Oxyfuel Welding Equipment Chapter 12 Objectives Identify the

Oxyfuel Welding Equipment Chapter 12

Objectives • Identify the various components of an oxyfuel gas welding outfit. • Describe the function of each component of an gas welding out fit. • Cite the maximum safe working pressure used for acetylene. • List all the safety equipment that should be worn and used when oxyfuel gas welding in various positions.

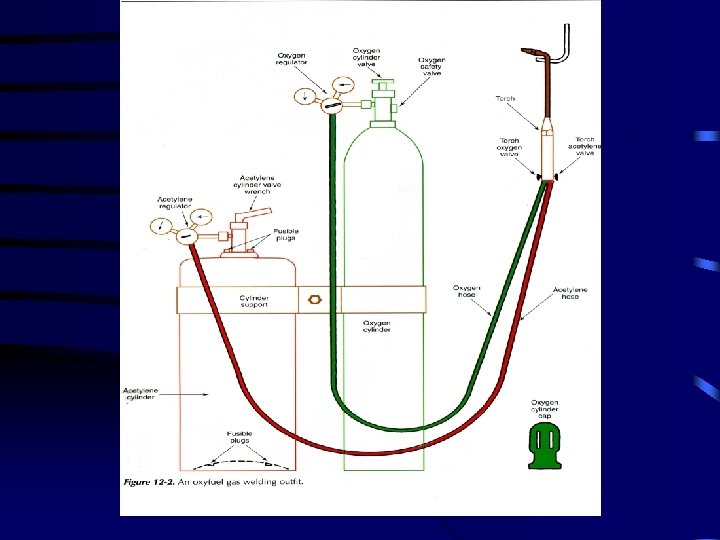
Complete Oxyfuel Outfit • • • Gas Supply Regulators Hoses Welding Torch Eye Protection Striker

Oxygen Supply • Stored in high pressure cylinders – 2000 -2640 PSI • Obtained By – Atmosphere – Electrolysis – Oxygen-bearing pellet
 • Forged in one piece • Must")
Oxygen Cylinders • Interstate Commerce Commission (ICC) • Forged in one piece • Must be at least ¼ inch thick • High carbon steel

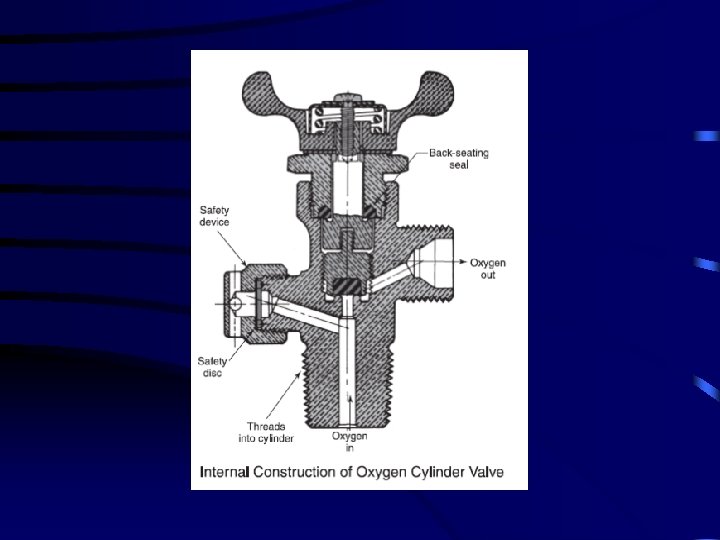
Cylinder Valves • • • Made of brass “Back-seating valve” Never use in the partly opened position Integrated pressure safety device Cylinder safety cap

Acetylene Cylinders • Acetylene is not safe above 15 PSI • Cylinders are filled with monolithic filler – 85% porosity • Charged with acetone – Absorbs acetylene • Fuse plugs

Pressure Regulators • Reduce high cylinder pressure to working pressure • Maintain a constant working pressure


Pressure Gauges • Usually two on each regulator • One indicates bottle pressure • One indicates hose pressure

Hoses • Hose colors – Red, green, and black • Green and Black – Oxygen • Red – Acetylene

Torch Types • Positive pressure type • Injector type

Positive Pressure Type • Mixing chamber is located inside the valve body • Requires high pressure to mix gases

Injector Type • Acetylene is injected into the oxygen stream using venturi action • Mixing chamber creates turbulence to further mix gases

Welding Tips • Solid copper • Two different types of tips – One piece – Two piece • Do not drop tips • Do not try to remove hot tips

Tip Cleaners • Orifice size and shape must be maintained • Splatter from base metal may contaminate tip • Tip cleaners use a round file type cleaner • Only correct size cleaners should be used • Tips should be filed off perpendicular to orifice

Welding Eye Protection • The shade used should be dark enough to protect the eyes from annoying glare; yet light enough to permit the welder to see his work.

Manual Metal Arc: 1/16, 3/32, 1/8, 5/32 inch electrodes 3/16, 7/32, 1/4 inch electrodes 5/16, 3/8 inch electrodes MIG Welding (nonferrous) MIG Welding (ferrous) Atomic Hydrogen Welding TIG Welding Plasma Cutting Carbon Arc Torch Brazing Light Cutting, up to 1 inch Medium Cutting, up to 1 inch Heavy Cutting, 6 inches and over Gas Welding (Light) up to 1/8 inch Gas Welding (Medium) 1/8 to 1/2 inch Gas Welding (Heavy) 1/2 inch and over 10 12 14 11 12 10 -14 12 14 14 3 or 4 4 or 5 5 or 6 6 or 8
")
Other Fuel Gases • • Hydrogen LP gas Natural gas Methylacetylene propadiene (MAPP)

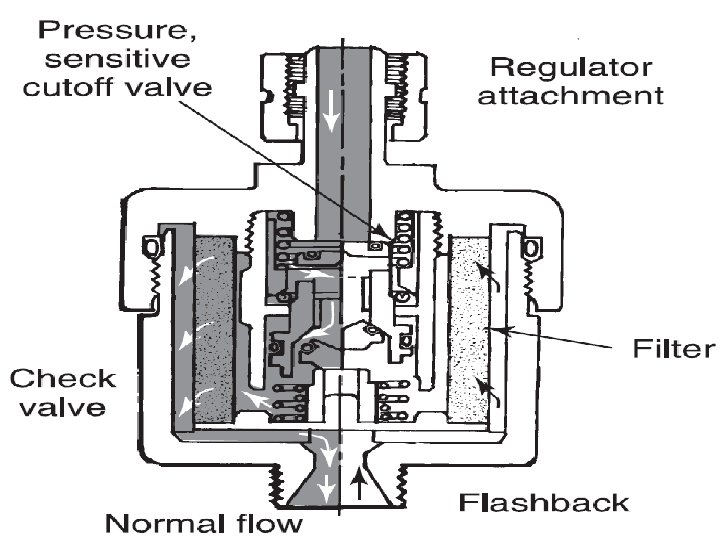
Check Valves • Only allows gas to flow in one direction • Can be at torch inlet regulator outlet or both

Flashback Arrestors • • Check valve Pressure-sensitive cut off valve Stainless steel filter Heat-sensitive check valve
- Slides: 24