Pasteurization Definition Objectives Methods LTLT HTST UHT MILK

Pasteurization • Definition • Objectives • Methods LTLT HTST UHT

MILK PASTEURIZATION Definition Process of heating each and every particle of milk to 63 o C for 30 minutes or 72 o C for 15 sec (or to any other time temperature combination which is equally efficient in approved and properly operated equipment and cooling the milk to 4 o C
 • Destruction of bacteria harmful to health (pathogenic")
Pasteurization Heat Preservation Method Purpose (Objective) • Destruction of bacteria harmful to health (pathogenic micro organisms) • Make milk and milk products safe for human consumption • Improve the keeping quality of milk and milk products

Standards for pasteurization A. Bacterial destruction – Most heat resistant – Mycobacterium tuberculosis – Coxiella burnetti B. Cream line reduction – Cream line (Quality) reduces with increase in time temp combinations C. Phosphatase inactivation – Complete destruction of phosphatase enzyme

METHODS OF PASTEURIZATION • Batch method LT LT Method Process vats Holder method • Continuous method HTST- Plate Heat Exchangers UHT -Steam Injection type -Steam Infusion type
 Method/Batch method Low Temperature Long Time; • Milk heated")
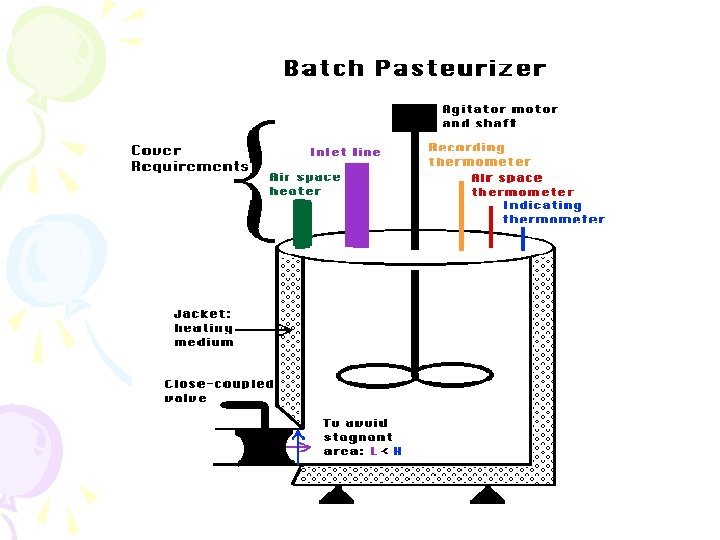
Low Temperature Long Time (LTLT) Method/Batch method Low Temperature Long Time; • Milk heated to 63 o C for 30 minutes • Heating is indirect • Heat moves through a metal wall

Water jacketed Vat/Process vat • Double walled pressure vessel • Steam or hot water circulates for heating • Water for cooling • Outer wall is insulated to reduce heat loss • Heat exchange through the inner wall to milk • Difference between temp of heating medium and milk ΔT is kept minimum • Milk is agitated by slowly moving paddles/propellers

LTLT Vats

HTST • Components • Plate heat exchanger • Milk flow diagram • Regeneration of heat • Advantages and disadvantages • UHT principles

HTST PASTEURIZATION v Modern method – Used when large volume of milk is handled v Milk heated to 72 o C for 15 sec and cooled to 4 o C v Continuous method v Milk passes through balance tank, pump, heating, holding and cooling. v Regeneration of heat is possible

Milk flow diagram- HTST

Flow pattern in Plates
 • PHE is simple, compact easily cleaned unit")
Components - Plate Heat exchangers (PHE) • PHE is simple, compact easily cleaned unit • Plates used in heating, cooling, regeneration and holding sections • Plates are supported in a press between terminal blocks in each section • Plates numbered and tightened into place • Heat moves from the heating or cooling medium through Steinless Steel plates. • Space of @ 3 mm is maintained between the plates by non absorbent rubber gaskets

Plate Heat exchanger
 Plates • Made of stainless steel • Raised")
Components - Plate Heat exchangers (PHE) Plates • Made of stainless steel • Raised sections corrugations in the form of knobs, diamonds, channels help provide the turbulent action and heat transfer • Pores are provided at the bottom and top to permit milk and medium to flow without mixing • By adding more number of plates the capacity can be increased

Plate - main components Suspension Inlet / outlet Distribution area Gasket in gasket groove Passing through Leak chamber Main heat transfer area Thin sheet design, cold formed in single step hydraulic pressing (up to 40000 tons)

End Plate I Channel plates End Plate II Working principle Hot out Cold in Cold out Hot in Only 2 plates that do not transfer heat - the endplates

Regeneration of Heat • The cold incoming milk is partially and indirectly heated by the hot outgoing milk • Milk to milk regeneration • Improves the economy of the HTST process • Incoming milk requires less heating

Holding • Holding tube ensures the milk is held for specified time (72 C, 15 sec) • Pasteurization efficiency= time for the first milk to pass through theoretical time • Measures the most rapidly moving particle in the holder

UHT Milk Pasteurization • Definition • Principles • Methods Direct steam injection steam infusion Indirect Heat exchangers

UHT-Principles for milk Definition v Process of heating each and every particle of milk to 135 o C for 2 -5 sec, and flash cooling the milk to 4 o C v sterilization of food before packaging, then filling into pre-sterilized containers in a sterile atmosphere. Example v liquid products - milk, juices, cream, yoghurt, wine, salad dressings v foods with discrete particles - baby foods; tomato products; fruits and vegetables juices; soups v larger particles - stews

Advantages of UHT • High quality: – The D and Z valves are higher for quality factors than microorganisms. – The reduction in process time due to higher temperature (UHTST) and the minimal come-up and cool-down time leads to a higher quality product. • Long shelf life: – Greater than 3 months, without refrigeration • Packaging size: – Processing conditions are independent of container size, thus allowing for the filling of large containers for food-service or sale to food manufacturers

UHT methods Two principal methods – – Direct Heating Indirect Heating Direct heating systems • The product is heated by direct contact with steam of potable or culinary quality. • The main advantage is that the product is held at the elevated temperature for a shorter period of time. • For a heat-sensitive product such as milk, this means less damage. • Courtesy : Dairy Science and Technology Univ. of Guelph

Schematic diagram of the equipments • Courtesy : Dairy Science and Technology Univ. of Guelph

Direct heating methods 1. steam injection 2. steam infusion Steam Injection • • • High pressure steam is injected into preheated liquid by a steam injector leading to a rapid rise in temperature. After holding, the product is flash-cooled in a vacuum to remove water equivalent to amount of condensed steam used. method allows fast heating and cooling, and volatile removal, but is only suitable for some products.

Direct heating methods • Steam Infusion: • The liquid product stream is pumped through a distributing nozzle into a chamber of high pressure steam. • This system is characterized by a large steam volume and a small product volume, distributed in a large surface area of product. • Product temperature is accurately controlled via pressure. • Additional holding time may be accomplished through the use of plate or tubular heat exchangers, followed by flash cooling in vacuum chamber. Advantages: • instantaneous heating and rapid cooling • no localized overheating or burn-on • suitable for low and higher viscosity products
- Slides: 27