PLASTIC INJECTION MOULDING Teknik Plastic Injection Moulding pertama







 Terdapat tiga bagian utama dalam mesin injection")




 yang menghubungkan aliran material plastik")









- Slides: 26
PLASTIC INJECTION MOULDING Teknik Plastic Injection Moulding pertama kali dikenalkan oleh John Wesley Hyatt pada tahun 1868, dengan melakukan injeksi celluloid panas ke dalam mold, untuk membuat bola billiar. Bersama saudara perempuannya Isaiah, dia mematenkan mesin injection mold untuk penyedot debu tahun 1872. Tahun 1946 James Hendri untuk pertama kalinya membuat mesin screw injection mold, sehingga terjadi perubahan besar pada industri plastik. Dan 95 % mesin molding saat ini mengikuti teknik ini, untuk menghasilkan efisiensi panas, efisiensi campuran dan injeksi plastik ke molding. (Anif Jamaludin : 2007)Proses injection moulding merupakan proses dengan kecepatan tinggi dan otomatis yang dapat digunakan untuk memproduksi produk plastik dengan geometri yang kompleks. Proses ini merupakan proses yang kompleks dengan melibatkan serangkaian langkah kerja, dimulai dari pemasukan plastic granule ke dalam hopper, setelah itu menuju barrel yang didalamnya terdapat screw yang berfungsi untuk mengalirkan material leleh yang telah dipanasi oleh barrel menuju noozle.
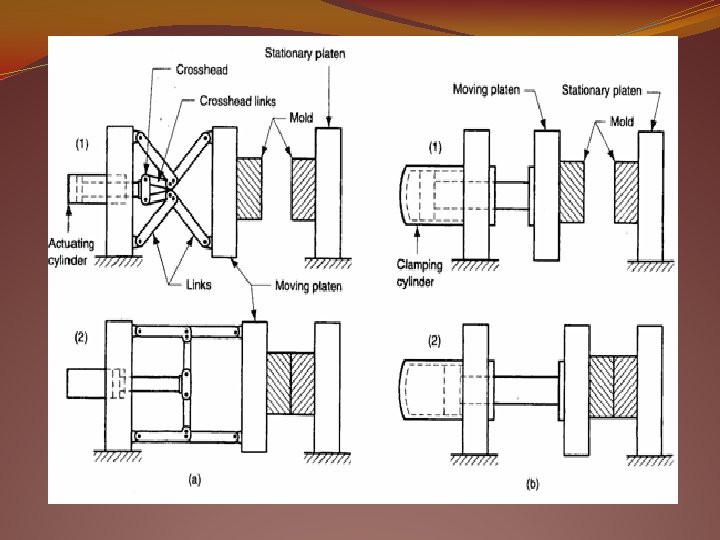
PROSES PLASTIC INJECTION �Proses Plastic Injection pada mesin injeksi dibagi menjadi 3, yaitu : 1. Clamping Unit Clamping unit berfungsi utuk memegang dan mengatur gerakan dari mold unit, serta gerakan ejector saat melepas benda dari molding unit, pada clamping unit lah kita bisa mengatur berapa panjang gerakan molding saat di buka dan berapa panjang ejektor harus bergerak. Ada 2 macam clamping unit yang dipakai pada umumnya, yaitu toggle clamp (gambar 1. a) dan hidrolik clamp (gambar 1. b).
2. Molding Unit Pada molding unit sebenarnya adalah bagian lain dari mesin plastic injection, molding unit adalah bagian yang membentuk benda yang di buat, secara garis besar molding unit memiliki 2 bagian utama yaitu bagian cavity dan core, bagian cavity adalah bagian cetakan yang berhubungan dengan nozle pada mesin, sedangkan bagian core adalah bagian yang berhubungan dengan ejector.
3. Injection Unit Injection unit terdiri dari beberapa bagian, yaitu :
Bagian- bagian dari Injection Unit : 1. motor dan transmission gear unit bagian ini berfungsi untuk menghasilkan daya yang digunakan untuk memutar screw pada barel, sedangkan tranmisi unit berfungsi untuk memindahkan daya dari putaran motor ke dalam secrew, selain itu transmission unit juga berfungsi untuk mengatur tenaga yang disalurkan sehingga tidak ada pembebanan yang terlalu besar. 2. Cylinder screw ram bagian ini berfungsi untuk mempermudah gerakan screw dengan menggunakan momen inersia sekaligus menjaga perputaran screw tetap konstan, sehingga di dapat di hasilkan kecepatan dan tekanan yang konstan saat proses injeksi plastik dilakukan.
3. Hopper adalah tempat untuk menempatkan material plastik, sebelum masuk ke barel, biasanya untuk menjaga kelembapan material plastik, digunakan tempat penyimpanan khusus yang dapat mengatur kelembapan, sebab apabila kandungan air terlalu besar pada udara, dapat menyebabkan hasil injeksi yang tidak bagus. 4. Barrel adalah tempat screw, dan selubung yang menjaga aliran plastik ketika di panasi oleh heater, pada bagian ini juga terdapat heater untuk memanaskan plastik sebelum masuk ke nozzle. 5. Screw reciprocating screw berfungsi untuk mengalirkan plastik dari hopper ke nozzle, ketika screw berputar material dari hopper akan tertarik mengisi screw yang selanjutnya di panasi lalu didorong ke arah nozzle.
6. Nonreturn valve ini berfungsi untuk menjaga aliran plastik yang telah meleleh agar tidak kembali saat screw berhenti berputar.
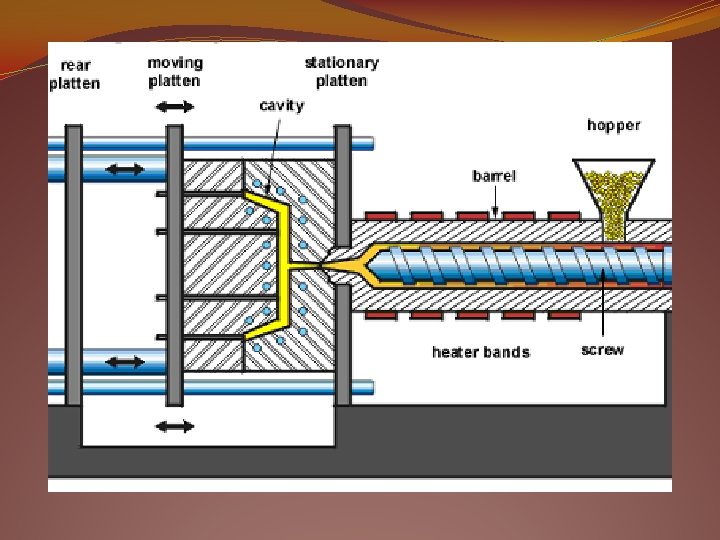
Unit Mesin Injcetion Moulding (Gutowski : 2002) Terdapat tiga bagian utama dalam mesin injection molding, yaitu:
1. Clamping Unit Merupakan tempat untuk menyatukan molding. Clamping system sangat kompleks, dan di dalamnya terdapat mesin molding (cetakan), dwelling untuk memastikan molding terisi penuh oleh resin, injection untuk memasukan resin melalui sprue pendingin, ejection untuk mengeluarkan hasil cetakan plastik dari molding. 2. Plasticizing Unit Merupakan bagian untuk memasukan pellet plastik (resin) dan pemanasan. Bagian dari Plasticizing unit: Hopper untuk mamasukan resin; Screw untuk mencampurkan material supaya merata, Barrel, Heater, dan Nozzle. 3. Drive Unit untuk melakukan kontrol kerja dari Injection Molding, terdiri dari Motor untuk menggerakan screw, piston injeksi menggunakan Hydraulic system (sistem pompa) untuk mengalirkan fluida dan menginjeksi resin cair ke molding.
� Langkah kerja pada proses injection moulding menurut Malloy antara lain meliputi ( Malloy, Robert. A: 1994) : 1. Mold Filling, setelah mold menutup, aliran plastik leleh dari injection unit dari mesin masuk ke mold yang relatif lebih dingin melalui sprue, runner, gate, dan masuk ke cavity. 2. Holding, plastik leleh ditahan di dalam mold di bawah tekanan tertentu untuk mengkompensasi shrinkage yang terjadi selama pendinginan berlangsung. Tekanan holding biasanya diberikan sampai gate telah membeku. Setelah plastik di daerah gate membeku, produk dapat langsung dikeluarkan dari cavity. 3. Cooling, plastik leleh itu kemudian mengalami pendinginan dan membeku. 4. Part Ejection, mold membuka dan produk yang telah membeku tadi dikeluarkan dari cavity menggunakan sistem ejector mekanis.
Ada beberapa kategori faktor yang mempengaruhi baik atau tidaknya produk moulding, diantaranya : 1. • 2. • 3. • 4. • Desain konstruksi produk dibutuhkan untuk menhindari cacat produk hasil pembentukan Material plastik menentukan dalam analisis sifat-sifat material plastik yang mempengaruhi dalam proses pembuatan produk. Parameter proses data-data dan proses pada mesin injeksi sangat penting dalam pencapaian produk yang dihasilkan Desain konstruksi cetakan Kesesuaian bentuk dan dimensi produk yang dirancang dengan produk yang dihasilkan banyak dipengaruhi oleh desain cetakan.
CETAKAN INJECTION MOULDING Cetakan terdiri dari komponen-komponen penyusun yang dirangkai membentuk satu konstruksi yang masing-masing komponen mempunyai fungsi penting dalam penggunaan cetakan. Peralatan pencetak terdiri dari dua sub utama, yaitu sub inti cetakan dan sub cavity cetakan (rongga cetak) yang satu sama lain dapat terbuka sebagai tempat pengeluaran produk. Kedua sub itu dibedakan menurut pemasangannya, yaitu : 1. 2. Sisi Tetap ( Fix Side ) Sisi Bergerak ( Moving Side )
Pada sisi tetap terdapat komponen pemasukan cairan plastik (sprue) yang menghubungkan aliran material plastik yang diinjeksikan dari nozzle mesin pada saluran (runner) yang akan mengisi rongga cetakan melalui gate. Sedangkan pada sisi bergeraknya terdapat mekanisme pengeluaran produk (ejector) yang akan menendang produk dari inti cetakan setelah tahap pembentukan selesai dilakukan dengan sempurna dalam rongga cetak. Kedua sub bagian tersebut dipasang pada kedua pelat mesin dengan pengikatan baut. Hubungan kedua sub bagian tersebut diarahkan dengan pena pengarah/pilar yang umumnya terdapat pada bagian sisi bergerak (moving side) sebagai penepat bagian inti terhadap cavity cetakan. Setelah rongga yang terbentuk antara permukaan cavity dan inti cetakan terisi cairan plastik yang diinjeksikan melalui nozzle, dan tahap pemadatan selesai dilakukan, bagian sisi bergerak akan membuka terhadap sisi tetapnya, dan mekanisme ejector akan bekerja mengeluarkan produk kemudian menutup kembali membentuk suatu siklus proses injection moulding.
Konstruksi Cetakan Dua Plat
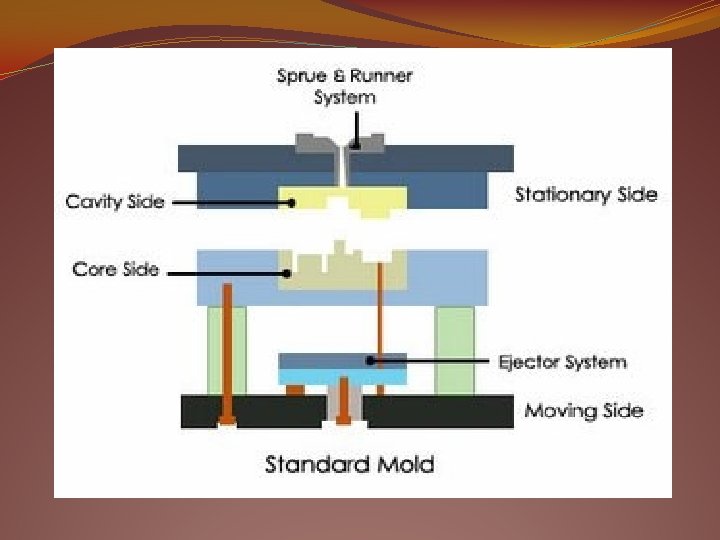
KLASIFIKASI KONSTRUKSI MOLD 1. Standard Mold Standard mold adalah tipe mold dasar, dalam tipe mold dasar ini merupakan jenis minimum untuk membuat mold injeksi plastik. Standard mold terdiri dari stationery side ( minimal satu plat ) atau biasa disebut cavity side, pada bagian ini terdapat sprue, yaitu bagian yang bertemu dengan nozzle mesin injeksi, bagian inilah yang menerima aliran plastik cair pertama kali. Bagian lain dari standard mold adalah moving plate, bagian yang bergerak ini minimal terdiri dari, core side yaitu kebalikan dari cavity side, bagian ini adalah bagian yang membentuk plastic bagian core, pada bagian ini terdapat ejector yang berfungsi untuk menekan produk dari mold sehinggaproduk dapat keluar dari mold setelah proses injeksi dilakukan. Terdapat beberapa jenis system ejector yang biasa digunakan dalam mold injeksi, misalnya gas ejector, pin system ejector, double system ejector dan sebagainya.
2. Slider Mold Slider mold adalah konstruksi mold ketika produk yang dibuat mempunyai undercut. Undercut dalam hal ini maksudnya adalah bagian yang tidak dapat dibentuk dengan hanya core dan cavity, misalnya terdapat lubang disamping suatu produk.
Pin yang membentuk sudut pada gambar diatas disebut juga dengan angular pin. Pada gambar diatas terdapat dua buah angular pin di samping kiri dan kanan, berapakah jumlah angular pin yang di gunakan bergantung pada bentuk produk yang dibuat, dari letaknya slider di bedakan menjadi dua, yaitu inner slider dan outer slider, inner slider digunakan apabila undercut pada product hanya bisa dibentuk dari sisi dalam product itu sendiri.
3. Three Plate Mold three plate mold mempunyai karateristik tersendiri yaitu antara runner dan product dapat dipisahkan secara langsung ketika mold di buka, sehingga runner dapat langsung lepas dari produk tanpa adanya proses tambahan setelah product di injeksi. Pada jenis ini terdapat 3 jenis bukaan plate yaitu : • bukaan pemutus sprue, bukaan ini bukaan terakhir setelah bukaan product, proses bukaan pada plat terjadi karena tertarik oleh tension link. • bukaan runner adalah bukaan pertama setelah proses injeksi dilakukan • bukaan product plat pada product dibuka oleh baut yang di letakkan mulai dari plat satu sampai plat cavity.
3 Plate System Mold
4. Split Cavity Mold Split cavity mold adalah jenis konstruksi mold yang digunakan untuk membentuk produk yang mempunyai undercut sepanjang produknya, sedangkan bentuk produknya memanjang.
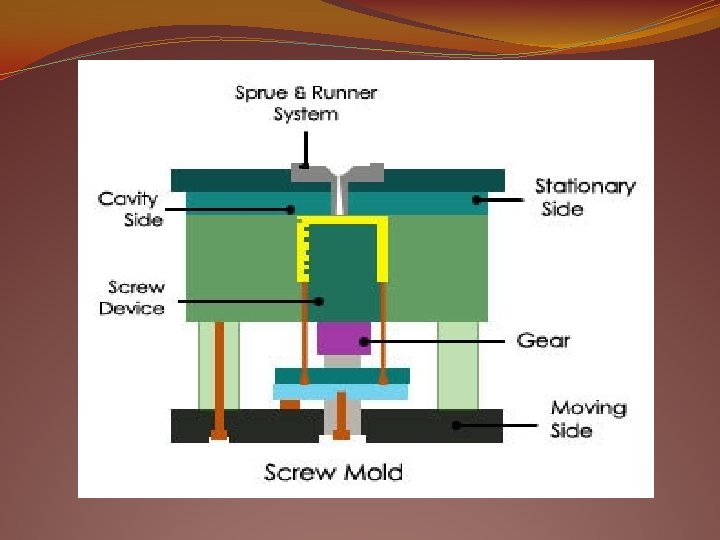
5. Screw Device Mold dengan konstruksi berikut banyak di aplikasikan untuk membuat worm gear dan helical gear plastic. Konstruksi khusus pada jenis mold ini adalah terdapat screw device yaitu bagian yang berputar ketika mold dibuka, bagian ini di hububungkan khusus dengan motor. Konstruksi mold jenis ini sering juga di pakai untuk membuat bentukan alur pada pensil sebelah dalam dan juga ulir pada tutup botol. Konstruksi ini banyak digunakan apabila pada bagian yang berulir tidak di kehendaki adanya parting line atau bekas bentukan plastik.
6. Stripper Ejector mold Bentuk dasar ke enam adalah striper ejector mold, pada konstruksi mold jenis ini mempunyai bentuk special pada ejector yang di gunakan yaitu umumnya ejector terbuat dari plat yang dibuat melingkar sepanjang sisi dari produk yang akan di keluarkan, contoh produk yang mudah di temukan adalah bak dan timba.