Programming Tool PLC 802 PLC 1 Programming Tool




























的连接实例 802 D sl X")









- Slides: 86
编程 具Programming Tool PLC 802 — 创建PLC程序 1 通过打开Programming Tool PLC 802,建立一 个空白的新PLC程序 Page 4/86 © Siemens AG 2009. All Rights Reserved. Industry Sector
编程 具Programming Tool PLC 802 — 创建PLC程序 2 . . . SiemensProgramming Tool PLC 802Lib 802 DslExamples 通过打开Siemens实例 程序,在此基础上进行 修改 Page 5/86 建议:打开实例程序 后,将其保存在其他 路径下,以避免对原 有实例程序的改动 © Siemens AG 2009. All Rights Reserved. Industry Sector
编程 具Programming Tool PLC 802 — 创建PLC程序 Page 6/86 © Siemens AG 2009. All Rights Reserved. Industry Sector
编程 具Programming Tool PLC 802 — 创建PLC程序 选择中文 Page 7/86 © Siemens AG 2009. All Rights Reserved. Industry Sector
编程 具Programming Tool PLC 802 — 创建PLC程序 确认后,软件会自 动关闭,再次打开 后语言转换为中文 Page 8/86 © Siemens AG 2009. All Rights Reserved. Industry Sector
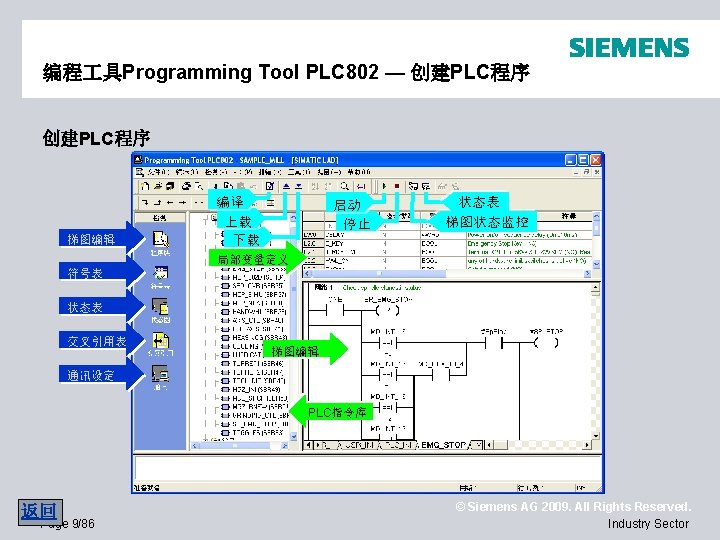
编程 具Programming Tool PLC 802 — 编辑PLC程序 添加PLC指令 设定变量地 址/变量名 方便的修改变 量地址/变量名/ 变量赋值 返回 Page 10/86 根据设计选 择PLC指令 © Siemens AG 2009. All Rights Reserved. Industry Sector
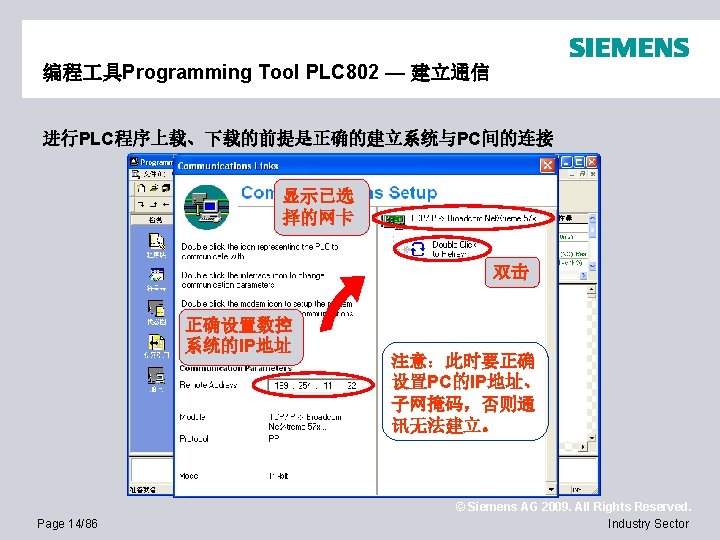
编程 具Programming Tool PLC 802 — 建立通信 进行PLC程序上载、下载的前提是正确的建立系统与PC间的连接 点击 “通讯” Page 11/86 © Siemens AG 2009. All Rights Reserved. Industry Sector
编程 具Programming Tool PLC 802 — 建立通信 进行PLC程序上载、下载的前提是正确的建立系统与PC间的连接 双击 Page 12/86 © Siemens AG 2009. All Rights Reserved. Industry Sector
编程 具Programming Tool PLC 802 — 建立通信 进行PLC程序上载、下载的前提是正确的建立系统与PC间的连接 正确选择PC的网卡 Page 13/86 © Siemens AG 2009. All Rights Reserved. Industry Sector
编程 具Programming Tool PLC 802 — 建立通信 进行PLC程序上载、下载的前提是正确的建立系统与PC间的连接 连接已正确建立 返回 Page 15/86 © Siemens AG 2009. All Rights Reserved. Industry Sector
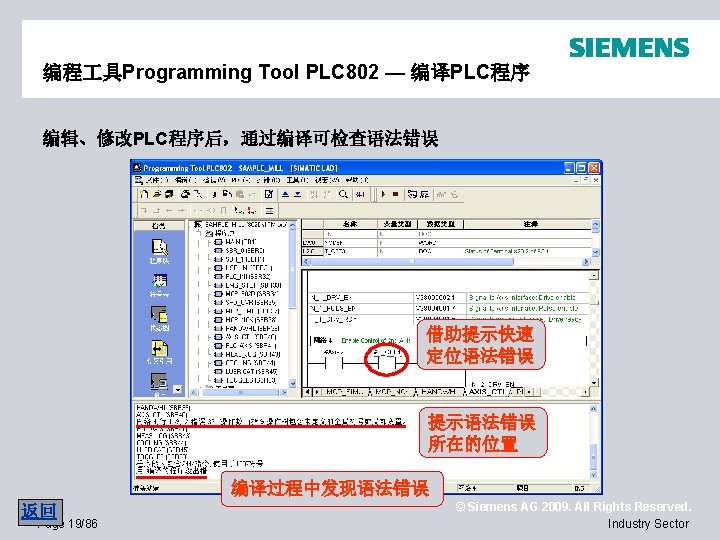
编程 具Programming Tool PLC 802 — 编译PLC程序 编辑、修改PLC程序后,通过编译可检查语法错误 编译前,必须正 确选择PLC类型 Page 16/86 © Siemens AG 2009. All Rights Reserved. Industry Sector
编程 具Programming Tool PLC 802 — 编译PLC程序 编辑、修改PLC程序后,通过编译可检查语法错误 选择对应的系统类型 Page 17/86 © Siemens AG 2009. All Rights Reserved. Industry Sector
编程 具Programming Tool PLC 802 — 编译PLC程序 编辑、修改PLC程序后,通过编译可检查语法错误 编译 Page 18/86 © Siemens AG 2009. All Rights Reserved. Industry Sector
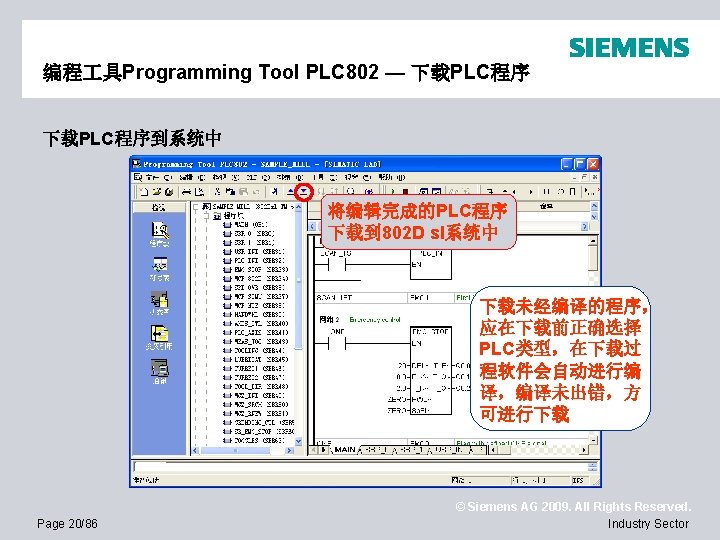
编程 具Programming Tool PLC 802 — 下载PLC程序到系统中 Page 21/86 © Siemens AG 2009. All Rights Reserved. Industry Sector
编程 具Programming Tool PLC 802 — 下载PLC程序到系统中 确认后,下 载过程开始 Page 22/86 © Siemens AG 2009. All Rights Reserved. Industry Sector
编程 具Programming Tool PLC 802 — 下载PLC程序到系统中 Page 23/86 © Siemens AG 2009. All Rights Reserved. Industry Sector
编程 具Programming Tool PLC 802 — 下载PLC程序到系统中 提示 Page 24/86 © Siemens AG 2009. All Rights Reserved. Industry Sector
编程 具Programming Tool PLC 802 — 下载PLC程序下载到系统中后,需通过NCK重启或软件中的运行键 来启动PLC 运行 Page 25/86 © Siemens AG 2009. All Rights Reserved. Industry Sector
编程 具Programming Tool PLC 802 — 下载PLC程序下载到系统中后,需通过NCK重启或软件中的运行键 来启动PLC 确认后,802 D sl系统会出 现相关报警,并重新启动 返回 Page 26/86 © Siemens AG 2009. All Rights Reserved. Industry Sector
编程 具Programming Tool PLC 802 — 上载PLC程序 将PLC程序上载到系统中,可进行程序备份、修改、诊断 载入 Page 27/86 © Siemens AG 2009. All Rights Reserved. Industry Sector
编程 具Programming Tool PLC 802 — 上载PLC程序 将PLC程序上载到系统中,可进行程序备份、修改、诊断 Page 28/86 © Siemens AG 2009. All Rights Reserved. Industry Sector
编程 具Programming Tool PLC 802 — 上载PLC程序 将PLC程序上载到系统中,可进行程序备份、修改、诊断 确认后,PLC程序 开始上载到PC中 Page 29/86 © Siemens AG 2009. All Rights Reserved. Industry Sector
编程 具Programming Tool PLC 802 — 上载PLC程序 将PLC程序上载到系统中,可进行程序备份、修改、诊断 Page 30/86 © Siemens AG 2009. All Rights Reserved. Industry Sector
编程 具Programming Tool PLC 802 — 上载PLC程序 将PLC程序上载到系统中,可进行程序备份、修改、诊断 802 D sl系统中的 PLC程序载入到PC 中,并在此显示 返回 Page 31/86 © Siemens AG 2009. All Rights Reserved. Industry Sector
编程 具Programming Tool PLC 802 — 监控PLC状态 PLC程序在线监控 显示程序状态 比较过程确保PC与 802 D sl中的PLC程 序一致 Page 32/86 © Siemens AG 2009. All Rights Reserved. Industry Sector
编程 具Programming Tool PLC 802 — 监控PLC状态 PLC程序在线监控 蓝色表示接通 注意:局部变 量不显示状态 0: 断开 1: 接通 返回 Page 33/86 © Siemens AG 2009. All Rights Reserved. Industry Sector
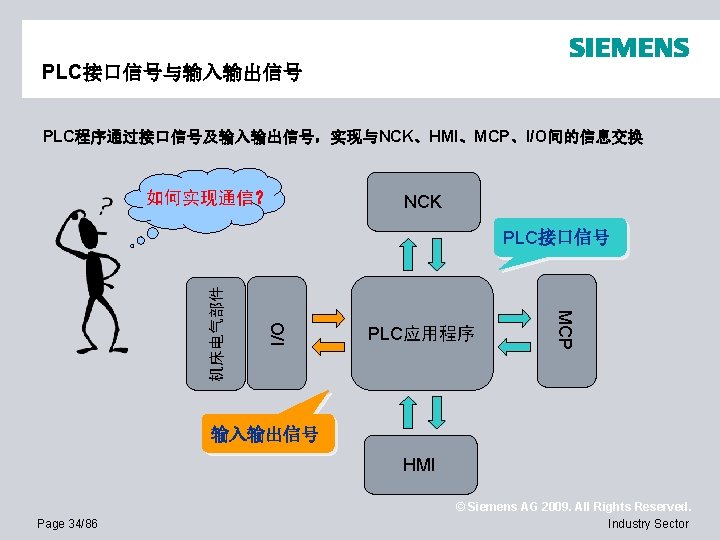
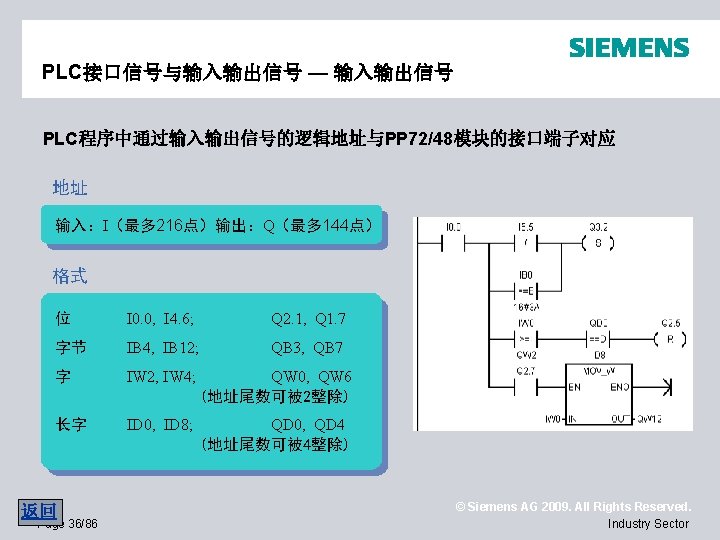
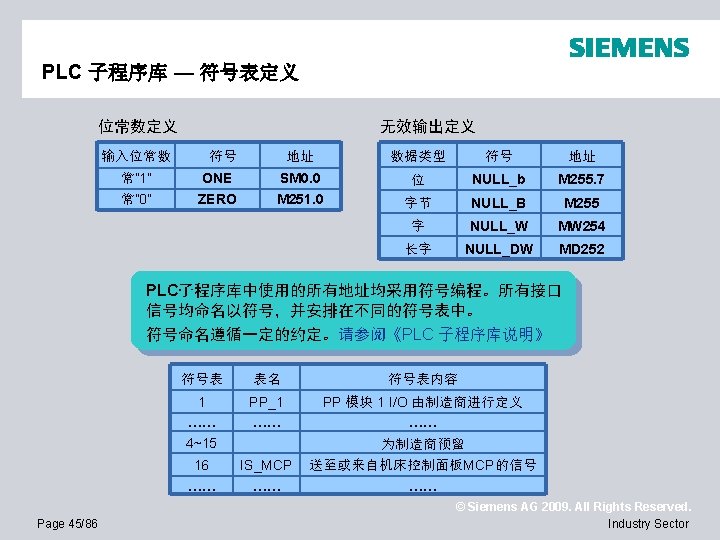
PLC接口信号与输入输出信号 — 接口信号 NCK通道 R W V 1400 0 xxx 可保持 数据区 W R R W V 1100 1 xxx V 1000 1 xxx MCPA 信号 W R R W V 1600 2 xxx V 1600 1 xxx V 1600 0 xxx 报警激活 报警变量 V 4500 2 xxx V 4500 1 xxx V 4500 0 xxx R W V 1100 0 xxx V 1000 0 xxx MCP信号 W R R W V 2700 0 xxx V 2600 0 xxx NCK 控制信号 辅助功能 V 11000000. 1 W R R VB 16001000 R R W V 3100 1 xxx V 3000 0 xxx 方式选择 信号 V 3300 1 xxx V 3200 0 xxx 通道控制 信号 W R R R PLC应用程序 系统提供了丰富的、定义明确 R 的接口信号 R R W V 1700 0 xxx 程序 控制信号 V 1800 0 xxx HMI 选择信号 V 1900 0 xxx 手轮 选择信号 W R W R HMI Page 35/86 V 2500 333 xxx V 2500 3 xxx V 250021 xxx V 2500 0 xxx 接口信号 PLC参数 W R R W R W W R R V 3804 xxxxx V 3803 xxx V 3802 V 3801 xxxxx V 3800 x xxx 轴控制信号 V 3904 xxxxx V 3903 xxx V 3902 V 3901 xxxxx V 3900 x xxx 轴状态信号 W R NCK 轴 © Siemens AG 2009. All Rights Reserved. Industry Sector
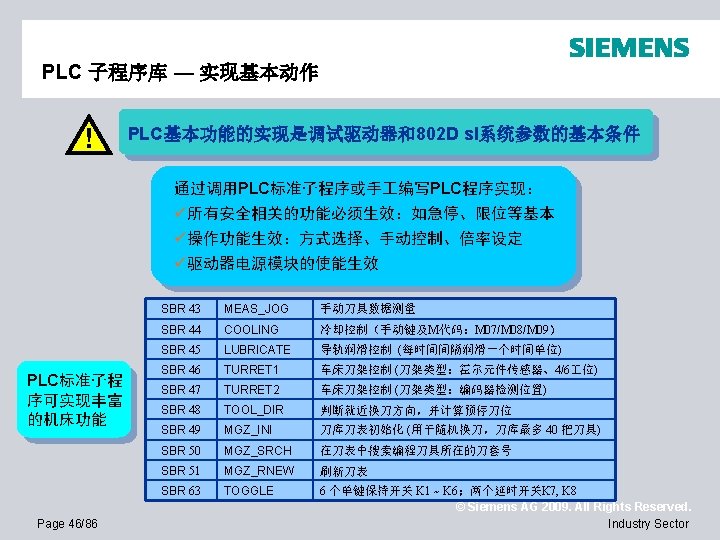
PLC 子程序库 — 应用的前提条件 使用子程序库及各PLC实例程序前,802 D sl需进行标准初始化 初始化定义的轴配置 车床:X 1, Z 1, SP 冲床:X 1, Y 1, C 2, A 1 铣床:X 1, Y 1, Z 1, SP, A 1 磨床:X 1, Y 1, C 1, SP 1 系统资源 资源 输入输出 (216/144) PLC系 统资源 NC资 源 编程 具资源 Page 42/86 用于制造商 全部:I 0. 0~I 26. 7, Q 0. 0~Q 17. 7 用于子程序库 无 计时器 Value, Plus: 24个; Pro: 48个 T 16 ~ T 31 计数器 Value, Plus: 24个; Pro: 56个 C 24 ~ C 31 存储器 (384 bytes) M 0. 0 ~ M 127. 7, M 256. 0~M 383. 7 M 128. 0 ~ M 255. 7 保持存储器 (128 bytes) V 14000000. 0 ~ V 14000063. 7 V 14000064. 0 ~ V 14000127. 7 报警 (128个)1) 112个 1) 16个 参数MD 14510 (32) 16个: MD 14510[0] ~ MD 14510[15] 16个: MD 14510[16] ~ MD 14510[31] 参数MD 14512 (32) 16个: MD 14512[0] ~ MD 14512[15] 16个: MD 145121[6] ~ MD 14512[31] 参数MD 14514 (8) 8个: MD 14514[0] ~ MD 14514[7] 无 子程序 (64) 32个:SBR 0 ~ SBR 31 32个:SBR 32 ~ SBR 63 符号表 (32) 15个:SYM 1 ~ SYM 15 17各:SYM 16 ~ SYM 32 1)此数据针对系统软件版本V 01. 04. 05,V 01. 04. 03及以 下版本可提供PLC报警 64个,其中用于制造商的为 48个 © Siemens AG 2009. All Rights Reserved. Industry Sector
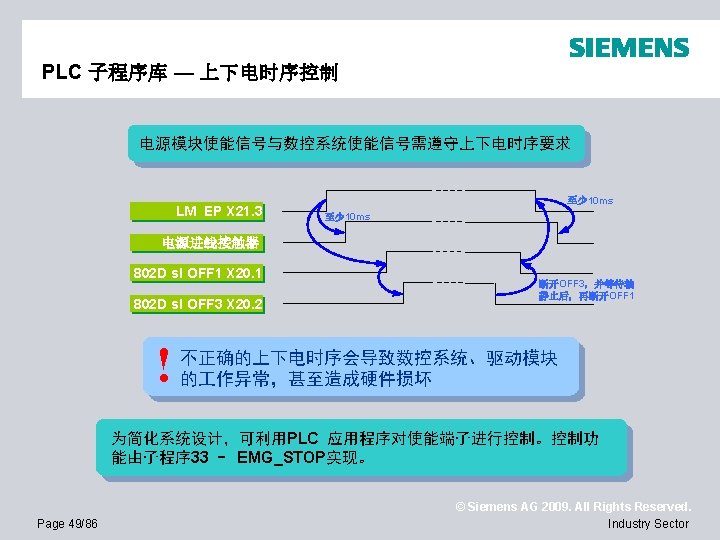
PLC 子程序库 — 上下电时序控制 无Drive_CLi. Q接口的SLM(5 k. W、10 k. W)的连接实例 802 D sl X 20 SLM (5 k. W, 10 k. W) 1 2 5 OFF 1 OFF 3 EP +24 1 2 3 4 驱动器就绪 I 2 t或温度报警 EP +24 V EP M X 21 PP 72/48 Qx. x Ix. x Page 50/86 1 2 3 4 24 V + Disable Reset M 1 X 22 24 V 电源地 注:脉冲使能EP +24 V可以采用 带前置触点的主电源开关控制 © Siemens AG 2009. All Rights Reserved. Industry Sector
PLC 子程序库 — 上下电时序控制 带有Drive_CLi. Q接口的ALM、SLM的连接实例 802 D sl X 20 ALM、SLM (≥ 16 k. W) 1 2 5 OFF 1 OFF 3 EP +24 1 2 3 4 驱动器就绪 I 2 t或温度报警 EP +24 V EP M X 21 PP 72/48 Qx. x Page 51/86 24 V 电源地 注:脉冲使能EP +24 V可以采用 带前置触点的主电源开关控制 © Siemens AG 2009. All Rights Reserved. Industry Sector
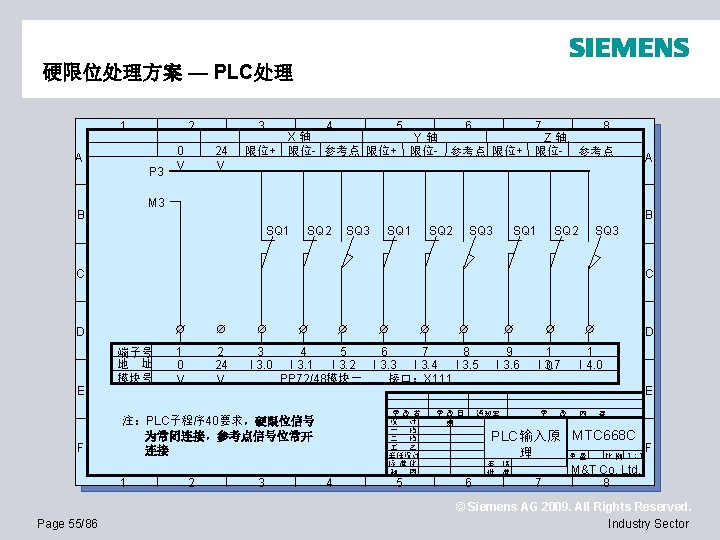
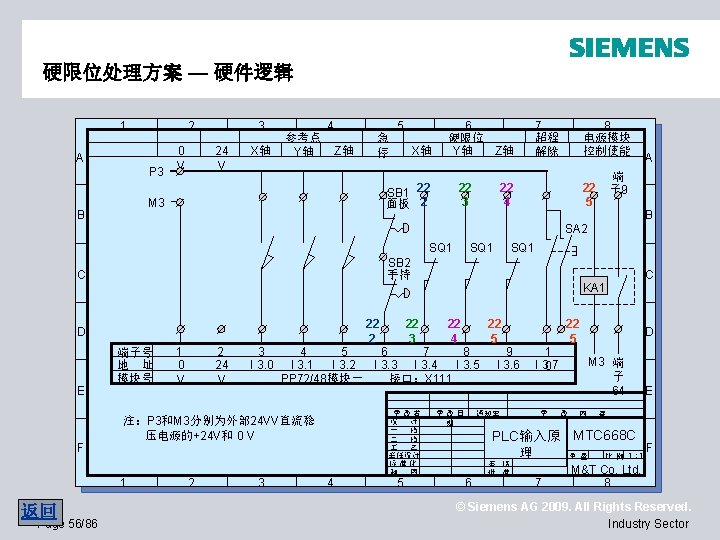
硬件上下电时序控制及安全继电器 X 40 1 2 3 主电路断路器 Q 1 L 2 L 3 PE 外接 24 V M + 1 L 1 1 L 2 1 L 3 PE X 24 802 D sl X 20 Input INFEED_OP Drive p 864 Input Quick stop (OFF 3) Ground for Input 1, 2 K 1 未延迟的 Pin 1 a 1 前置触点 熔断器 K 2 进线接触器 K 3 Pin 2 Pin 5 K 1 A 1 Y 11 Y 21 32 1 进线滤波器 Y 34 K 2 安全继电器 3 TK 2842 Y 12 S 2 “ON” S 1 Y 22 A 2 14 Ready Warning I 2 t EP +24 V EP M Smatr Line Module w/o Drive CLi. Q U 1 V 1 W 1 进线电抗器 28 K 1 未延迟的 K 2 延迟的 Page 54/86 X 21 1 2 3 4 至子程序SR_EMG_STOP的输入CONT_LC_REPLAY 来自子程序SR_EMG_STOP的启动输出ON_SR 至子程序SR_EMG_STOP的输入E_KEY 至子程序SR_EMG_STOP的输入ON_KEY 至子程序SR_EMG_STOP的输入CONT_K 2_OFF 1 至子程序SR_EMG_STOP的输入CONT_K 1_OFF 3 © Siemens AG 2009. All Rights Reserved. Industry Sector
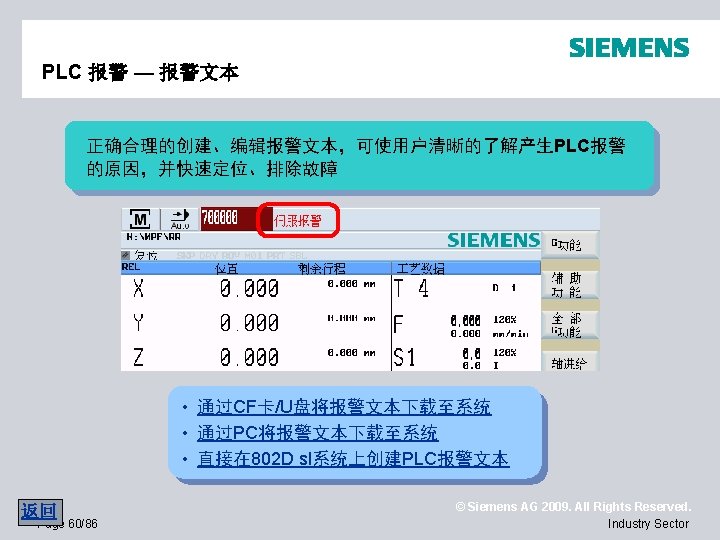
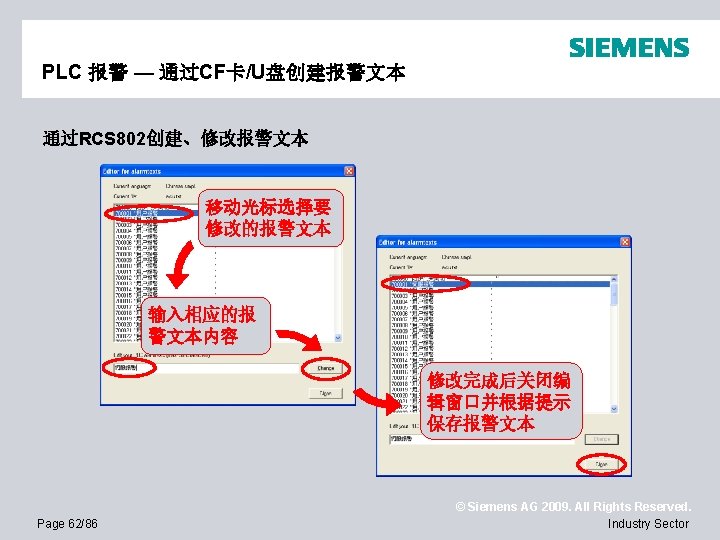
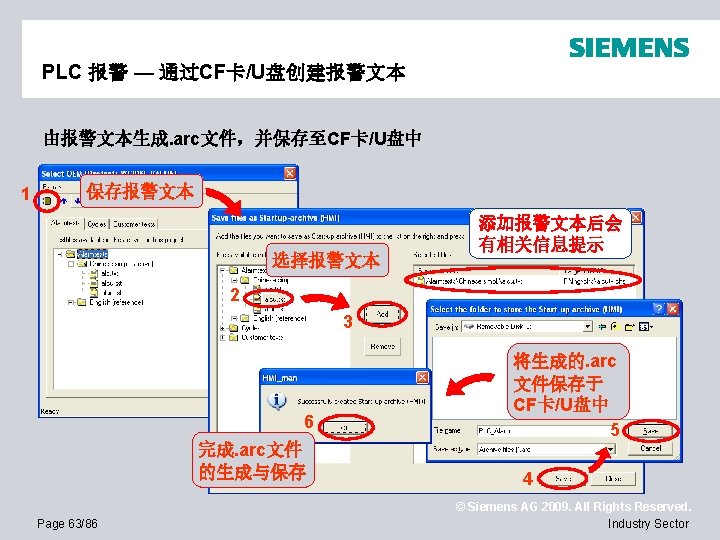
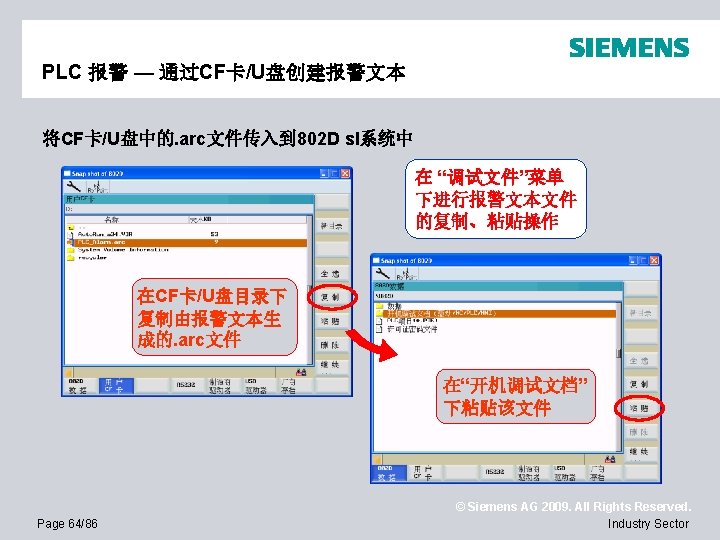
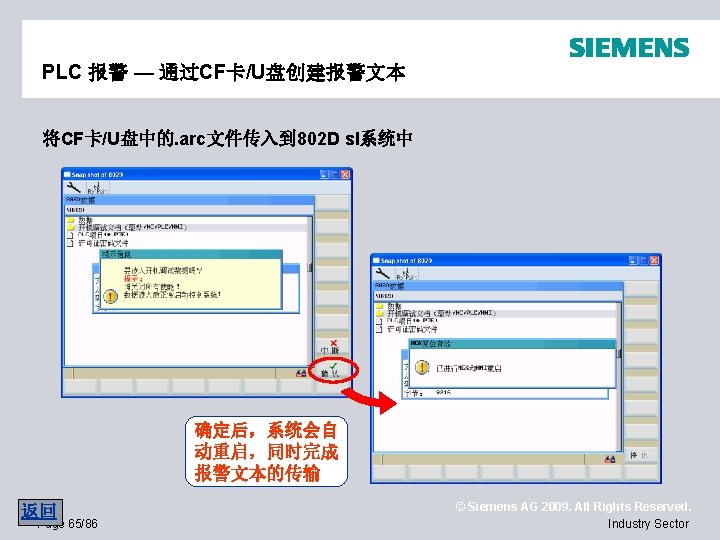
PLC 报警 — 通过CF卡/U盘创建报警文本 通过RCS 802创建、修改报警文本 前提:正确选择 系统版本和 程 选择PLC报警 文本:alcu. txt Page 61/86 © Siemens AG 2009. All Rights Reserved. Industry Sector
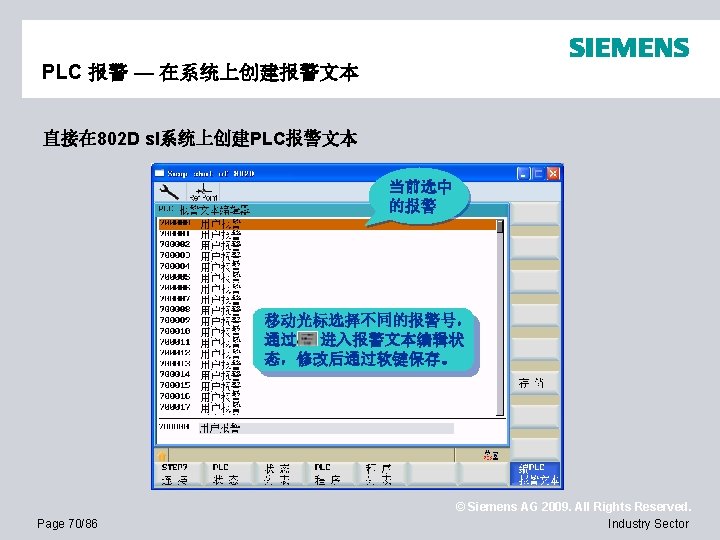
PLC 报警 — 在系统上创建报警文本 直接在 802 D sl系统上创建PLC报警文本 Page 68/86 © Siemens AG 2009. All Rights Reserved. Industry Sector
PLC 报警 — 在系统上创建报警文本 直接在 802 D sl系统上创建PLC报警文本 Page 69/86 © Siemens AG 2009. All Rights Reserved. Industry Sector
PLC 报警 — 在系统上创建报警文本 直接在 802 D sl系统上创建PLC报警文本 输入报警文本 Alt+S: 中英文输入法切换 Page 71/86 © Siemens AG 2009. All Rights Reserved. Industry Sector
PLC 报警 — 在系统上创建报警文本 直接在 802 D sl系统上创建PLC报警文本 Page 72/86 © Siemens AG 2009. All Rights Reserved. Industry Sector
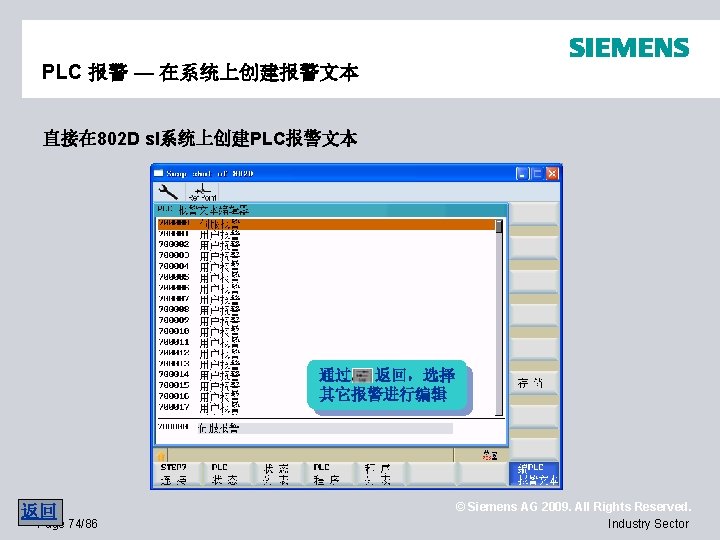
PLC 报警 — 在系统上创建报警文本 直接在 802 D sl系统上创建PLC报警文本 编辑完成 后保存 Page 73/86 © Siemens AG 2009. All Rights Reserved. Industry Sector
Thank you for your attention! © Siemens AG 2009. All Rights Reserved.