Production Activity Control Production Activity Control Introduction MRP

 • Introduction MRP CRP Order ( 單) release planning Order")
 • Goals of Priority Control On-Time Delivery Maximum Utilization of")
 • Meeting Due Dates - Performance Measures • Service Level")
 • Maximizing Utilization Revenue Utilization capital equipment Return on Investment")
 • Maximizing Utilization Inventory capital equipment Profit ? ? ?")
 • Maximizing Utilization 營運費用 生產管理目標 存貨 有效產出")
 • Maximizing Utilization - Performance Measure Makespan - Defined as")
 • Reducing WIP and Cycle Time Little’s Law Cycle Time")
 • Review of Scheduling Research - Batch Flow Lines")
 • Review of Scheduling Research - Job Shop Scheduling Assumptions")
 • Review of Scheduling Research - Job Shop Scheduling Priority")
 • Priority (Dispatching) Rules Ex: Work Center 33")
 • Priority (Dispatching) Rules (1) FCFS The length of time")
 • Priority (Dispatching) Rules (2) SPT 平均完成時間 = 平均延誤時間 =")
 • Priority (Dispatching) Rules (3) EDD 平均完成時間 = 平均延誤時間 =")
 • Priority (Dispatching) Rules (4) CR CR 愈小愈緊急 CR(A) =")
 • Priority (Dispatching) Rules (4) CR 平均完成時間 = 平均延誤時間 =")
 • Review of Scheduling Research - Job Shop Scheduling Sequencing")
 • Johnson’s Rule Johnson’s rule is a technique that can")
 • Johnson’s Rule Ex: D 0 2 E 8 M")
 • Johnson Rule - Extension to Three Machines A B")
 • Johnson Rule - Extension to Three Machines Machine Job")
 • 多機狀況 (1) Analytical Approach - Branch and Bound, Dynamic")
 • Integer Programming Approach (Branch and Bound) Ex: 3 machine")
 • Integer Programming Approach (Branch and Bound) Ex: Job 1")
 • Integer Programming Approach (Branch and Bound) 0 LB(1)=57 1")
 l Lower Bound 計算方法實例:")
 • Review of Scheduling Research - Job Shop Scheduling •")
 • Why Schedule is Hard Slow computer: examine 1000000 sequences")
 • The Bad News 1. There always more than two")
 • The Good News The formalized scheduling problems addressed in")
 • Useful Insights • Due Date - We do have")
 • Heuristic Approaches for Makespan Problem Palmer: Give priority to")
 • Heuristic Approaches for Makespan Problem Palmer: Calculate a slope")
 • Heuristic Approaches for Makespan Problem Palmer: Ex: Order jobs")
 • Simulation-Based Scheduling Various dispatching rule for each machine Simulation")
 • Genetic Algorithm")
- Slides: 43
Production Activity Control
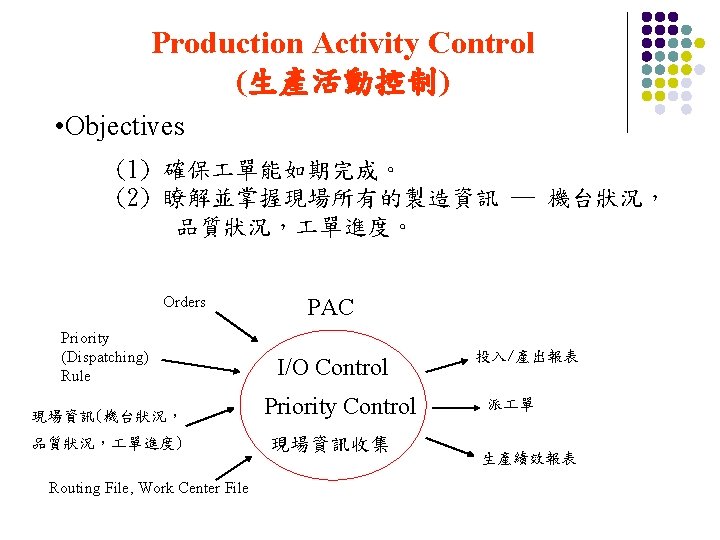
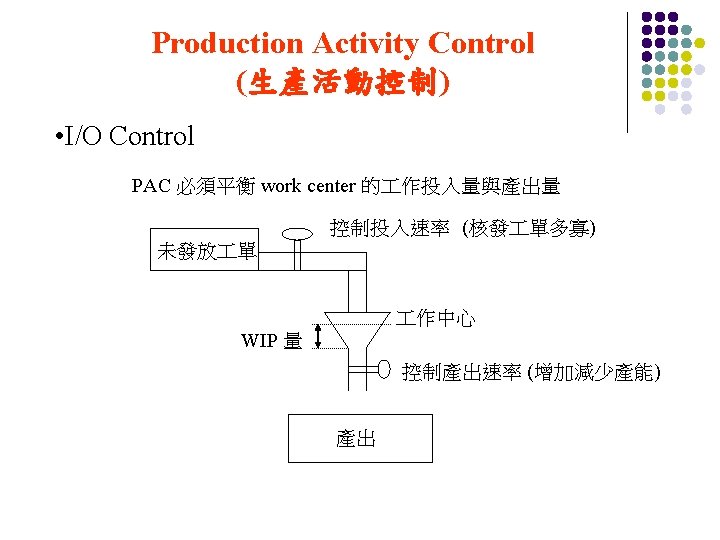
Production Activity Control (生產活動控制) • Introduction MRP CRP Order ( 單) release planning Order release ( 單發放) Dispatching (派 ) Production report (生產績效) I/O Control Priority Control
Production Activity Control (生產活動控制) • Goals of Priority Control On-Time Delivery Maximum Utilization of Resources Short Customer Lead Time Minimal WIP Balance
Production Activity Control (生產活動控制) • Meeting Due Dates - Performance Measures • Service Level - It is the fraction of jobs whose cycle time is less than or equal to their planned lead time. (make to order) • Fill Rate - It is defined as the fraction of demands that are met from inventory. (make to stock) • Lateness - The difference between the order due date and the completion time of job. • Tardiness - It is the lateness of a job is it is late and zero otherwise.
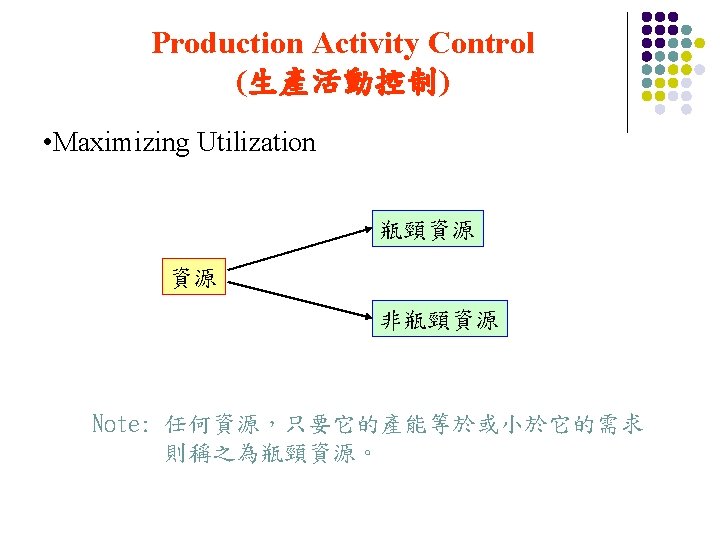
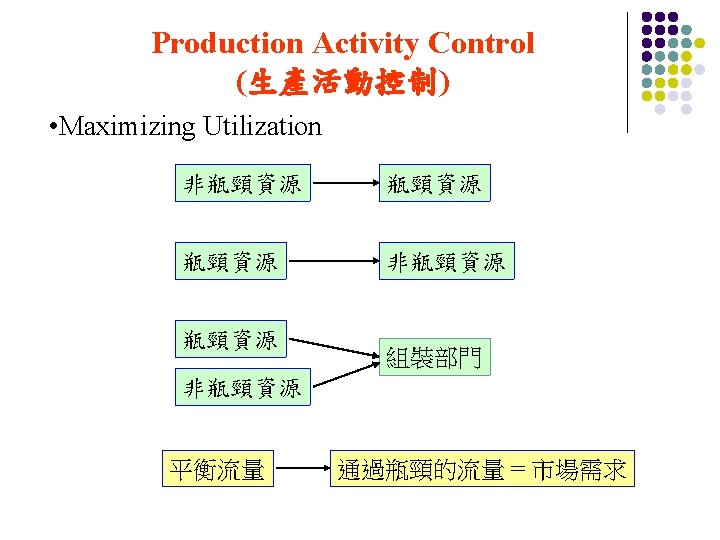
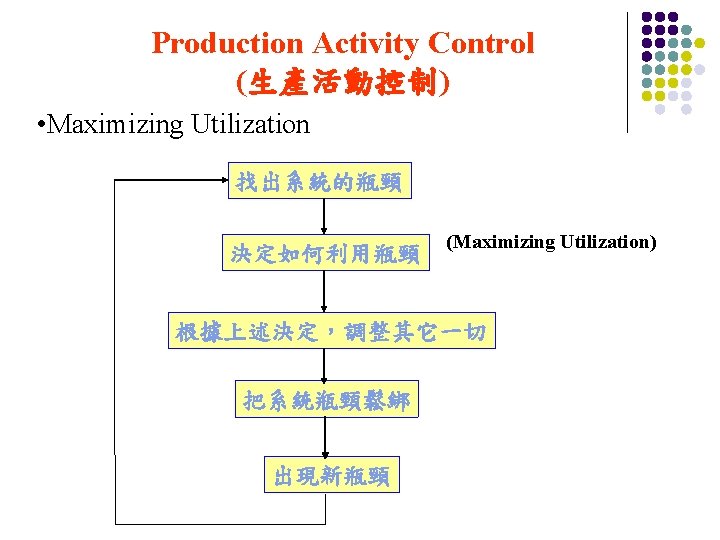
Production Activity Control (生產活動控制) • Maximizing Utilization Revenue Utilization capital equipment Return on Investment Cost Accounting
Production Activity Control (生產活動控制) • Maximizing Utilization Inventory capital equipment Profit ? ? ?
Production Activity Control (生產活動控制) • Maximizing Utilization 營運費用 生產管理目標 存貨 有效產出
Production Activity Control (生產活動控制) • Maximizing Utilization - Performance Measure Makespan - Defined as the time it takes to finish a given fixed number of jobs Production Rate = Number of jobs / Makespan Utilization = Production Rate / Capacity
Production Activity Control (生產活動控制) • Reducing WIP and Cycle Time Little’s Law Cycle Time (Flow Time) = WIP / Throughput Note: 1. The cycle time of a given routing is the average time from release of a job at the beginning of the routing until it reaches an inventory point at the end of the routing 2. Throughput is the average output of a production process per unit time.
Production Activity Control (生產活動控制) • Review of Scheduling Research - Batch Flow Lines
Production Activity Control (生產活動控制) • Review of Scheduling Research - Job Shop Scheduling Assumptions 1. Address one, two, or possibly three machines. 2. All jobs are available at the start of the problem. 3. Process times are deterministic. 4. Process time do not depend on the schedule (no setup). 5. Machines never break down. 6. There is no preemption (i. e. , once a job starts processing it must finish). 7. There is no cancellation of jobs.
Production Activity Control (生產活動控制) • Review of Scheduling Research - Job Shop Scheduling Priority (Dispatching) Rules - Job works in a single workstation (1) FCFS - Fist Come, First Served (2) SPT - Shortest Processing Time (Minimizing average cycle time on a single machine) (3) EDD - Earliest Due Date (Minimizing maximum lateness on a single machine) (Minimizing average tardiness on a single machine) (4) CR - Critical Ratio
Production Activity Control (生產活動控制) • Priority (Dispatching) Rules Ex: Work Center 33
Production Activity Control (生產活動控制) • Priority (Dispatching) Rules (1) FCFS The length of time a job is in the shop or at a particular workstation or work center 平均完成時間 = 平均延誤時間 =
Production Activity Control (生產活動控制) • Priority (Dispatching) Rules (2) SPT 平均完成時間 = 平均延誤時間 =
Production Activity Control (生產活動控制) • Priority (Dispatching) Rules (3) EDD 平均完成時間 = 平均延誤時間 =
Production Activity Control (生產活動控制) • Priority (Dispatching) Rules (4) CR CR 愈小愈緊急 CR(A) = (7 -0)/2 = 3. 5 CR(B) = (16 -0)/8 = 2. 0 CR(C) = (4 -0)/4 = 1. 0 CR(D) = (17 -0)/10 = 1. 7 CR(E) = (15 -0)/5 = 3. 0 CR(F) = (18 -0)/12 = 1. 5
Production Activity Control (生產活動控制) • Priority (Dispatching) Rules (4) CR 平均完成時間 = 平均延誤時間 =
Production Activity Control (生產活動控制) • Review of Scheduling Research - Job Shop Scheduling Sequencing jobs through two work centers Ex:
Production Activity Control (生產活動控制) • Johnson’s Rule Johnson’s rule is a technique that can be used to minimize throughput time for a group of jobs that are to be processed on two machines or at two successive work centers. It also minimizes the total idle time at the work centers. Determination of the optimum sequence involves these steps: 1. List the jobs and their times at each work center. 2. Select the job with the shortest time. If the shortest time is at the first work center, schedule that job first; if the time is at the second work center, schedule the job last. Break ties arbitrarily. 3. Eliminate the job and its time from further consideration. 4. Repeat steps 2 and 3, working toward the center of the sequence, until all jobs have been scheduled.
Production Activity Control (生產活動控制) • Johnson’s Rule Ex: D 0 2 E 8 M 2 2 Waiting for D A 16 E(8) D(7) 0 F C(8) E(6) M 1 C 9 F(12) B 28 33 37 A(5) B(4) C(9) 17 26 28 Waiting for F Throughput Time = 51 F(15) 51 A(5) B(3) 43 48 51
Production Activity Control (生產活動控制) • Johnson Rule - Extension to Three Machines A B C Machine Job A B C 1 2 3 4 5 4 9 8 6 5 5 6 2 3 4 8 10 6 7 11
Production Activity Control (生產活動控制) • Johnson Rule - Extension to Three Machines Machine Job A’ B’ 1 2 3 4 5 9 15 10 9 9 13 16 8 10 15 Note: A’ = A + B B’ = B + C
Production Activity Control (生產活動控制) • 多機狀況 (1) Analytical Approach - Branch and Bound, Dynamic Programming (2) Heuristic Approach (演算法) (3) Simulation Approach
Production Activity Control (生產活動控制) • Integer Programming Approach (Branch and Bound) Ex: 3 machine flow shop Note: Jr = 已安排的 r 個 jobs
Production Activity Control (生產活動控制) • Integer Programming Approach (Branch and Bound) Ex: Job 1 2 3 4 Machine 1 Machine 2 Machine 3 12 6 9 17 5 10 11 16 13 3 18 4
Production Activity Control (生產活動控制) • Integer Programming Approach (Branch and Bound) 0 LB(1)=57 1 LB(2)=62 2 尋找最小者作 Branch LB(3)=58 3 4 LB(4)=71 LB(31)=58 12 LB(12)=64 13 31 14 LB(13)=61 LB(14)=70 312 32 LB(32)=65 314 34 LB(34)=62
Production Activity Control (生產活動控制) l Lower Bound 計算方法實例:
Production Activity Control (生產活動控制) • Review of Scheduling Research - Job Shop Scheduling • Minimizing makespan in job shops - Minimizing the time to complete n jobs with general routing through m machines There are (n!) m possible schedules. Branch and Bound
Production Activity Control (生產活動控制) • Why Schedule is Hard Slow computer: examine 1000000 sequences per second Fast computer: 1000 times faster than slow computer Slow Computer Fast Computer NP-Hard
Production Activity Control (生產活動控制) • The Bad News 1. There always more than two machine. - The Johnson’s rule is not directly useful. 2. Process Times are not deterministic. 3. All jobs are not ready at the beginning of the problem. - New jobs do arriving during the entire life of the plant. 4. Process times are frequently sequence dependent. 5. We cannot hope to find optimal solutions of many real-size scheduling problems.
Production Activity Control (生產活動控制) • The Good News The formalized scheduling problems addressed in the operations research literature are models, not reality. - The constraints assumed in these models are not necessary fixed in the real world (control the problem by controlling the environment). Setup Time Reduce
Production Activity Control (生產活動控制) • Useful Insights • Due Date - We do have some control over due dates. • Lot splitting - large process batches and small move batches • Feasible schedules - An optimal schedule is really only meaningful in a mathematical model. In practice what we need is a good, feasible one. • Focus on bottlenecks - Bottleneck resources can dominate the behavior of a manufacturing system, it is typically most critical to schedule these resources well. • Capacity - We have some control over capacity.
Production Activity Control (生產活動控制) • Heuristic Approaches for Makespan Problem Palmer: Give priority to jobs having the strongest tendency to progress from short times to long times in the sequence of operations Ex: m=3 Job (j) 1 2 3 4 5 Pj 1 6 4 3 9 5 Pj 2 8 1 9 5 6 Pj 3 2 1 5 8 6
Production Activity Control (生產活動控制) • Heuristic Approaches for Makespan Problem Palmer: Calculate a slope index, Sj, for each job Order job by Forget negative term
Production Activity Control (生產活動控制) • Heuristic Approaches for Makespan Problem Palmer: Ex: Order jobs as follow 3 -5 -4 -2 -1
Production Activity Control (生產活動控制) • Simulation-Based Scheduling Various dispatching rule for each machine Simulation model of the entire system Evaluate “Best” Schedule
Production Activity Control (生產活動控制) • Genetic Algorithm