Methods and Work Measurement Lecture 5 Operations Process












 are the standard set of process chart symbols")




- Slides: 26
Methods and Work Measurement Lecture 5: Operations Process Chart 13 March 2009
Review 5 Why is this operation necessary? Why is this operation performed in this manner? … 4 W + 1 H How can the operation be performed better? Who can best perform the operation? Where could … When … Why …
Analysis – Operasi Apa tujuan dari operasi ini ? Adakah cara lain untuk mencapai tujuan ini? Apakah hasil operasi ini betul-betul dibutuhkan? Jika ada, mengapa dibutuhkan? Dapatkah operasi ini dihilangkan dengan jalan Menggunakan bahan lain Mengubah rancangan benda kerjanya? Adakah perbaikan diperoleh jika urut-urutan operasi diubah? Dapatkan tata letak dari sistem kerja diubah, sehingga performance kerja dapat ditingkatkan? Dapatkah operasi ini dikombinasikan dengan aktivitas lain sehingga ongkos produksi per unit berkurang? Jika operasi ini diubah, apa pengaruhnya pada operasi lain? Dapatkan operasi ini diselenggarakan di tempat lain sehingga menghemat biaya pelayanan? Apakah operasi ini merupakan perbaikan dari operasi sebelumnya? Jika demikian, apakah perbaikan ini lebih murah dari ongkos yang timbul akibat kesalahan tadi? Adakah sesuatu yang dapat dikerjakan sehingga mengurangi produk gagal atau rusak? Apakah akan lebih ekonomis, jika operasi ini dikerjakan secara subkontrak?
Analysis - Pemeriksaan Apakah proses pemeriksaan ini memang diperlukan? Apakah pemeriksaan 100% dapat diganti dengan cara sampling? Dapatkah bermacam-macam pemeriksaan dikombinasikan sehingga mengurangi ongkos pengangkutan? Dapatkah toleransi, kelonggaran dan kehalusan (pada barang jadi) dikurangi? Perlukah standar yang sama untuk semua pelanggan? Dapatkah standar ditingkatkan untuk memperbaiki mutu tanpa menambah biaya yang berarti? Apakah pemeriksaan dengan menggunakan mesin atau alat lebih ekonomis dari pada menggunakan orang? Apakah sebab utama dari penolakan barang ini? Apakah mutu standar telah ditetapkan dengan baik? Apakah teknik pengendalian kwalitas secara statistik sudah digunakan? Apakah pemeriksaan ini memerlukan kemampuan yang tinggi? Dapatkah tata letak stasiun kerja atau urut-urutan pemeriksaan diperbaiki?
Analysis - Transportasi Dapatkah jarak perpindahan dikurangi dengan merubah susunan tata letak tempat kerja? Apakah cara pengangkutannya (alat yang digunakan dan kecepatan pengangkutan) sudah tepat? Dapatkah transportasi dilaksanakan bersamaan dengan aktivitas lainnya? Dapatkah jumlah yang diangkut diperbesar, sehingga ongkos transportasi/unit menjadi kecil? Apakah benda yang diangkut sudah ditempatkan pada posisi yang baik untuk dibawa? Apakah alat-alat untuk pekerjaan tersebut sudah yang paling murah? Apakah harus digunakan kereta dorong, forklift atau ban berjalan? Dapatkah bahan disorong pada bangku kerja satu petugas ke petugas lainnya? Apakah tempat penampungan telah baik sehingga bahan mudah dikeluarkan? Apakah dapat memanfaatkan prinsip gaya berat dimana operasi perrtama dilaksanakan pada tingkat yang paling tinggi? Dapatkah barang yang telah selesai diolah, cepat disingkirkan? Dapatkah bahan baku yang masuk langsung diangkut ke tempat kerja pertama? Dapatkah penyimpanan dan penumpukan bahan diubah sehingga
Analysis – Menunggu & Penyimpanan Apakah tata letak penyimpanan bahan sudah baik, sehingga : pengiriman dan penerimaan barang tidak sukar? Dapatkah jumlah atau lamanya menunggu dan penyimpanan dikurangi dengan jalan : Membuat jadwal produksi yang lebih baik Mempertinggi kapasitas pabrik Memberikan ruangan untuk bergerak yang lebih luas Mengerjakan lebih dari satu aktivitas pada satu tempat Apakah penyimpanan ini terjadi karena terlalu banyaknya pengiriman bahan? Apakah waktu sering terbuang karena seringnya pindah kerja? Apakah bahan sudah disimpan pada tempat yang mengenakan dan aman dari kemungkinan rusak atau hilang? Apakah para pekerja menganggur karena instruksi tidak dirancang untuk waktu yang cukup atau karena kurangnya fasilitas produksi (seperti : mesin, bahan dan pekerja).
Introduction Pada umumnya peta-peta kerja sebagai analysis tools yang ada saat ini bisa dibagi dalam dua kelompok besar berdasarkan kegiatannya, yaitu: 1. Peta kerja untuk menganalisa kegiatan kerja keseluruhan Terdiri dari : a. Peta Proses Operasi (Operation Process Chart) b. Peta Aliran Process (Flow Process Chart) c. Peta Proses kelompok kerja (Work Group Process Chart) d. Diagram Aliran (flow diagram)
Introduction 2. Peta kerja untuk menganalisa kerja setempat Terdiri dari : Peta Pekerja dan Machine(Worker and Machine Process Chart) Peta Tangan Kiri dan Tangan kanan. Gang Process Chart
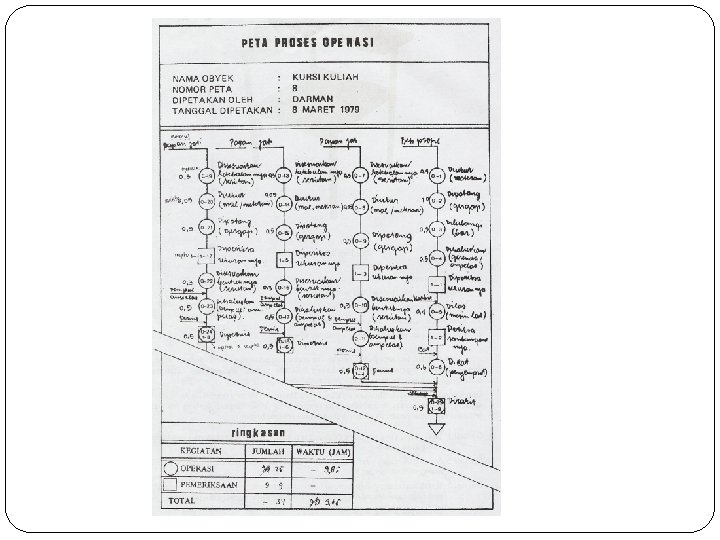
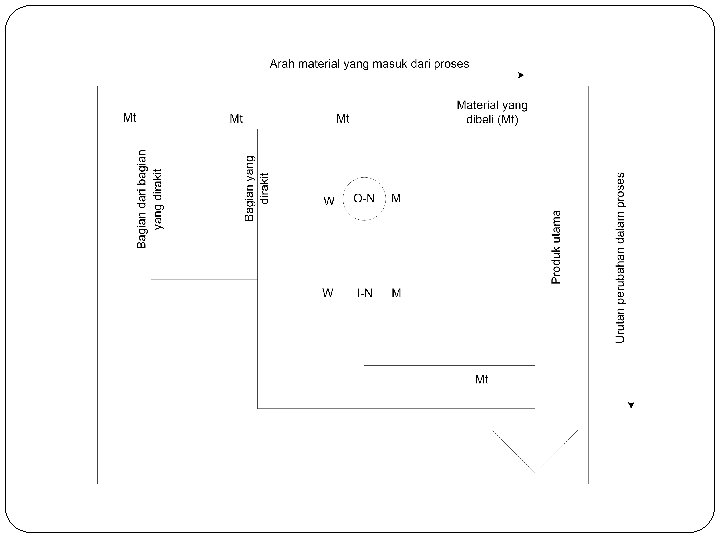
Operation Analysis Tools 1. Operation Process Chart The operation process chart shows the chronological sequence of all operations, inspections, time allowances, and materials used in a manufacturing or business process, from the arrival of raw material to the packaging of the finished product. The chart depicts the entrance of all components and subassemblies to the main assembly. Just as a blueprint displays such design details as fits, tolerances, and specifications. the operation process chart gives manufacturing and business details at a glance Two symbols are used in constructing the operation process chart: a small circle, usually 3/8 inch in diameter, which denotes an operation; and a small square, usually 3/8 inch on a side, which denotes an inspection
Analysis Tools : OPC
Analysis Tools : OPC
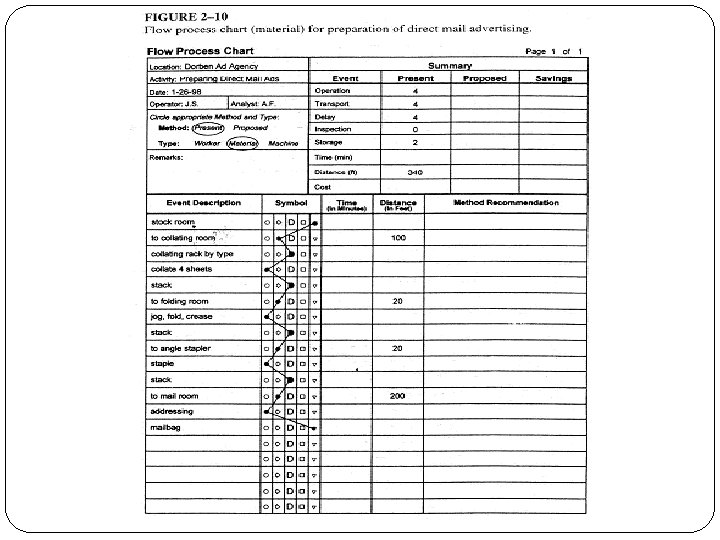
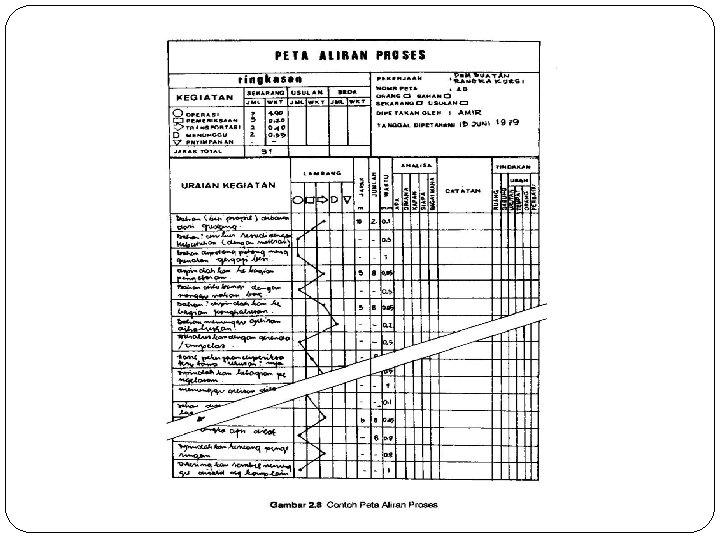
Operation Analysis Tools 2. Flow Process Chart In general, the flow process chart contains considerably more detail than the operation process chart. The flow process chart is especially valuable in recording non production hidden costs, such as distances traveled, delays, and temporary storages. Once these non production periods are highlighted, analysts can take steps to minimize them and hence their costs. Flow process charts need several symbols in addition to the operation and inspection symbols used in operation process charts. A small arrow signifies transportation, which can be defined as moving an object from one place to another, except when the movement takes place during the normal course of an operation or inspection. A large capital D indicates a delay, which occurs when a pan is not immediately permitted to be processed at the next workstation. An equilateral triangle standing on its vertex signifies a storage, which occurs when a part is held and protected against unauthorized removal.
These five symbols (see Figure 29) are the standard set of process chart symbols (ASME, 1972)
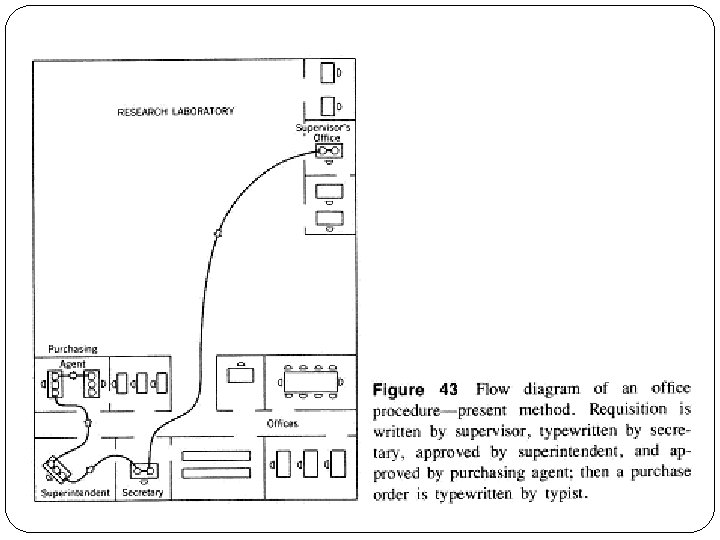
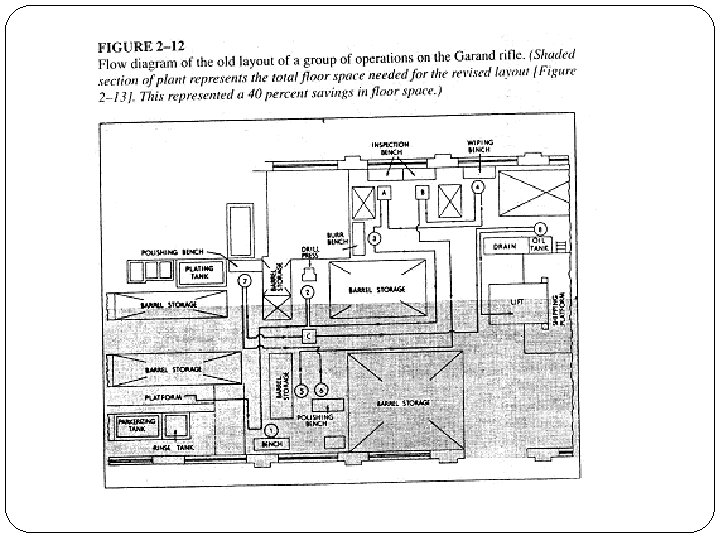
Operation Analysis Tools 3. Flow Diagram Although the flow process chart gives most of the pertinent information related to a manufacturing process, it does not show a pictorial plan of the flow of work. Sometimes this information is helpful in developing a new method. For example, before a transportation can be shortened, the analyst needs to see or visualize where room can be made to add a facility so that the transportation distance can be shortened. Likewise, it is helpful to visualize potential temporary and permanent storage areas, inspection stations, and work points. The best way to provide this information is to take an existing drawing of the plant areas involved and then sketch in the flow lines indicating the movement of the material from one activity to the next. A pictorial representation of the layout of floors and buildings, showing the locations of all activities on the flow process chart, is a flow diagram
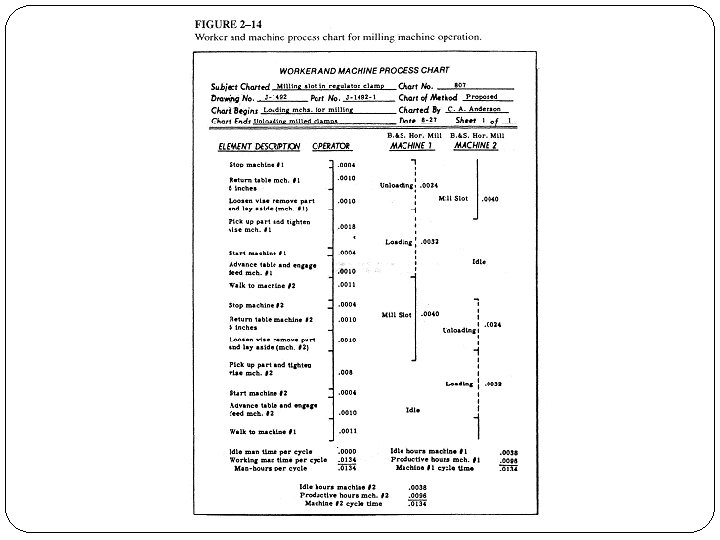
Analysis Tools 4. Worker and Machine Process Charts The worker and machine process chart is used to study, analyze, and improve one workstation at a time. The chart shows the exact time relationship between the working cycle of the person and the operating cycle of the machine. These facts can lead to a full utilization of both worker and machine time, and a better balance of the work cycle
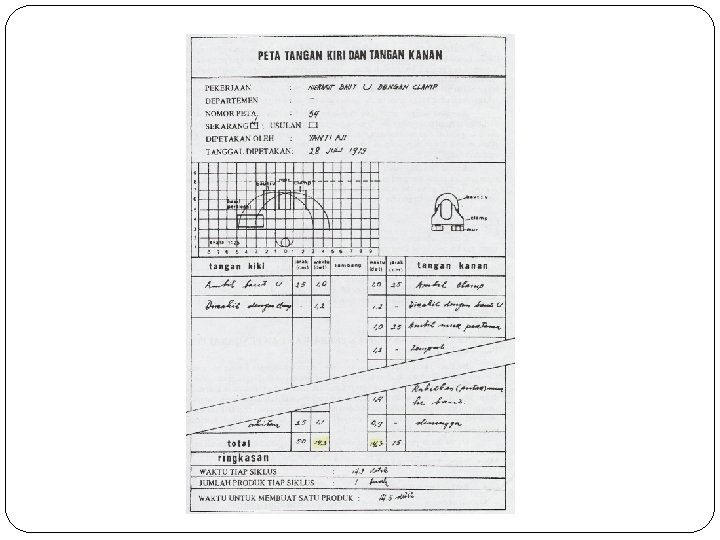
Operation Analysis Tools 5. Right hand-Left Hand Operation Chart Menggambarkan semua gerakan-gerakan saat bekerja dan waktu menggam yang dilakukan oleh tangan kiri dan tangan kanan, juga menunjukkan perbandingan antara tugas yang dibebankan pada tangan kiri dan tangan kanan ketika melakukan pekerjaan. Melalui peta ini kita bisa melihat semua operasi secara cukup lengkap dan mempermudah kita untuk melakukan perbaikan pada operasi tsb. Kekurangannya peta ini kurang praktis digunakan dipakai sebagai alat penganalisa.
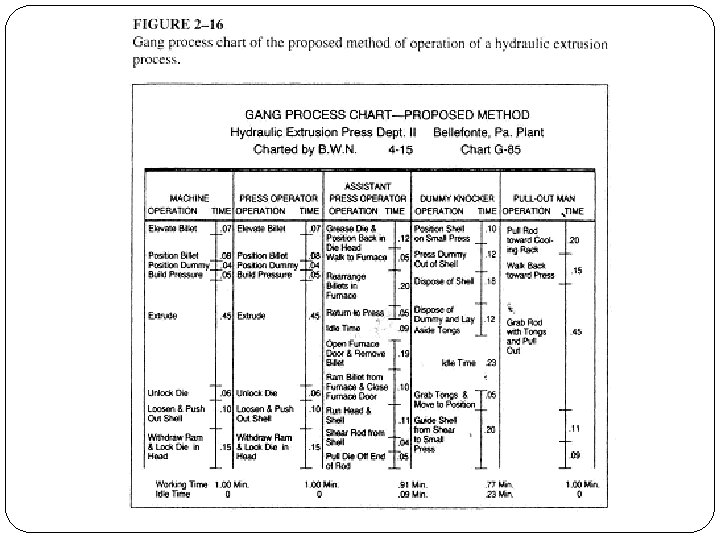
Analysis Tools 6. Gang Process Charts The gang process chart is, in a sense, an adaptation of the worker and machine chart. A worker and machine process chart helps determine the most economical number of machines one worker can operate. However, several processes and facilities are of such magnitude that instead of one worker operating several machines, several workers are needed to operate one machine effectively. The gang process chart shows the exact relationship between the idle and operating cycle of the machine and the idle and operating time per cycle of the workers who service that machine. This chart reveals the possibilities for improvement by reducing both idle operator time and idle machine time.