Manufacturing Processes Syllabus Manufacturing Processes Manufacturing ProcessesPrimary and

Manufacturing Processes

Syllabus -Manufacturing Processes-: Manufacturing Processes-Primary and Secondary manufacturing Processes, q Casting, Sand Casting, q Forging (Hot Working and Cold Working), q. Sheet Metal Working and Metal Joining Processes, q Sheet Metal Forming (Shearing, Bending, Drawing), q Electric Arc Welding, q Comparison of - Soldering, Brazing. q Advancement in Manufacturing Processes/Methods. q

processes • 1. Primary shaping processes. The processes used for the preliminary shaping of the machine component are known as primary shaping processes. The common operations used for this process are casting, forging, extruding, rolling, drawing, bending, shearing, spinning, powder metal forming, squeezing, etc. • 2. Machining processes. The processes used for giving final shape to the machine component, according to planned dimensions are known as machining processes. The common operations used for this process are turning, planning, shaping, drilling, boring, sawing, broaching, milling, grinding, hobbing, etc. • 3. Surface finishing processes. The processes used to provide a good surface finish for the machine component are known as surface finishing processes. The common operations used for this process are polishing, buffing, honing, lapping, abrasive belt grinding, barrel tumbling, electroplating, superfinishing, etc. • 4. Joining processes. The processes used for joining machine components are known as joining processes. The common operations used for this process are welding, riveting, soldering, brazing, screw fastening, pressing, sintering, etc.
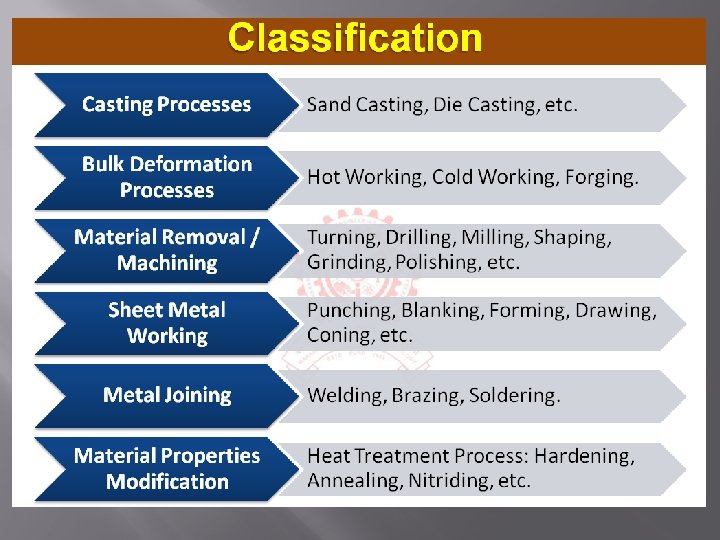

Casting Methods • Sand Casting • Investment Casting • Die Casting High Temperature Alloy, Complex Geometry, Rough Surface Finish High Temperature Alloy, Complex Geometry, Moderately Smooth Surface Finish High Temperature Alloy, Moderate Geometry, Smooth Surface 6

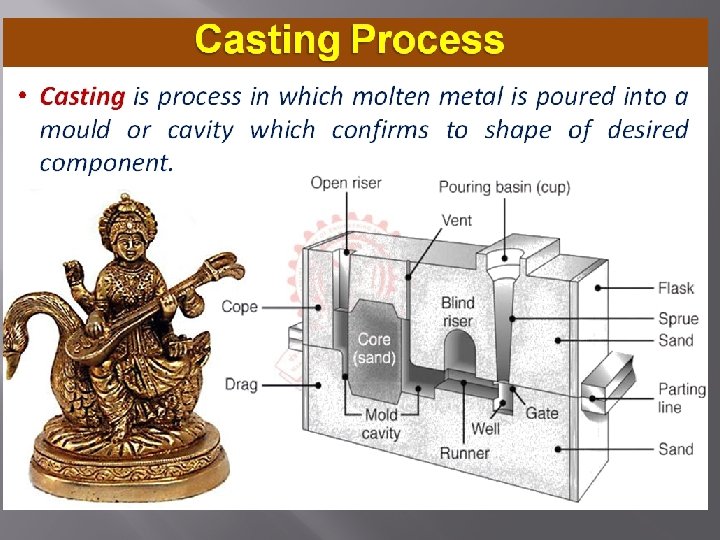
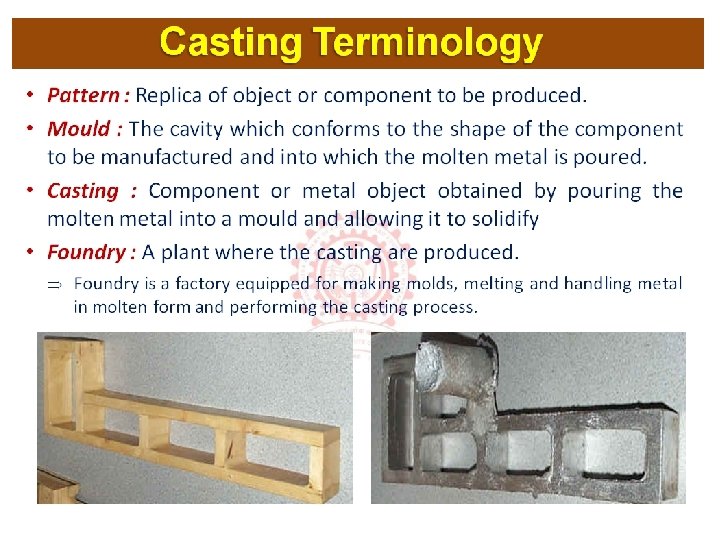
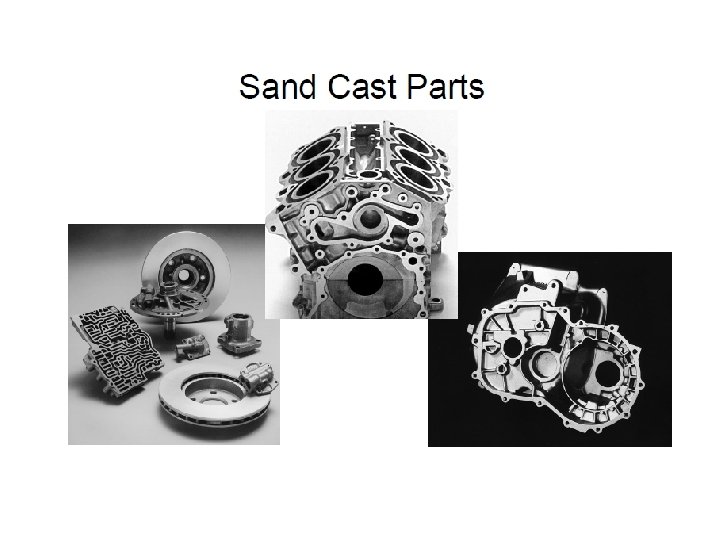
Casting • The castings are obtained by melting of metals in a cupola or some other foundry furnace and then pouring this molten metal into metal or sand moulds. It means pouring molten metal into a refractory mold cavity and allows it to solidify. The solidified object is taken out from the mold either by breaking or taking the mold apart. The solidified object is called casting and the technique followed in method is known as casting process.

Casting Sand

• • 1. Green sand: Green sand which is also known as natural sand is the mostly used sand in moulding. It is basically the mixture of sand, clay and water. The clay contain of green send is about 30% and water contain is about 8%. Clay and water used to increase binding strength of sand. This sand is mostly used to casting both ferrous and nonferrous material. It is fine, soft and has good porosity. This sand is easily available at low cost. • • • 2. Dry Sand: If the green sand mould is baked or dried in an oven, the moisture of this mould will be evaporate. This sand is known as dry sand. It has high strength so it can be used in large casting. The mould prepared by it, is known as dry mould. 3. Loam sand: Loam sand is the mixture of sand clay with water. It contains up to 50% clay and 18% water. This sand is used for big size casting. This sand does not use pattern and the mould made by sweep or skeleton pattern. • • • 4. Facing sand: It is main sand which is in direct contact with molten metal. It is used for making faces of mould. This sand is with direct contact with pattern. This sand dose not used in other casting or the facing sand is the fresh sand don’t reuse. It is mainly the mixture of silica sand clay. It has high strength and refectoriness. • • • 5. Backing sand: This sand is used to back up the facing sand. The total flask in poured by backing sand after pouring facing sand. It is mainly the used sand so it has blackish in color. It is used to support facing sand. • • 6. Parting sand: This sand is free from the moisture and clay content. It is used to separate cope and drag. This sand does not stick with pattern. • • 7. Core Sand: This sand is used to making core. This is the mixture of normal silica sand with oil. It is also known as oil sand. The oil used in silica sand is linseed oil or light mineral oil with binders. For large casting water is also add into the mixture of silica and oil. • • • Today we have learned about types of sand used in moulding process. If you have any doubt about this article, ask by commenting. - See more at: http: //www. mech 4 study. com/2016/09/types-of-sand-used-in-moulding-process. html#sthash. fv. S 4 Md. Xx. dpuf

Furnaces
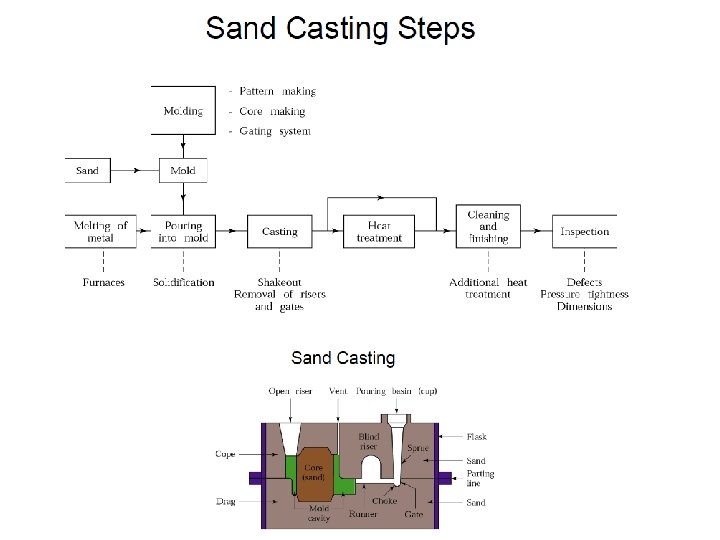

Sand Casting

A wax pattern used to create a jet engine turbine blade

Pressurized Gating System

Un. Pressurized Gating System

INVESTMENT CASTING VIDEO • The process is generally used for small castings, but has been used to produce complete aircraft door frames, steel castings of up to 300 kg and aluminium castings of up to 30 kg. • It is generally more expensive per unit than die casting or sand casting, but has lower equipment costs. • It can produce complicated shapes that would be difficult or impossible with die casting, yet like that process, it requires little surface finishing and only minor machining.
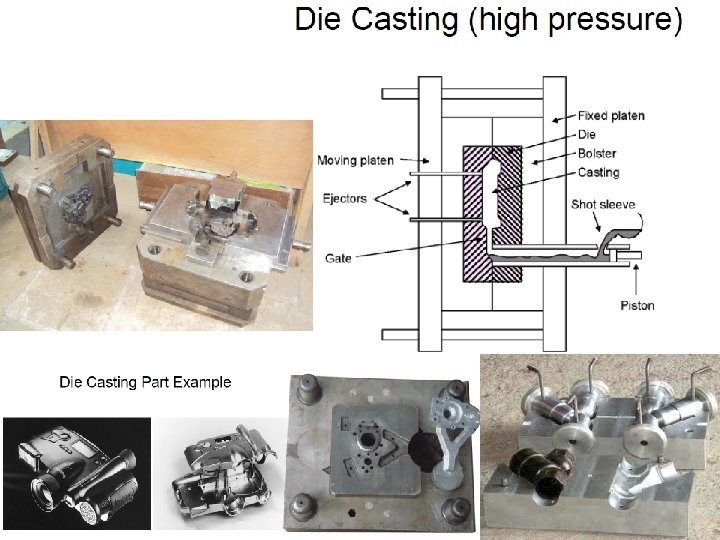

An engine block with aluminium and magnesium die castings

 Fine and dense grained structure is achieved in the casting.")
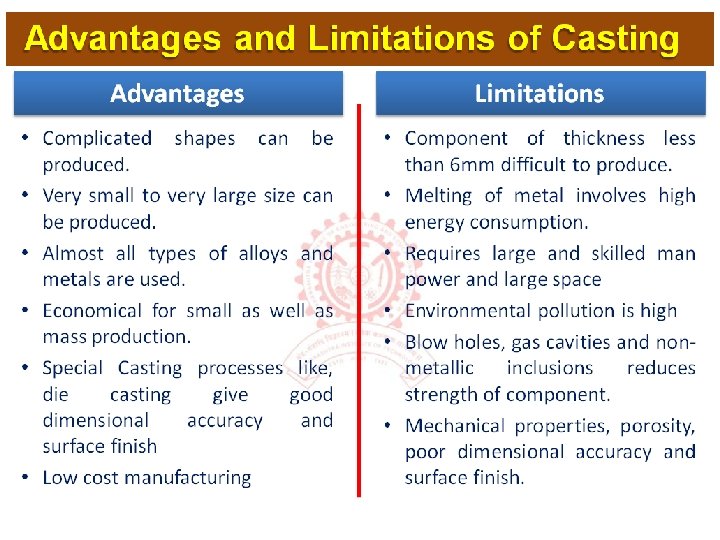
Advantages of casting (i) Fine and dense grained structure is achieved in the casting. (ii) No blow holes exist in castings produced by this method. (iii) The process is economical for mass production. (iv) Because of rapid rate of cooling, the castings possess fine grain structure. (v) Close dimensional tolerance or job accuracy is possible to achieve on the cast product. (vi) Good surface finish and surface details are obtained. (vii) Casting defects observed in sand castings are eliminated. (viii) Fast rate of production can be attained. (ix) The process requires less labor. Disadvantages (i) The cost of metallic mold is higher than the sand mold. The process is impractical for large castings. (ii) The surface of casting becomes hard due to chilling effect. (iii) Refractoriness of the high melting point alloys. Applications (i) This method is suitable for small and medium sized casting such as carburetor bodies, oil pump bodies, connecting rods, pistons etc. (ii) It is widely suitable for non-ferrous casting.

1 2 3 4
- Slides: 30