OBRBN SOUSTRUENM PEHLED BN ZPSOBY STROJNHO OBRBN SOUSTRUEN

OBRÁBĚNÍ SOUSTRUŽENÍM

PŘEHLED BĚŽNÉ ZPŮSOBY STROJNÍHO OBRÁBĚNÍ: SOUSTRUŽENÍ, VRTÁNÍ, FRÉZOVÁNÍ, BROUŠENÍ, HOBLOVÁNÍ, OBRÁŽENÍ, PROTAHOVÁNÍ Při obrábění ( řezný proces) dochází k oddělování částic materiálu obrobku břitem nástroje. Řezný proces: Kontinuální – soustružení, vrtání, vyvrtávání Diskontinuální – hoblování, obrážení Cyklický – frézování, broušení

SOUSTRUŽENÍ Soustružení je třískové obrábění rotujícího obrobku posouvajícím se nástrojem, většinou jednobřitým soustružnickým nožem. Soustružením se většinou obrábějí rotační plochy nebo se vyřezávají závity. Soustružnické postupy: 1) Soustružení válcových ploch 2) Soustružení rovinných ploch 3) Soustružení závitů 4) Zapichování, upichování, vypichování 5) Soustružení profilů 6) Soustružení složitých rotačních ploch
 Vnitřní podélné soustružení 2) Vnitřní tvarové soustružení")
ZÁKLADNÍ TYPY SOUSTRUŽNICKÝCH PRACÍ 1 2 1) Vnitřní podélné soustružení 2) Vnitřní tvarové soustružení 3) Vnitřní zapichování 3 9 4 5 6 7 8 4) 5) 6) 7) 8) 9) Upichování Čelní soustružení Podélné soustružení Zapichování Tvarové soustružení Vypichování

POHYBY A VELIČINY PŘI SOUSTRUŽENÍ ŘEZNÁ RYCHLOST - v – se volí podle obrobitelnosti materiálu obrobku, podle otěruvzdornosti a teplotní odolnosti materiálu břitu nástroje POSUV – s – je dráha nástroje během jedné otáčky obrobku při hrubování je posuv velký, při hlazení je posuv malý PŘÍSUV – příčný posuv – při podélném posuvu hloubka řezu
 RYCHLOSTI Obvodová rychlost obrobku v je řeznou rychlostí, jejíž velikost je")
VÝPOČET OBVODOVÉ (ŘEZNÉ) RYCHLOSTI Obvodová rychlost obrobku v je řeznou rychlostí, jejíž velikost je určena vztahem:
 obrácená poloha nástroje čelního obrábění 2) monoblokový nástroj (zapichování)")
TECHNOLOGIE POUŽITÍ SOUSTRUŽNICKÝCH NOŽŮ 1) obrácená poloha nástroje čelního obrábění 2) monoblokový nástroj (zapichování) 3) modulární systém 4) upínání pomocí upínky 5)+8) soustružení závitů 6) axiální zapichování 7) šroubové upínání 9) vnitřní obrábění

POPIS SOUSTRUŽNICKÉHO NOŽE

ZÁKLADNÍ ÚHLY SOUSTRUŽNICKÉHO NOŽE - úhel hřbetu - úhel břitu - úhel čela - úhel ostří
 2) 3) 4) 5) 6) 7) Nástrojová zadní")
NÁSTROJOVÁ ROVINA – tvar nástroje 1) 2) 3) 4) 5) 6) 7) Nástrojová zadní rovina je určena směrem hlavního pohybu a posuvu Předpokládaný směr pohybu Předpokládaný směr posuvu Nástrojová základní rovina je kolmá na vektor rychlosti předpokládaného hlavního pohybu Základna Uvažovaný bod ostří
 pravý ubírací nůž přímý b) levý ubírací nůž ohnutý c)")
DRUHY SOUSTRUŽNICKÝCH NOŽŮ a) pravý ubírací nůž přímý b) levý ubírací nůž ohnutý c) nůž nabírací d) nůž zapichovací e) pravý nůž rohový f) nůž upichovací g) levý ubírací nůž stranový h) vnitřní ubírací nůž ch) vnitřní zapichovací nůž

NÁSTROJOVÉ DRŽÁKY + DESTIČKY

UKÁZKY NÁSTROJŮ - videa www. mapal. com/cz/vyrobky/stahnout/videa/
 Nástrojová normálová rovina je kolmá k ostří 9)")
TECHNOLOGICKÁ ROVINA – nastavení nástroje 8) Nástrojová normálová rovina je kolmá k ostří 9) Nástrojová ortogonální (kolmá) rovina je kolmá na rovinu ostří 10) Nástrojová rovina ostří je tečná k ostří a kolmá na nástrojovou základní rovinu

ZMĚNA ÚHLU ČELA SOUSTRUŽNICKÉHO NOŽE

NASTAVENÍ NÁSTROJE

SOUSTRUHY Soustruhy se dělí podle polohy roviny lože, polohy hlavního vřetene, podle počtu vřeten. DRUHY: - Soustruh s vodorovným ložem - Soustruh s šikmým ložem - Čelní (lícní) soustruh - Svislý (karuselový) soustruh - Vertikální revolverový soustruh - Vícevřetenový soustruh - Universální soustruh (hrotový) - CNC soustruh
")
KARUSEL (svislý soustruh)
 SOUSTRUH Max. oběžný průměr na suportem 1300 mm Max. oběžný průměr nad")
ČELNÍ (lícní) SOUSTRUH Max. oběžný průměr na suportem 1300 mm Max. oběžný průměr nad ložem 2000 mm
 SOUSTRUH Klasické soustruhy se vyznačují optimálním rozsahem otáček, který umožňuje využití nástrojů")
UNIVERSÁLNÍ (hrotový) SOUSTRUH Klasické soustruhy se vyznačují optimálním rozsahem otáček, který umožňuje využití nástrojů z rychlořezné ocele i slinutých karbidů. Soustruhy umožňují vnější i vnitřní soustružení válcových ploch, kuželových a čelních ploch , zapichování, upichování, vrtání apod. Na strojích lze řezat všechny dané druhy závitů s velkým rozsahem stoupání.

HROTOVÝ SOUSTRUH Oběžný průměr 1250/1550/1750 mm. Vzdálenost mezi hroty 3000 – 20. 000 mm. Max hmotnost obrobku v hrotech 25000 kg

Harrison Alpha 1330 U - CNC soustruh 2 -osy

SOUSTRUŽNICKÉ OBRÁBĚCÍ CENTRUM

Soustružnická obráběcí centra s vodorovnou osou řady NL jsou navržena tak, aby bylo eliminováno ztrátové teplo a nedocházelo k ovlivňování přesnosti práce stroje. Na tomto stroji je aplikován princip BMT, což vede k tomu, že revolverová hlava se stává tuhou a vede to též ke zvýšení tuhosti spojení hlava - držák nástrojů. Tímto konstrukčním provedením se tuhost nástrojového držáku zvedla na 180 % původního řešení. Y osa má zdvih ± 50 a ± 60 mm (pro největší model). Skrz vřeteno lze prostrčit materiál o průměru 61 -91 mm podle velikosti stroje.

Karusel NVL 1350 T Jedná se o svislý soustruh karuselového typu. Na konstrukčně zajímavém stroji opět našla uplatnění revolverová hlava, jež je umístěna na křížových saních a výškově nepřestavitelném příčníku. Slouží však pouze pro nesení soustružnických nástrojů. Dva boční dopravníky třísek orientované dozadu zaručují dobrý odvod třísek a dostatek volného prostoru v přední i boční části stroje. V ose Z je aplikován osvědčený DCG náhon.
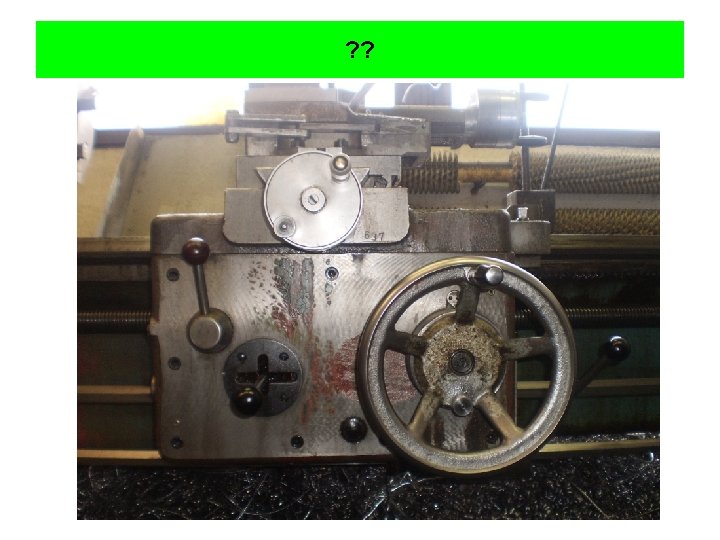
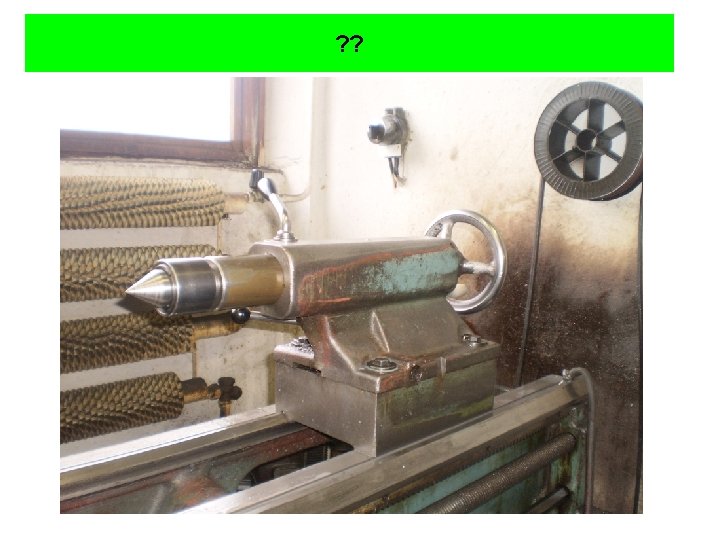
 vyjmenujte podle čísel části stroje 2) popište jejich funkce")
CVIČENÍ 1) vyjmenujte podle čísel části stroje 2) popište jejich funkce
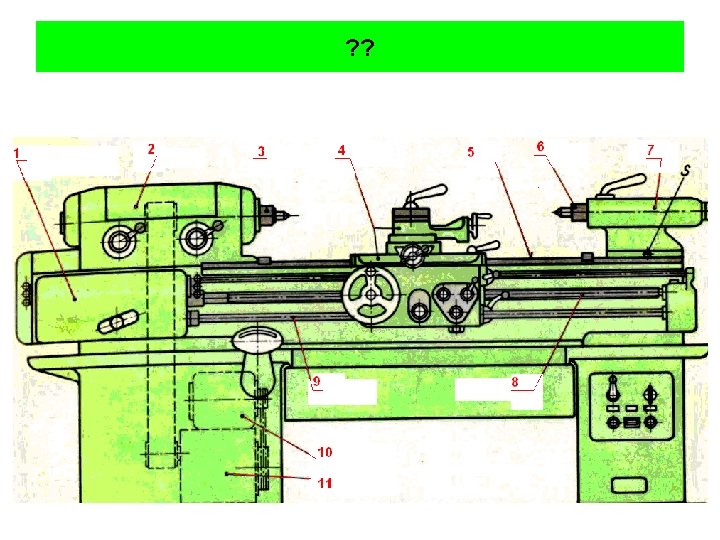

HROTOVÝ SOUSTRUH


- Slides: 35