Planejamento de Processos PP determina como um produto








 Análise preliminar da peça - seleção do processo primário")
 Agrupamento de processos em jobs Job / sub-job / operação A fabricação de")
 Sequenciamento de operações ( anterioridades) Precedência ocorre quando: - referências de dimensões; -")
 Seleção do Sistema de Fixação e de Referência - localização: princípio dos seis")

- Slides: 14
Planejamento de Processos PP determina como um produto é fabricado PP tem grande influência no custo do produto PP é a ligação entre o projeto e a fabricação Na fase de projeto, o PP determina o método geral de produção que pode influenciar no projeto. Nas fases finais de projeto, o projetista tem que levar em conta a fabricação com o intuito de reduzir custos de fabricação. O PP consiste na determinação de: medidas e tolerâncias para cada etapa de fabricação; seqüência de operações e utilização de máquinas ferramenta; ferramentas de corte, dispositivos de fixação, calibradores e outros acessórios; parâmetros de processo (avanço, vel. Corte, temperaturas, . . . ).
De acordo com Halevi, apesar da importância do PP não existe uma metodologia formal que pode ser utilizada no treinamento de novos Processistas ou mesmo utilizada por processistas. O aprendizado depende de experiência, habilidade e intuição. Como resultado -> maiores custos, atrasos, erros e não padronização de processos. O desenvolvimento de sistemas de CAPP é motivado por: § falta de processistas; § metodologia informal do método tradicional; § necessidade de diminuir tempos, custos; § aumentar a qualidade.
Sistemas CAPP podem se basear nas formulações: • Variante. • Especialista. • Inteligência Artificial. • Generativo. Todos CAPP dependem de especialistas para preparar regras ou o plano mestre de produção e operador habilitado para analisar os planos gerados. Objetivo dos processos de fabricação é transformar idéias em produtos comercializáveis. Método-> dividir em atividades encadeadas serialmente.
O PP pode ser definido pela seqüência de atividades ØInterpretação do desenho de fabricação (dimensões, tolerâncias, rugosidade, material, quantidade). ØSeleção de processos e ferramentas candidatos. ØDeterminação das dimensões e tolerâncias de fabricação. ØSeleção de superfícies de referência e de dispositivos de fixação. ØDeterminação da seqüência de operações (anterioridades, exatidão e restrições tecnológicas). ØAgrupamento de operações por máquina. ØSeleção de máquinas (lote). ØDeterminação de parâmetros de processo (garantir tempo e custo). ØSeleção de métodos e equipamentos de inspeção. ØPreparação das folhas de processo.
PP aspectos econômicos Novos produtos > custo de manufatura > detalhamento do processo. Novas instalações e equipamentos. Recursos Humanos. Viabilidade do PP: lote, complexidade da peça > compromisso entre tempo de preparação e tempo de fabricação. C = Q * Cd * Td + Ct * Tp + Cs * Ts Q: tam. lote; Cd: custo hora trab. direto; Td: tempo trab. direto; Ct: custo hora trab. indireto; Tp: tempo trab. Indireto; Cs e Ts : preparação.
C = Q * Cd * Td + Ct * Tp + Cs * Ts Tp = Tpf +Tpv Tpf: tempo fixo p/ ordem inicial; Tpv: tempo p/ gerar planos alternativos e otimizar. Td = K 1 + K 2 / (Tpf +Tpv) Tpv= então Td=K 1=Tdmin Tpv=0 então Td=K 1+K 2/Tpf=Tdmax Td= Tdmin + Tpf/ Tp (Tdmax-Tdmin) Substituindo Td na eq custo, calculando minimizando em Tp: Tp 2 = Q Cd/Ct Tpf (Tdmax-Tdmin) Exemplo
Planejamento de Processos e Planejamento de Produção A priori são independentes; Devem ser considerados: ØDisponibilidade de máquinas; ØOtimização econômica do processo considerando os diferentes produtos a serem fabricados; ØTransportes entre máquinas; ØA tendência é a integração de ambos. ØDificuldade - P Prod depende do P Proc que passaria a depender do P. Prod.
O PP não pode ser inflexível, deve propor alternatvas: ØMatricial. ØNão Linear (Nonlinear Process Planning): estrutura em árvore. ØEngenharia Simultânea. (CE) : DFM, DFA, DFQ, DFR.
Planejamento de Processos: exemplo 1) Análise preliminar da peça - seleção do processo primário de fabricação; - geometria; - dimensões e tolerâncias; - rugosidades superficiais; - material; - tamanho do lote. 2) Seleção dos processos de usinagem, ferramentas e parâmetros de usinagem Em função das características geométricas a serem produzidas, dimensões, tolerâncias, são definidas normalmente até três operações desbaste, semi acabamento e acabamento sempre considerando-se as capacidades de cada processo.
3) Agrupamento de processos em jobs Job / sub-job / operação A fabricação de características geométricas com tolerâncias de forma com referência devem ser produzidas no mesmo job. 4) Seleção de máquinas Jobs são criados no item 3. Critérios principais de seleção - número de ferramentas necessárias; - tamanho do lote; - precisão considerar: capacidades, tempos de preparação, ajustes, custo hora. máquinas universais X especiais.
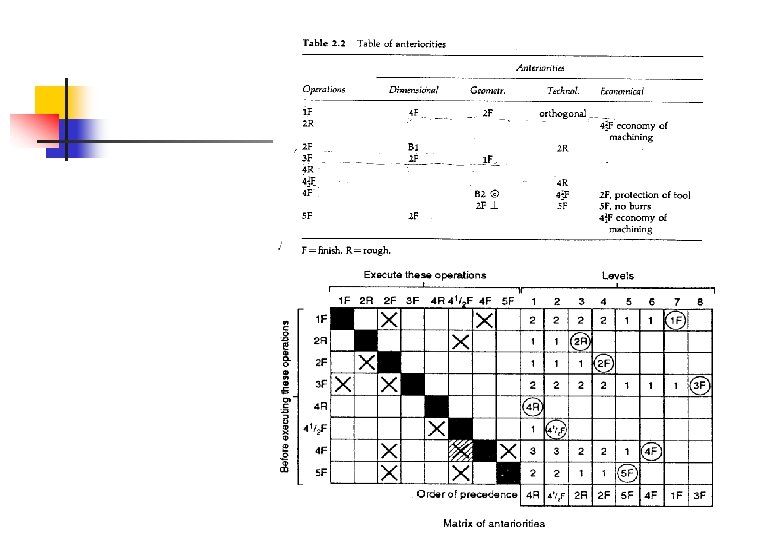
5) Sequenciamento de operações ( anterioridades) Precedência ocorre quando: - referências de dimensões; - referências de tolerâncias geométricas; - restrições técnicas na execução de operações; - restrições econômicas associadas a redução de custo com relação ao tempo de operação, desgaste ou quebra de ferramentas. • Montar a tabela de anterioridades. • Montar a Matriz de anterioridades. • Agrupamento em Jobs
6) Seleção do Sistema de Fixação e de Referência - localização: princípio dos seis pontos; - fixação; 7) Preparação da folha de processo A FP descreve em detalhe cada operação que compõem os jobs; - transferência de dimensões e tolerâncias de projeto para a fabricação; - determinação das condições de usinagem, tempos e custos; vc, n, f, vf, a, l, b, d , ferramenta selecionada e tipo de lubrificação - folha de instrução - otimização. - seleção dos instrumentos de inspeção; - preparação do plano de processos.
Matriz de Anterioridades Exemplo.