Propriet dei liquidi Processo Le propriet dei materiali












")
 Acqua (20°C) 1*10 -3 Aria (20°C) 1.")
 si deforma istantaneamente")
 • Per effetto di un carico applicato costante, il materiale anche")











 800 700 600 500 400 300 200")
 pendenza")
 800")
 700 750 800 850")




) texp (50°C) tes (30°C) J (30°C,")

 1 anno")





- Slides: 44
Proprietà dei liquidi
Processo • Le proprietà dei materiali in fase liquida sono molto importanti per tutte le operazioni di trasformazione • In molti casi, i materiali vengono riscaldati sopra una T (in genere la fusione) per renderli fluidi e consentire di cambiare la forma per effetto dell’applicazione di una forza • Successivamente, i materiali vengono raffreddati per fare si che riacquisiscano le proprietà meccaniche. • Si può rimuovere la forza T p Tm t
Viscosità • Resistenza al flusso di materiali fusi • E’ la proprietà più importante per la lavorazione • L’intercapedine tra due superfici parallele è occupato da un fluido y A h z v 0, F x • Una delle due superfici viene messa in movimento rispetto all’altra • Si crea un gradiente di velocità
Equazioni base • Per fare avvenire lo scorrimento delle due superfici ad una velocità v 0 è necessario applicare una forza di taglio F Eq. 4. 1 • La legge di Newton definisce la viscosità [Pa*s] Eq. 4. 2
Velocità di taglio • Il gradiente di velocità è y ux vx Eq. 4. 3 • Anche una velocità di taglio (shear rate) x
Fluidi newtoniani • Per un fluido “newtoniano” la viscosità non dipende dalla shear rate y xy(y+ y) V=V 0 xy(y) V=V 0
Fluidi newtoniani • Definita la portata (quantità di massa trasportata attraverso la superficie perpendicolare per unità di tempo) y S ux y Eq. 4. 4 x
Pressure driven flow • In molte applicazioni industriali il flusso del materiale è provocato dall’applicazione di una pressione • Condotto cilindrico L r z P 1 P 2 • Legge di Hagen-Poiseuille; portata Q: Eq. 4. 5
Influenza della temperatura- termoplastici • La viscosità diminuisce all’aumentare della temperatura • La viscosità aumenta al diminuire della temperatura • Trasformazione «fisica» reversibile raffreddamento Profilo di viscosità dinamica riscaldamento T
Influenza della temperatura- termoplastici • Per molti fluidi, la dipendenza da T può essere espressa attraverso una legge di tipo Arrhenius (notare il segno dell’esponenziale e confrontarlo con eq. 4. 26) • Più è alta l’energia di attivazione maggiore è la dipendenza dalla temperatura Eq. 4. 6
Profilo di viscosità termoindurenti • La viscosità iniziale è generalmente piuttosto bassa • Dopo un intervallo di tempo (più o meno lungo in funzione della T) la viscosità comincia ad aumentare in corrispondenza di un tempo (tgel, tempo di presa) • La viscosità aumenta in maniera molto rapida (quanto più è veloce la reazione) • Trasformazione «chimica» irreversibile Profilo di viscosità isoterma T 3 tgel t
Influenza della temperatura- termoindurenti • La viscosità iniziale è minore a T più elevate (equazione di Arrhenius) • La viscosità resta costante fino all’inizio della reazione • Un aumento della temperatura comporta delle reazioni più veloci, per cui diminuisce il tempo di gel, secondo una legge tipo Arrhenius Eq. 4. 7 • La viscosità aumenta in maniera molto rapida (quanto più è veloce la reazione) Profilo di viscosità isoterma T 3>T 2>T 1 tgel t
Influenza della temperatura- termoindurenti • La viscosità diminuisce (secondo una legge di tipo Arrhenius) finché non comincia la reazione • Quando il sistema è indurito, anche raffreddando, la viscosità non diminuisce, ma anzi aumenta Profilo di viscosità dinamica raffreddamento riscaldamento Tgel T
Viscosità di fluidi comuni materiale Viscosità (Pa*s) Acqua (20°C) 1*10 -3 Aria (20°C) 1. 8*10 -5 Sangue (37°C) 4*10 -3 Mercurio 1. 5*10 -3 Olio lubrificante 0. 065 -0. 32 Nutella 0. 3 Miele 10 Ketchup 50 -100 Dentifricio 70 Burro di arachidi 250 Polimero fuso (150 -200°C) 2*103 Bitume 2*108 Vetro fuso (600°C) 1*1012
Solidi e fluidi • Un materiale solido ideale (legge di Hooke) si deforma istantaneamente a seguito dell’applicazione di una forza • Se la forza viene mantenuta sul materiale, la deformazione non cresce 0 , 0 t • Un materiale fluido ideale (legge di Newton) si deforma in maniera continua per effetto dell’ applicazione di uno sforzo , 0 t
Scorrimento viscoso (creep) • Per effetto di un carico applicato costante, il materiale anche allo stato solido si deforma in maniera continua • Questo fenomeno si chiama creep (scorrimento viscoso) • Il comportamento è più accentuato alle alte temperature (per i metalli a T>0. 4 Tf, per i polimeri a tutte le temperature) • Panta rei: tutto scorre (Eraclito) • Lo scorrimento viscoso riguarda tutti i tipi di sollecitazione (trazione, compressione, flessione, torsione) • Nelle prove di creep si applica uno sforzo costante al provino e se ne misura la deformazione nel tempo
Curve di creep • La deformazione cresce in maniera continua nel tempo • La deformazione totale è la somma di una deformazione elastica e di una deformazione viscosa: Deformazione sforzo γ 0 tempo Eq. 4. 8 Si fa riferimento ad una sollecitazione di taglio, ma lo stesso discorso vale per una sollecitazione normale!!!!
Curve di creep Deformazione • Il comportamento di un materiale a creep si può descrivere individuando tre distinte zone nel diagramma tempo-deformazione: • Creep primario: la velocità di creep diminuisce nel tempo • Creep secondario: la velocità di creep si mantiene costante • Creep terziario: la velocità di creep aumenta nel tempo
Effetto delle condizioni di carico Deformazione • Aumentando il valore dello sforzo (e quindi della forza applicata) aumenta il valore iniziale della deformazione e la pendenza delle curve nei tre tratti • La cedevolezza resta indipendente dallo sforzo 0 tempo
Creep secondario • Nel tratto di creep secondario: • Confrontando con la legge di Newton per materiali liquidi Eq. 4. 9 • Da cui viscoelasticità! Un materiale solido presenta fenomenologia associata ai materiali liquidi
Creep secondario • I valori della viscosità sono comunque molto alti (tali da non consentire il flusso del materiale in tempi utili per le fasi di processo)!!!!
Determinazione di parametri progettuali • Si determina il valore dello sforzo che provoca un certo valore della deformazione dopo un certo intervallo di tempo (ad un certo valore della temperatura) • Dalle curve isosforzo (prove di creep) si costruiscono curve isodeformazione =0. 2
Determinazione di parametri progettuali • Si determina il valore dello sforzo che provoca un certo valore della deformazione dopo un certo intervallo di tempo (ad un certo valore della temperatura) • Dalle curve isosforzo (prove di creep) si costruiscono curve isodeformazione =0. 05, 0. 1, 0. 2 rottura
Tensione limite e di rottura di scorrimento • La tensione limite di scorrimento è il valore dello sforzo che, ad una certa temperatura, determina un certo valore di deformazione in un certo intervallo di tempo • A, h, T • Tensione di rottura per scorrimento è il valore dello sforzo che determina la rottura in un certo intervallo di tempo per un certo valore della temperatura • R, h, T 0. 05, 2000, T=550 MPa 0. 2, 10000, T=360 MPa R, 15000, T=420 MPa
Effetto della temperatura • L’andamento qualitativo che si osserva è simile a quello descritto per la variazione dello sforzo • Aumentando la temperatura, aumenta la pendenza delle curve • In questo caso, la cedevolezza aumenta all’aumentare di T • Nel tratto di creep secondario • Legge di Arrhenius Eq. 4. 11 • A rottura: Deformazione Eq. 4. 10 T Eq. 4. 12 tempo
Tempo compensato • Tempo compensato:
Estrapolazione dei dati per la progettazione a rottura • Volendo determinare la tensione a rottura di scorrimento a 2 anni, non è possibile effettuare dei test così lunghi • Si devono estrapolare i dati ottenuti a tempi più brevi • In tabella si riporta il tempo di rottura (in h) ottenuto a diversi sforzi e temperature t. R(h) Sforzo (MPa) 800 700 600 500 400 300 200 100 T=700 K 400 500 600 700 800 900 1000 1200 T=750 K 200 268 333 407 454 500 570 633 T=800 K 122 143 187 210 232 265 305 330 T=850 K 66 90 110 120 140 170 190 200
Esempio 1 • Trasposizione tabella Sforzo (MPa) 800 700 600 500 400 300 200 100 Temp (K) 700 400 500 600 700 800 900 1000 1200 • Plot ln(t. R) vs 1/T 750 200 268 333 407 454 500 570 633 800 122 143 187 210 232 265 305 330 850 66 90 110 120 140 170 190 200
Curve isopendenza • Linear fit • Stessa pendenza • Diversa intercetta Sforzo (MPa) pendenza intercetta 800 7016 -4. 03 700 6876 -3. 6 600 6735 -3. 2 500 7062 -3. 49 400 7012 -3. 29789 300 6709 -2. 77013 200 6669 -2. 59542 100 7174 6906+186 (dev st=2. 7%) -3. 1466 -3. 26+0. 46 (dev. st. = 14%) media Eq. 4. 13
Parametro di Sherby-Dorn • Parametro di Sherby-Dorn Eq. 4. 14 PSD Sforzo (MPa) 800 700 600 500 400 300 200 100 T=700 K ln(400)-6906/700 ln(500)-6906/700 ln(600)-6906/700 ln(700)-6906/700 ln(800)-6906/700 ln(900)-6906/700 ln(1000)-6906/700 ln(1200)-6906/700 T=750 K ln(200)-6905/750 ln(268)-6906/750 ln(333)-6906/750 ln(407)-6906/750 ln(454)-6906/750 ln(500)-6906/750 ln(570)-6906/750 ln(633)-6906/750 T=800 K ln(122)-6906/800 ln(143)-6906/800 ln(187)-6906/800 ln(210)-6906/800 ln(232)-6906/800 ln(265)-6906/800 ln(305)-6906/800 ln(330)-6906/800 T=850 K ln(66)-6906/850 ln(90)-6906/850 ln(110)-6906/850 ln(120)-6906/850 ln(140)-6906/850 ln(170)-6906/850 ln(190)-6906/850 ln(200)-6906/850
Parametro di Sherby-Dorn • Costruisco una master curve temperatura (K) 700 750 800 850 Sforzo (MPa) 800 -3. 87 -3. 90 -3. 82 -3. 93 700 -3. 65 -3. 61 -3. 66 -3. 62 600 -3. 46 -3. 39 -3. 40 -3. 42 500 -3. 31 -3. 19 -3. 28 -3. 33 400 -3. 18 -3. 08 -3. 18 300 -3. 06 -2. 99 -3. 05 -2. 98 200 -2. 95 -2. 86 -2. 91 -2. 87 100 -2. 77 -2. 75 -2. 83 -2. 82 -6905/700 -6905/750 -6905/800
Esempio di progettazione • • In fase di progetto, conosco la vita utile del componente t. R e la Temperatura di esercizio Determino il corrispondente valore di PSD Dalla master curve, calcolo il valore massimo dello sforzo Nota la forza agente, determino la sezione minima
Estrapolazione dati per polimeri • Si possono eseguire dei test a diverse temperature
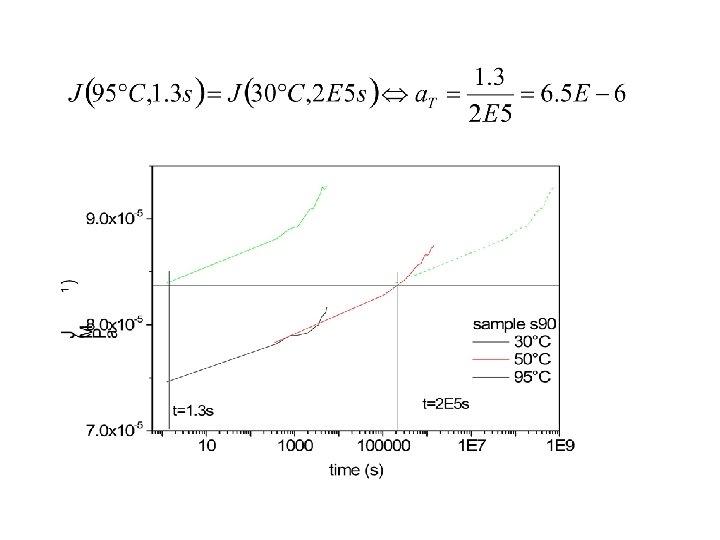
Estrapolazione dati per polimeri • Incrementi del tempo di carico producono sulla risposta del materiale effetti del tutto simili, e pertanto sovrapponibili, a quelli di un incremento della temperatura di prova • La proprietà del materiale misurata per un certo tempo di carico (lungo) tes e per una certa temperatura Tes è ottenibile per una diversa coppia di valori di tempo (più breve) texp e temperatura Texp collegati ai precedenti da precise relazioni. Eq. 4. 15
Principio di sovrapposizione tempotemperatura Texp texp Tes tes
Principio di sovrapposizione tempotemperatura J (50°C, texp (50°C)) texp (50°C) tes (30°C) J (30°C, tes (30°C)) 1. 28 385 769 1154 1538 1923 2305 2687 7. 83 E-05 8. 28 E-05 8. 37 E-05 8. 42 E-05 8. 48 E-05 8. 53 E-05 8. 57 E-05 1. 28/0. 00312=409 385/0. 0312=1. 23 E 5 769/0. 0312=2. 46 E 5 1154/0. 0312=3. 69 E 5 1538/0. 0312=4. 92 E 5 1923/0. 0312=6. 15 E 5 2305/0. 0312=7. 37 E 5 2687/0. 0312=8. 60 E 5 7. 83 E-05 8. 28 E-05 8. 37 E-05 8. 42 E-05 8. 48 E-05 8. 53 E-05 8. 57 E-05 3070 3452 3834 4221 4608 4994 5381 8. 63 E-05 8. 67 E-05 8. 66 E-05 8. 68 E-05 8. 72 E-05 8. 73 E-05 8. 76 E-05 3070/0. 0312=9. 82 E 5 3452/0. 0312=1. 10 E 6 3834/0. 0312=1. 23 E 6 4221/0. 0312=1. 35 E 6 4608/0. 0312=1. 47 E 6 4994/0. 0312=1. 60 E 6 5381/0. 0312=1. 72 E 6 8. 63 E-05 8. 67 E-05 8. 66 E-05 8. 68 E-05 8. 72 E-05 8. 73 E-05 8. 76 E-05
Principio di sovrapposizione tempotemperatura Texp texp Tes tes
Prevedo il comportamento del materiale a 30°C per 1018 s (3*1010 anni) 1 anno 3*107 s
Oppure: Prevedo il comportamento del materiale a 50°C per tmax=1018 s*0. 00312=3. 12*1015 s
Oppure: Prevedo il comportamento del materiale a 95°C per tmax=1018 s*6. 5 E-6=6. 5*1012 s
Stress relaxation • Applicando una deformazione costante al materiale, si misura il decadimento della forza necessaria a mantenere tale deformazione costante • Si definisce il modulo di rilassamento E(t) Eq. 4. 16 • Anche se è formalmente definito nello stesso modo del modulo di. Young Ey, le due quantità sono calcolate in prove diverse, per cui • il modulo di rilassamento è funzione di t • il modulo di Young NON è funzione di t T t
Effetto della velocità di carico , t a a 1 a 2 t
Effetto della velocità di carico