MIGMAG DEFINIO Tambm conhecida internacionalmente como GMAW Gs

MIG/MAG
; � Processo em")
DEFINIÇÃO � Também conhecida internacionalmente como GMAW (Gás Metal Arc Welding); � Processo em que a união de peças metálicas dá-se pelo aquecimento destas com um arco elétrico entre um eletrodo metálico nu (consumível) e a peça de trabalho; � Proteção da poça de fusão dá-se por um gás, ou mistura de gases, que podem ser inertes ou ativos;
")
CCPR é o mais usual (ESAB, 2005)
: Quando o gás de proteção usado")
MIG ou MAG? � MIG (Metal Inerte Gas): Quando o gás de proteção usado é inerte ou rico em gases inertes; � MAG (Metal Active Gas): Quando o gás de proteção usado é ativo ou contém uma mistura rica em gases ativos;

CARACTERÍSTICAS � Processo normalmente semi automático; ◦ Alimentação do arame eletrodo é motorizada; ◦ Movimento da tocha ao longo da junta e início e interrupção da soldagem realizada pelo soldador; � Comprimento do arco mantido aproximadamente constante pelo sistema dentro de certos limites; � Pode ser usada em uma ampla faixa de espessuras, metais ferrosos (MIG/MAG) e não ferrosos (MIG);

VANTAGENS SOBRE ER � Alta taxa de deposição; � Alto fator de ocupação do soldador; � Grande versatilidade, quanto ao tipo de material e espessuras aplicáveis; � Não existência de fluxos de soldagem; � Ausência de operações de remoção de escória e limpeza; � Exigência de menor habilidade do soldador;

DESVANTAGENS SOBRE ER � Maior sensibilidade a variação dos parâmetros elétricos e forte interdependência destes; � Necessidade de um rigoroso ajuste de parâmetros para se obter um determinado conjunto de características para o cordão de solda; � Maior custo do equipamento; � Maior necessidade de manutenção; � Menor variedade de consumíveis;

INFLUÊNCIAS NO MODO DE TRANSFERÊNCIA DO ARCO � Estabilidade do arco; � Quantidade de gases absorvida pelo metal fundido; � Aplicabilidade do processo em determinadas posições de soldagem; � Nível de respingos gerados; � Modos de transferência: ◦ Curto circuito, globular, spray ou aerosol e controlada;
; �")
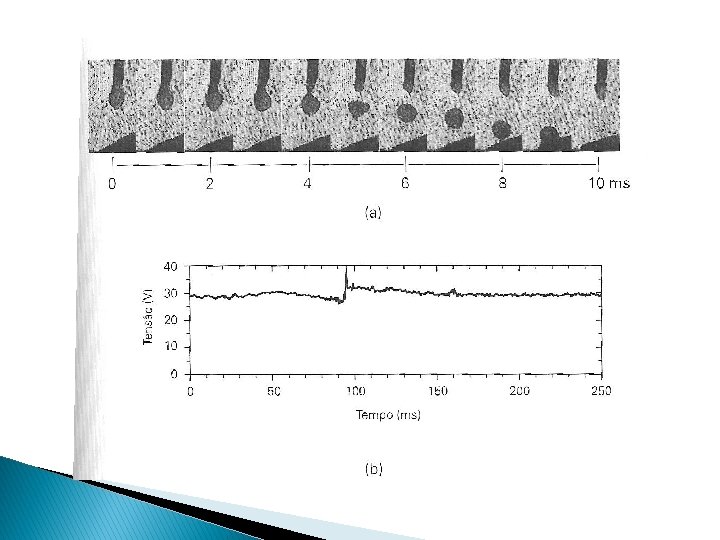
TRANSFERÊNCIA POR CURTO CIRCUITO � Baixos valores de tensão e corrente (distorção mínima); � Normalmente usado para soldagem fora da posição; � União de peças de pequena espessura; � Apresenta grande instabilidade no arco com possível geração intensa de respingos; � Estabilidade do arco aumenta com a frequência do curto circuito, até certo limite;

Frequência CC: 20 a 200 por segundo

TRANSFERÊNCIA GLOBULAR � Ocorre com valores intermediários de tensão e corrente; � Arco mais estável; � Transferência mais caótica e imprevisível; � Diâmetro médio das gotas é em média maior que o diâmetro do eletrodo e varia inversamente com a corrente de trabalho; � Nível de respingos relativamente elevado;

TRANSFERÊNCIA SPRAY OU AEROSOL � Ocorre para um valor de corrente acima do valor de “transição”; � Gotas de metal pequena e de número elevado; � Só ocorre para determinados gases ou mistura de gases; � Arco bastante estável; � Praticamente não ocorre respingos; � Cordão obtido é suave e regular; � Utilizável para qualquer posição de soldagem; � Não utilizável na união de chapas finas, devido ao alto valor da corrente de trabalho;

Poça de fusão pequena, solda fora de posição � Na solda de aço carbono, se o gás de proteção contiver mais que cerca de 15% de CO 2, não haverá transferência por aerossol

TRANSFERÊNCIA CONTROLADA � Diferentes modos de controle podem ser usados, porém a pulsada é a mais usual; ◦ Tipo de transferência aproximadamente globular, porém mais estável e uniforme; ◦ Pulsação da corrente entre dois patamares (corrente de transição); �A introdução de uma nova variável (pulsação) no processo dificulta a seleção e otimização dos parâmetros de soldagem tornando-se um fator limitante;

Transferência metálica

REQUISITOS BÁSICOS PARA CONTROLE DA CORRENTE � Velocidade de alimentação do arame deve ser igual a velocidade média de fusão do mesmo; � O metal fundido na ponta do arame deve ser transferido para a poça de fusão sem causar grandes perturbações;

TÉCNICAS PARA O CONTROLE DO PROCESSO MIG/MAG � Controle Sinérgico; � Controle pela tensão ou comprimento do arco; � Controle CVCC; � Controle adaptativo.

CONTROLE SINÉRGICO � Grupo de técnicas de controle no qual o valor e estrutura da corrente são determinados pela velocidade desejada de alimentação do arame; � ou a velocidade do arame e estrutura da corrente são escolhidos em função da corrente média selecionada; � Algoritmo sinérgico relaciona parâmetros de pulsação da corrente e velocidade do arame registrada através de um sensor;

CONTROLE PELA TENSÃO OU COMPRIMENTO DO ARCO � Sinal de controle derivado da tensão do arco é usado para controlar a saída da fonte de energia;

CONTROLE CVCC � Implementada para melhorar a capacidade de autoajuste do comprimento do arco na soldagem MIG/MAG pulsada; � Opera com característica de corrente constante nos períodos de base e com característica de tensão constante durante o período de pico; � Comprimento do arco passa a ser ajustado por variações na corrente durante o período de pico

CONTROLE ADAPTATIVO � Envolve a medição de diferentes sinais durante a soldagem (variações de corrente, tensão, nível de luminosidade, perfil ótico ou acústico da poça de fusão); � Os sinais são processados em termos de características do processo enviados para um sistema de controle; � O resultado obtido em determinado instante é comparado com o resultado esperado e diferenças são corrigidas através de mudanças nos parâmetros de operação;

EQUIPAMENTOS NA SOLDA MIG/MAG

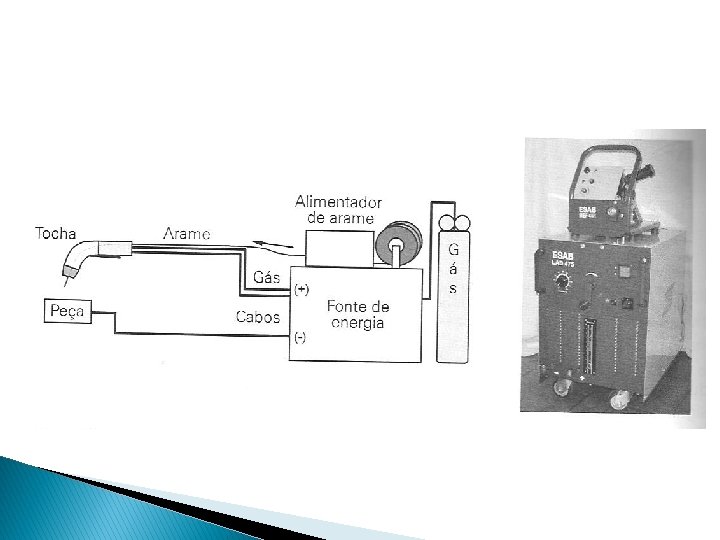
EQUIPAMENTOS NA SOLDA MIG/MAG � Fonte de energia; � Alimentador de arame; � Tocha de soldagem; � Fonte de gás protetor; � Cabos e mangueiras; � Dispositivos auxiliares (mecanizada); ◦ Posicionadores; ◦ Sistemas de movimento da tocha

FONTE DE ENERGIA

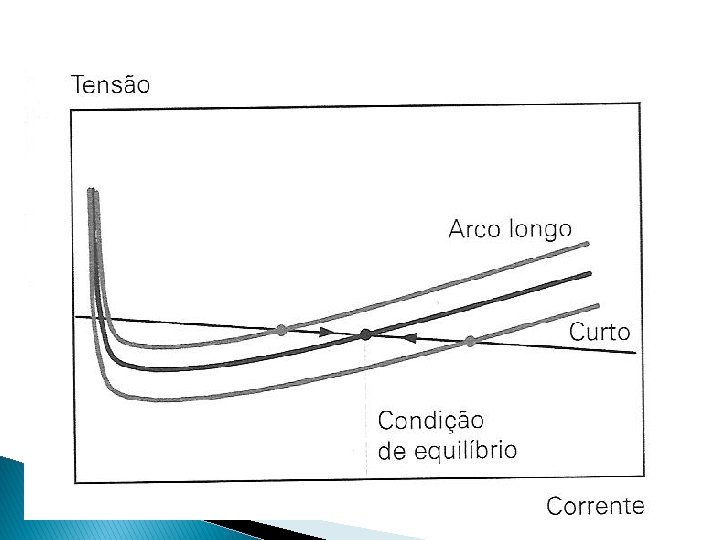
FONTE DE ENERGIA � Fontes convencionais são, geralmente, do tipo transformador-retificador de alimentação trifásica; � Faixa da tensão de saída de aproximadamente 18 a 50 volts; � Tipo corrente constante (TIG e ER); ◦ Utilizada com alimentador de arame de velocidade variável; � Tipo tensão constante (MIG/MAG) ◦ Utilizada com alimentador de arame de velocidade constante;

ALIMENTADOR DE ARAME

ALIMENTADOR DE ARAME � Normalmente acionados por um motor de corrente contínua; � Fornece arame a velocidade constante, ajustável em uma ampla faixa (um dos grandes desafios na solda MIG/MAG e FCAW); � Poucas alterações vêm sido propostas no projeto dos alimentadores; ◦ Equipamentos com dois pares de roletes; ◦ Introdução de comando eletrônico; ◦ Utilização de sistemas eletrônicos;

Sistema com um par de roletes Sistema com dois pares de roletes

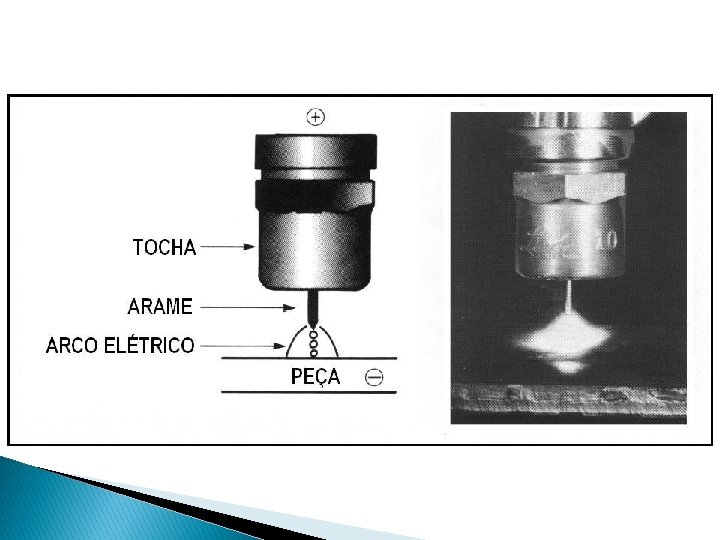
TOCHA DE SOLDAGEM

TOCHA DE SOLDAGEM � Podem ser refrigeradas a água, ar ou pelo próprio gás de proteção; � Constituído basicamente por: ◦ ◦ ◦ Punho ou suporte; Gatilho de acionamento; Bico de contato; Bocal; Conduíte

TOCHA DE SOLDAGEM � Punho ou suporte ◦ Elemento manejado pelo soldador; ◦ Sustenta bico de contato, bocal, e gatilho de acionamento; ◦ Podem ser retas ou curvas do tipo “pescoço de ganso”;

TOCHA DE SOLDAGEM � Bico de contato ◦ Tubo a base de cobre; ◦ Diâmetro interno ligeiramente maior que diâmetro do arame consumível; ◦ Serve de contato elétrico deslizante;

TOCHA DE SOLDAGEM � Bocal ◦ Orienta o fluxo do gás protetor; ◦ Feito de cobre ou material cerâmico; ◦ Seu diâmetro deve ser compatível com a corrente de soldagem e fluxo de gás;

TOCHA DE SOLDAGEM � Gatilho de acionamento ◦ Energiza o circuito de soldagem; ◦ Aciona o alimentador de arame; ◦ Aciona válvula solenóide que comanda fluxo de gás protetor da poça de fusão; Tudo simultaneamente

FONTE DE GÁS � Pode advir de um cilindro acoplado ao próprio equipamento ou, em grandes instalações, de uma canalização apropriada; � Contém reguladores de pressão e/ou vazão; � Válvulas solenóides, que controlam abertura e fechamento do gás, são colocadas geralmente no alimentador de arame ou na fonte de energia; � Podem ser usados misturadores de gases;

CONSUMÍVEIS
;")
CONSUMÍVEIS � Arame eletrodo; � Gás de proteção; � Anti respingo (Quase sempre);

ARAME ELETRODO � Constituídos de metais ou ligas metálicas; � Podem ser sólidos ou tubulares; � Os tubulares podem ser classificados em: ◦ Flux cored: Contém, em seu interior, um fluxo similar ao usado nos eletrodos revestidos; ◦ Metal cored ou composite: Contém, em seu interior, uma mistura de pós metálicos; ◦ Autoprotegido: Arames preenchidos com um fluxo capaz de gerar toda a proteção necessária para o processo;
; � A")
ARAME ELETRODO � Tradicionalmente cobreados (arames tubulares em geral não são cobreados); � A seleção do arame dá-se em função de: ◦ Composição química do metal base; ◦ Gás de proteção; ◦ Composição química e propriedades mecânicas desejadas para solda “Arames usados com proteção de CO 2 devem conter maiores teores Si e Mn devido sua ação desoxidante”

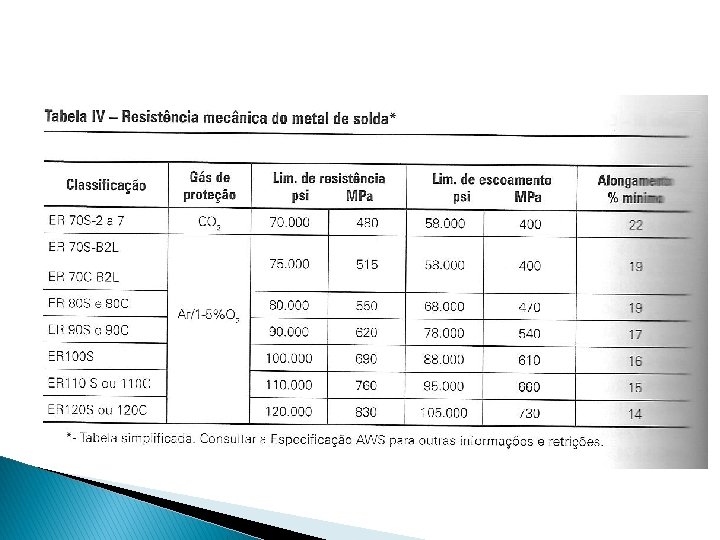
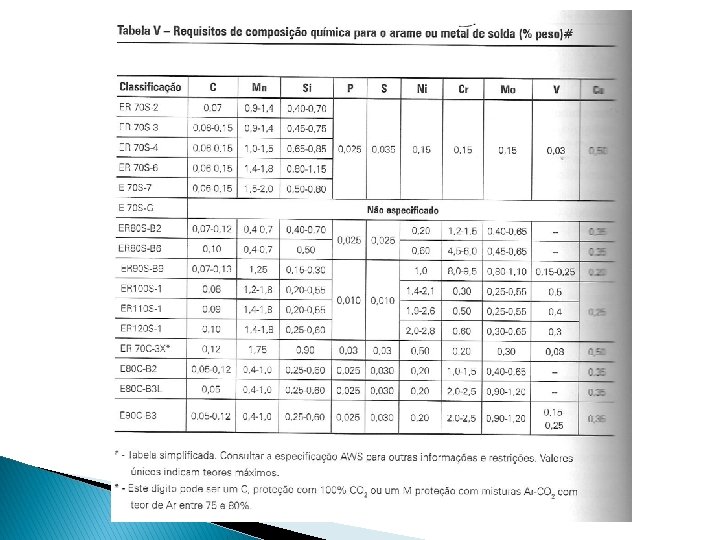
ARAME ELETRODO �A classificação pelas especificações AWS A 5. 18 e A 5. 28 tem o seguinte formato:

GASES � Podem ser inertes, ativos ou mistura destes; � Utiliza-se, em geral, Ar, CO 2, He , O 2, N, e H 2; � He e CO 2 caracterizam-se por possuir maior condutividade térmica que o Argônio; � Influencia: ◦ ◦ ◦ Características do arco; Transferência de metal; Penetração, largura e formato do cordão de solda; Velocidade máxima de soldagem; Custo da operação; Qualidade da solda; � AWS A 5. 32;

GASES

GASES

ANTIRRESPINGOS � São fornecidos em pastas ou embalagens do tipo aerosol; � Aplica-se sobre o bocal e o bico de contato da tocha e, algumas vezes, sobre o metal de base; � Usados para facilitar a remoção de respingos; � Certos líquidos são hidrogenados (podem contribuir para a formação de descontinuidades) e/ou possuem silicone (dificulta posterior pintura da peça);

TÉCNICA OPERATÓRIA

PRINCIPAIS VARIÁVEIS � Tensão; � Corrente; � Polaridade do arco de soldagem; � Velocidade de deslocamento; � Vazão de gás protetor; � Diâmetro do eletrodo � “Stickout”;

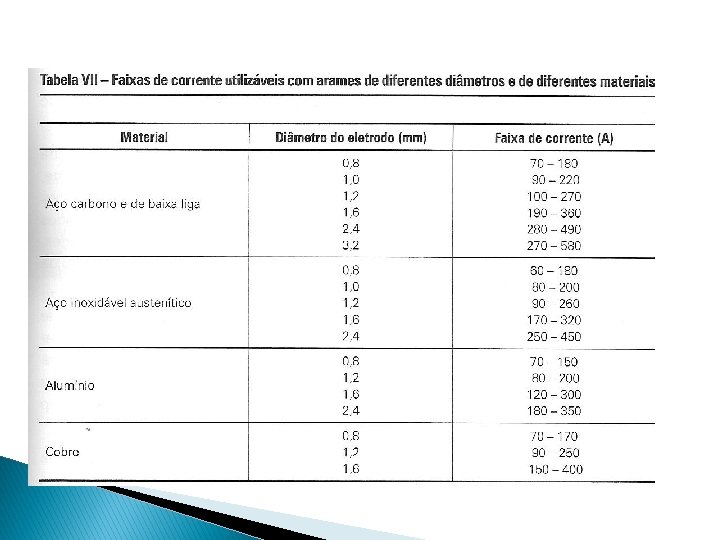
DI METRO DO ELETRODO � Escolhido em função de: ◦ Espessura do metal de base; ◦ Posição de soldagem e outros fatores que influenciam no tamanho da poça de fusão; ◦ Quantidade de calor que pode ser cedida a peça;

CORRENTE DE SOLDAGEM � Utiliza-se geralmente CCPR; � Determinada em função de: ◦ Diâmetro do eletrodo; ◦ Espessura e tipo do metal de base; ◦ Geometria desejada para o cordão de solda;

TENSÃO � Deve ser escolhida de acordo com: ◦ Corrente de soldagem; ◦ Gás de proteção; � Afeta: ◦ Comprimento do arco; ◦ Modo de transferência; ◦ Formato do cordão; � Tensões muito baixas podem resultar em “overlap”;

STICKOUT � Corresponde ao comprimento energizado do eletrodo; � Diretamente proporcional ao aquecimento do arame por efeito joule; � Dentro de certos limites pode ser usado para aumentar a taxa de deposição;

VAZÃO DO GÁS PROTETOR � Deve proporcionar proteção eficiente contra a contaminação do arco; � Quanto maior a corrente maior a poça de fusão e maior a vazão de gás necessária;

VELOCIDADE DE SOLDAGEM � Influencia a energia de soldagem; � Velocidades muito baixas elevam o custo e podem gerar problemas metalúrgicos; � Velocidades muito elevada resultam em menores penetrações, reforço e largura do cordão e podem ocasionar aparecimento de defeitos como: ◦ Mordeduras; ◦ Falta de fusão; ◦ Falta de penetração;
- Slides: 59