PDT 1103 METROLOGY CHAPTER 8 Surface Measurement Overview








 Direct measurement method • Direct methods assess surface finish by means of stylus")











 shown")



 Comparison based technique • Comparison techniques use specimens of surface roughness produced by")


 Non-contact method • There have been some work done to attempt to measure")

 On-process measurement • Many methods have been used to measure surface roughness in")

 –This method is also known")




 • RMS or Rq is closely related")
 • Determine the distance between the lines that")
 • Averages the distance between the five peaks and five deepest")
 • Measure the height between the highest peak and")
 • Assess the waviness without regard to roughness by determining the")
 1. Explain the different between skid and skidless stylus instruments. [6")

- Slides: 46
PDT 110/3 METROLOGY CHAPTER 8 Surface Measurement
Overview • Surface metrology, which includes the commonly recognized elements finish and roundness, is important consideration in manufacturing. • Surface metrology examines the deviation between one point (or points) on a surface and another points(other points) on the same surface. • Surface metrology is a concern of many branches of science and widely involved in the world of commerce and manufacturing.
Overview • In machining, to meet the performance requirements, the surface must be prepared for the job: from rough (like cast, forged or rolled) to finishing. • Machining from rough turning and milling to fine diamond turning/milling, creates textures on the surface. • The finest machined surface with abrading process such as grinding and lapping produce the surface by chip lifting action from the surface area.
Surface metrology • Surface metrology or surface topology refers to the geometry and texture of surfaces. • The condition of surface is defined by its characteristics: –Surface texture (finish) –Roundness (a function of geometry) –Material –Hardness –Surface metallurgy
Surface metrology. . cont. • Three forms of asperity: 1. Roughness 2. Waviness 3. Error of form • The fourth asperity is not distinguish by wavelength; it is flaw. • Lay is the direction of the asperities which in most cases means that roughness and waviness are perpendicular to each other.
Surface assesment • Roughness–the finest of the asperities. • Waviness-concern the more widely spaced ones. • Flaw –surface defect. • Lay–The direction of the asperities. * Asperity is defined as unevenness of surface.
Various lay configuration • This chart categorizes the various lay configurations and shows the standardizes symbols used on drawing.
Measurement method of surface roughness • Inspection and assessment of surface roughness of machined workpieces can be carried out by means of different measurement techniques. • These methods can be ranked into the following classes: 1. Direct measurement methods 2. Comparison based techniques 3. Non contact methods 4. On-process measurement
1) Direct measurement method • Direct methods assess surface finish by means of stylus type devices. • Measurements are obtained using a stylus drawn along the surface to be measured. • The stylus motion perpendicular to the surface is registered. • This registered profile is then used to calculate the roughness parameters. • Disadvantage-This method requires interruption of the machine process, and the sharp diamond stylus may make micro-scratches on surfaces.
Stylus instrument
Stylus instrument • Why we use stylus method? ? –It is the most familiar method for practical shop work. –It the best demonstrate the fundamental principles of surface metrology. –Standard is based on the stylus method.
Stylus instrument
Stylus instrument • The stylus instrument widely used technique for measuring a surface profile. • This technique uses a fine diamond stylus with tip size approximately 0. 1 to 10 μm to transverse the surface. • As the stylus tracks the surface peaks and valleys, its vertical motion is converted to a time varying electrical signal that represent surface profile. • Stylus instruments operate like a phonograph pickup: the stylus is drawn across the surface and generates electrical signals that are proportional to the changes in the surface. • The changes in height can be read directly with a meter or on a printed chart.
Stylus instrument • Two types of stylus instruments: 1. True-datum or skidless instruments. 2. Surface-datum or skid type instrument.
True-datum instrument • With this instrument, we draw across the surface in a very precise, mechanically controlled movement. • Advantages: –The resulting graph is nearly a true representation of the surface along that one line showing roughness, waviness, errors of form and flaws. • Disadvantages: –Very difficult to set the instrument up; must precisely align the surface being assessed with the path of the instrument.
True-datum instrument
Surface datum instrument • Can easily set up because they use the surface being assessed as the datum. • A supporting slide (skid, a rounded member fixed to the head, a shoe, a flat pad) mounted in the head rests on the surface and slides the stylus pickup along. • Skids may be located, in front of, behind, or on the opposite side of the stylus.
Surface datum instrument
Surface datum instrument *The description is in next page.
Surface datum instrument • The radius of a skid must be relatively great compared with the feature being assessed as shown in figure A. • As the wavelength of the asperity increases, the skid approaches the stylus in its movement until, as in C, they are the same. At this point, the asperity to be assessed will not appear on the graph.
Movement of stylus • If it is desired to assess primary texture (roughness) shown as A, a pointed stylus is needed. It must move in direction a. • If A was not a concern, but the chatter marks, B, were to be investigated, a wide stylus traveling in direction b would not reveal the roughness, but would produce a graph of the chatter marks.
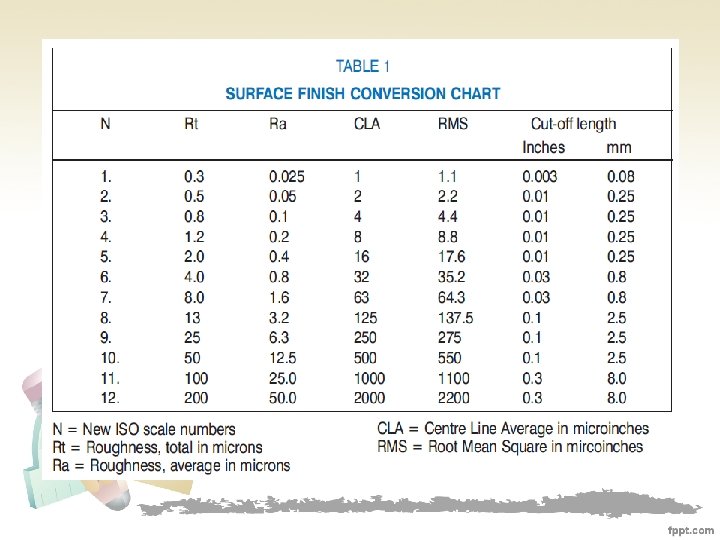
Cut-Off Length • In basic terms, a cut-off is a filter and is used as a means of separating or filtering the wavelengths of component. • Cut-offs have a numerical value which when selected reduce or remove the unwanted wavelength on the surface. • For example, a roughness filter cut-off with a numeric value of 0. 8 mm will allow wavelengths below 0. 8 mm to be assessed. The higher than 0. 8 mm will be reduced in amplitude.
Cut-Off Length…cont. • Too short cut-off length can lead for inaccurate readings. • Too long cut-off length returns an error more often than not. • The middle length returns a reasonable result. • The recommended cut-off length is shown in Table 1.
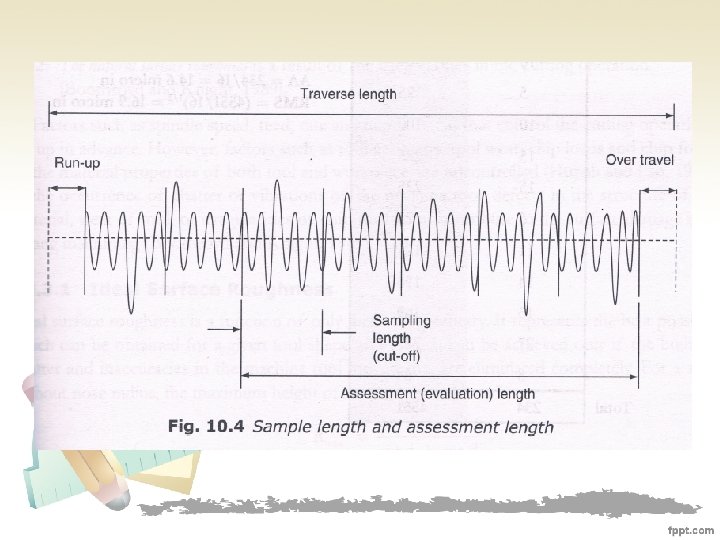
Assessment length • An assessment length is the amount of data left after filtering that is then used for analysis. • The measurement length is dictated by the numerical value of the cut-off, which itself is dictated by the type of surface under inspection. • Typically, a measurement may consist of a traverse of 6 -7 times of the cut-off selected.
2) Comparison based technique • Comparison techniques use specimens of surface roughness produced by the same process, material and machining parameters as the surface to be compared. • Visual and tactile senses are used to compare a specimen with a surface of known surface finish. • Because of the subjective judgment involved, this method is useful for surface roughness Rq / RMS >1. 6 micron.
Surface roughness comparator • The most common way to evaluate surface finish is to compare it visually and by feel with roughness comparison specimen shaving various surface finishes. • It consist of composite set of surface roughness specimen standard.
Surface roughness comparator
3) Non-contact method • There have been some work done to attempt to measure surface roughness using non contact technique. • Here is an electronic speckle correlation method given as an example. • When coherent light illuminates a rough surface, the diffracted waves from each point of the surface mutually interfere to form a pattern which appears as a grain pattern of bright and dark regions. • The spatial statistical properties of this speckle image can be related to the surface characteristics. • The degree of correlation of two speckle patterns produced from the same surface by two different illumination beams can be used as a roughness parameter.
Electronic sparkle correlation method
4) On-process measurement • Many methods have been used to measure surface roughness in process. For example: – Machine vision. In this technique, a light source is used to illuminate the surface with a digital system to viewing the surface and the data being sent to a computer to be analyzed. The digitized data is then used with a correlation chart to get actual roughness values. – Ultrasound. A spherically focused ultrasonic sensor is positioned with a non normal incidence angle above the surface. The sensor sends out an ultrasonic pulse to the a personal computer for analysis and calculation of roughness parameters.
Microscope • Examination of surfaces by microscope can be informative. • But it does not usually allow the heights of the asperities to be determined without destroying the test part by cutting a taper through the surface.
Numerical value for assessment • Arithmetic roughness average (Ra) –This method is also known as roughness average and by two earlier term; arithmetic average (AA) and centerline average (CLA). –The roughness average is the arithmetic average of the absolute values of the deviation from the profile height measured from the centerline along a specified sampling length. –Two method for determining the value: i. Graphical method ii. Electrical averaging
Numerical value for assessment
Graphical method • Establish a graphical centerline by determining the areas between the centerline and the profile. • Then place the line again so that the areas above the line equal the areas below the line. • Complex method.
Electrical averaging method • The instrument automatically average the readings. • Get different value(within 1% to 2% Ra value) from graphical method because the graphical centerline is a straight line and electrical averaging centerline is wavy.
Other standardized assessment methods 1. 2. 3. 4. 5. 6. 7. 8. 9. Root Mean Square Roughness (Rq or RMS) Maximum Peak-Valley Roughness (Rmax or Rt) Ten-Point Height (Rz) Average Peak-to-Valley Roughness (R or Hpl) Average Spacing of Roughness Peaks (Ar or AR) Swedish Height of Irregularities (R or H) Bearing Length Ration (Tp and others) Leveling Depth (Rp and others) Waviness Height (W)
Root Mean Square Roughness (Rq or RMS) • RMS or Rq is closely related to the roughness average (Ra). • Square the distances, average them, and determine the square root of the result. • The resulting value is the index for surface texture comparison. • RMS is usually 11% higher than the Ra value.
Maximum Peak-Valley Roughness (Rmax or Rt) • Determine the distance between the lines that contact the extreme outer and inner point of the profile. • Second most popular method in industry.
Ten-Point Height (Rz) • Averages the distance between the five peaks and five deepest valleys within the sampling length.
Leveling Depth (Rp and others) • Measure the height between the highest peak and the mean line.
Waviness Height (W) • Assess the waviness without regard to roughness by determining the peak-to-valley distance of the total profile within the sampling length.
QUIZ (20 marks) 1. Explain the different between skid and skidless stylus instruments. [6 marks] 2. With a sketch of surface profile, define the Ra and Rz. [6 marks] 3. Explain cause of error of form on surface roughness during machining [4 marks] 4. Give two machining processes that improve the surface by chip lifting action. [4 marks]
Any Question? ? Thanks