MELTING PRACTICE FURNACES After molding Melting practice is

















- Slides: 19
MELTING PRACTICE & FURNACES • After molding Melting practice is the major factor of casting operations which controls the quality of castings. • Before pouring into mold the metal to be cast has to be in molten/ liquid state. • A Furnace is used to melt the metal. • Furnace is charged with melting stock like metal, alloying elements, flux, slag- forming constituent.
• Selection of furnace depends on kind of metal, quantity of metal to be melted, fuel costs. • Heat in furnace is produced by combustion of coal, oil/ gas or by electric arc resistance • Melting Furnaces used in foundries are Electric arc , induction, crucible , cupola furnaces.
Types of Furnaces There are various types of melting furnaces are used in different foundry shops depending on type of work i. e carried out in shop, amount and type of metal /alloy being melted. Ø Gray C. I Cupola Rotary Air Electric Arc Ø Steel Open Hearth Electric Arc High Frequency Induction Ø Non Ferrous Crucible (Pit, Tilting) Pot (Stationary, Rotary, Induction, Electric Arc)
FURNACE SELECTION: • Economic considerations: Initial cost, operating, maintenance costs. • Composition & melting point of the alloy to be casted. • Capacity & rate of melting required. • Environmental considerations, like air, pollution, noise. • Power supply, its availability, cost of fuels. • Ease of superheating metals. • Type of charge material i. e. used.
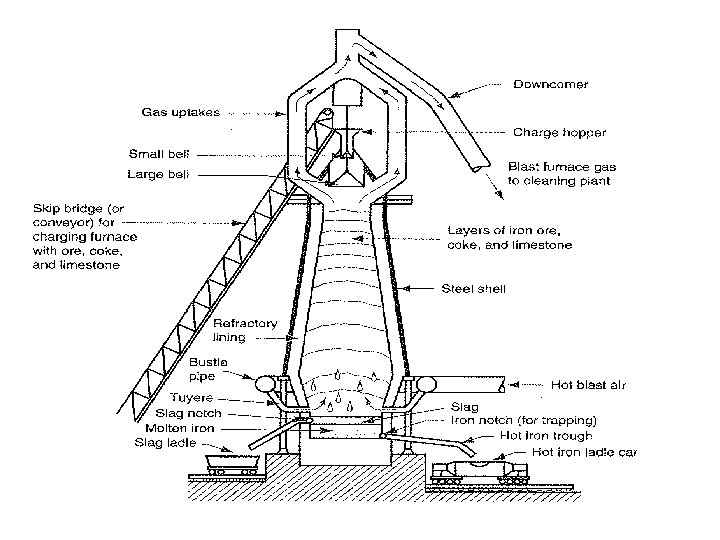
Cupola Furnace • It is a melting device used in foundry which is used to melt C. I, copper based alloys. • Only cupola furnace is used in foundries for low cost melting & refining pig iron along with scrap metal. • Primary objective in cupola is to produce iron of desired composition, temperature, properties at required rate in most economical manner. • Advantages over other types: Ø Simplicity of operation, continuity of production
CUPOLA
Cupola Construction: • It consists of vertical steel cylindrical shell with its interior lined with heat resistant bricks which is erected on legs/columns on floor/ on bricks foundation. • Shell is made of steel thick plate 8/10 mm, having a thicker lining in lower regions where temperatures encountered are higher than in upper. • It consists of drop doors at its bottom after closing of which a proper sand bed could be prepared which provides necessary refractory bottom for molten metal & coke. • After the bed is metal tapping hole which is initially closed till the molten metal is ready for tapping.
• Above tapping hole in position opposite to it is slag hole through which slag generated during melting process is tapped. • Above is wind box which is connected to air blowers supplying requisite air at a given pressure & quantity. • Air enters cupola through tuyers (4, 6, 8)which are placed at height between 450 to 500 mm above bed of cupola. • A little above charging platform is charging hole in shell from where charge consisting of combination of coke, fluxes, pig & scrap iron is put into cupola.
Operation: • To operate cupola, first drop doors at bottom are closed & sand bed with gentle slope towards tap hole is rammed. • Then coke bed of suitable height is prepared above sand bottom & ignited through tap hole or any other hole. • When coke bed is properly ignited , alternate layers of charge, flux, coke are alternately fed into cupola through charge door. • The charge is then allowed to soak in the heat for a while, & then air blast is turned on. • With in some time molten metal is collected near tap hole. • When enough molten metal is collected in well of cupola, slag is drained off through slag hole before opening of tap hole. • Molten metal is collected in ladles and then transported to moulds into which it is poured.
• Charge needed for cupola consists of metallic materials, fluxes, fuel. • Metallic part of charge is made up of definite quantities of pig iron of various grades, cast iron, steel scrap, foundry scrap. • Fluxes are added in the charge to remove oxides & other impurities present in metal. Flux is expected to react with oxides & form compounds which have low melting point, lighter & tends to float on metal pool & can very easily separated. Most commonly used flux is lime stone, dolomite, sodium carbonate. • Fuel for melting metallic charge is foundry coke. • Ex: If 1000 kg of molten metal is rqd, then we take 1200/1300 kgs of pig iron, 50 kgs of flux, 200 kgs of coke.
Zones in CUPOLA 1. Well/Crucible: It is between top of sand bed & bottom of tuyers. Molten metal is collected in this zone. 2. Combustion/ Oxidizing zone: This zone extends from top of tuyers(150 to 300 mm. All oxygen in air blast is consumed here owing to actual combustion taking place in this zone. Chemical reactions occur in this zone.
Zones in CUPOLA 3. Reducing Zone: This is above combustion zone up to a height of coke bed. In this zone reducing of CO 2 to CO occurs & temp drops to about 1200º c at coke bed. 4. Melting Zone: It starts from first layer of metal charge above coke bed & extends up to height of 900 mm. Highest temp is developed in this zone for complete combustion of coke & iron is thus melted here.
Zones in CUPOLA 5. Preheating/ charging Zone: It starts above melting zone & extends up to bottom of charging door. This zone contains cupola charge as alternate layers Of coke, flux, metal & they are preheated at temp of 1100ºc before coming to melting zone.
6. Stack Zone: • It extends above preheating zone to top of cupola. • It carries gases generated with in furnace to atmosphere. • A charging door is provided through which charge is fed into furnace & this is suited 3 -6 m above tuyers according to size of cupola. • Shell is usually continued for 4. 5 to 6 mm above charging door to form a chimney. • At top of cupola a conical cap called Spark arrester prevents the spark emerging out side. • This arrester cools down the sparks & allows only smoke to escape from opening.
Other Furnaces • Besides C. I foundries melt a large number of different alloys & metals. Main types of furnaces that are generally used are: Open hearth(heavy steel castings) Crucible(smaller foundries) Induction(all types) • Based on source of heating they are mainly classified as: 1. Electrical Heating. Arc Resistance/ Induction 2. Fossil Fuel Fired. Solid Oil Gaseous
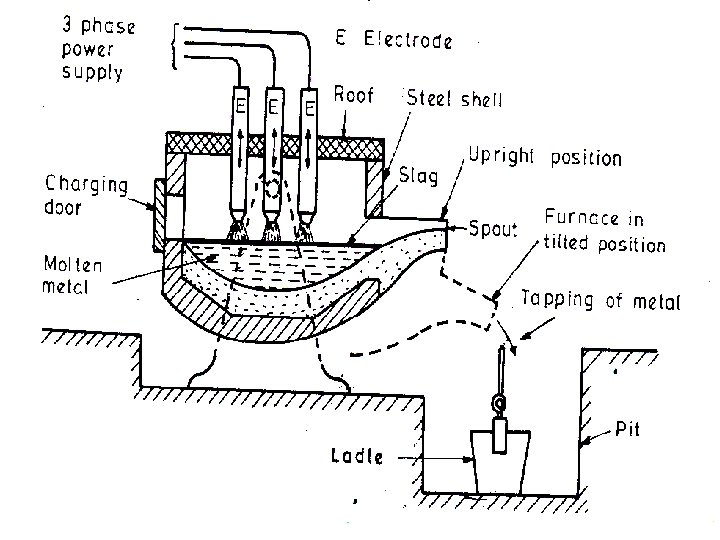
ELECTRIC FURNACES • Source of heat is continuous electric arc i. e formed between electrodes & charged metal. • Temperature is 1925 c, can provide 60 -90 tones of steel/ day with good quality. • In construction it has 3 graphite electrodes which can be as large as 750 mm in dia. , 1. 5 m in length. • Height in furnace can adjusted in response to amount of metal present , amount of wear of electrode.
• Steel scrap, small amount of carbon, are dropped into furnace through open roof. • Roof is then closed, electrodes are lowered. • Power is turned on, & with in a period of about 2 hrs, metal melts. • Current is then shut off, electrodes are raised, furnace is tilted, molten metal poured in ladle.