/(12. 7 mm) π = 626. 6 rev/min • fr= Nf= 626. 6 rev/min ( 0. 30 mm/rev)= 188 mm/min • A= 0. 5 (12. 7 mm) tan (90 -118/2) = 3. 82 mm • Tm= (t+A)/fr= (60+3. 82) mm/188 mm/min = 0. 339 min • MRR= (0. 25) (π) (12. 7 mm)2 (188 mm/min)= 23, 800 mm 3/min
Peripheral milling • In peripheral milling, also called plain milling, the axis of the tool is parallel to the surface being machined, • The operation is performed by cutting edges on the outside periphery of the cutter.
Parameter permesinan milling (peripheral) • Nt = number of teeth
Milling 1: peripheral • • v= 70 m/min D= 80 mm nt= 5 f=0. 25 mm/tooth d= 5. 0 mm L= 400 mm w= 60 mm • Tm=…? • RMR=…?
• N= (70000 mm/min) / π (80 mm)= 279 rev/min • fr= 279 rev/min (5 tooth/rev) (0. 25 mm/tooth)= 348 mm/min • A= (5 (80 -5))0. 5 = 19. 4 mm • Tm= (400 mm +19. 4 mm)/348 mm/min = 1. 20 min • RMR= 60 mm (5 mm) (348 mm/min) = 104400 mm 3/min
Face milling • In face milling, the axis of the cutter is perpendicular to the surface being milled, • machining is performed by cutting edges on both the end and outside periphery of the cutter
Parameter permesinan milling (face milling)
Milling 2: face • • d= 6. 0 mm L= 300 mm w= 125 mm nt= 4 D= 150 mm v=2. 8 m/s f= 0. 27 mm/tooth • Tm=…? • MRR=…?
• N= (2800 mm/s)/ π (150 mm) = 5. 94 rev/s • fr= (5. 94 rev/s) (4 tooth/rev) (0. 27 mm/tooth)= 6. 42 mm/s • A= 0. 5 (150 – (1502 -1252)0. 5)= 0. 5 (150 -82. 9) = 33. 5 mm • Tm= (300 + 33. 5)mm/(6. 42 mm/s) =52 s = 0. 87 min • RMR= 125 (6) (6. 42)=4813 mm 3/s