Machinary for Preperation of Textiles Processes used for





")



























- Slides: 37
Machinary for Preperation of Textiles
Processes used for preparation of textiles can be classified as: § Batch § Semi-continuous § Continuous one Semi continuous and continuous machinery generally is used for textile fabrics. Batch machines are available for fiber, yarn as well as fabrics & garments.
Machines for Batch Process Pre-treatment is carried out mainly on the following machines: • Kier • Winch • Jigger machines.
Kier § Kiers are cylindrical vessels especially designed to carry out scouring of cotton in rope form. § Kiers may be either open in which liquor boils at atmospheric pressure or may be closed when the liquor is boiled high temperature and pressure. § Two types: 1. Vertical kier 2. Horizontal kier
Kier § The capacity of a kier is generally 2 -3 tons but may vary from 0. 5 tons. § Made of stainless steel or cast-iron.
Main parts of kier 1. Cylindrical vessel 2. Mixing tank(liquor prepared according to recipe) 3. Multi tubular heat exchanger(heating the liquor) 4. Perforated false bottom 5. Circular tube(spray liquor on fabric)
FIG: KIER BOILER
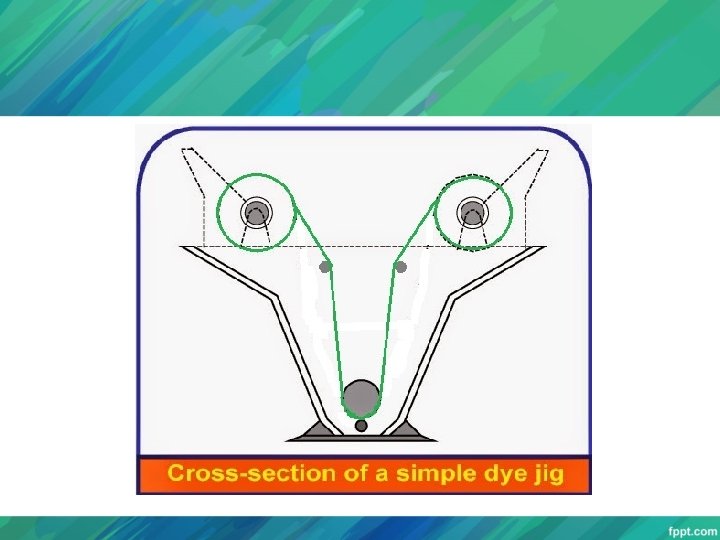
Jigger • Jigger is one of the oldest fabric processing machines. • Can be used for pre-treatment and dyeing of textile fabrics. • It is used for processing of fabrics in open width, tensioned form. • Jigger consists of a V-shaped trough.
Jigger • Two steel or ebonite rollers are fitted above the trough over which the fabric to be treated is wound in roll form. • Fabric passes from one roller trough guide rollers in the trough to the other roller. • Low ML ratio (1: 3 -1: 7). • The liquor in the trough may be heated by steam pipe.
Jigger • Old jiggers • Trough capacity - 200 l • Fabric length - 500 -1000 m • Modern high capacity jiggers • Trough capacity - 750 l • Fabric length - ~5000 m
Winch • It is another old processing equipment which processes fabrics in rope form. • It is suitable for all those fabric which can withstand creasing during rope form processing. • One of the major differences a winch has with a jigger is lower amount of tension working on fabrics during processing.
Winch • The M: L ratio in winches is high, generally around 1: 25. • Due to much lower lengthwise tension imposed on the fabric, winches are better suited for processing of delicate fabrics like knits & woolens. • Winches can be used for desizing, scouring, bleaching or even washing of textile fabrics.
Continuous Preperation • Continuous ranges are used whenever large volume of fabric are being processed. The fabric moves continuously through stages and compartments which provide the chemicals, time, temperature and rinsing needed for cleaning the fabric. • Each stage contains 3 substations: 1. An applicator where the fabric is impregnated with appropriate chemicals. 2. A holding station which provides reaction time and temperature. 3. A washing station for flushing out the impurities.
Semi-continuous or continuous machines Fig: Continuous pretreatment arrangement
Semi-continuous or continuous machines Padding Mangle: • It is one of the most familiar machines for use in dyeing, pre-treatment or finishing. • It is used for application of chemicals or even dyes to the fabric in a uniform manner in open width form. • This machine is used in continuous and semi-continuous methods of chemical/dye application to fabrics.
Padding mangle • A padder consists of a trough and a pair of cylindrical rubber bowls. • The fabric passes under a submerged roll in the trough filled with the treatment bath and then through squeeze rolls. This process is called padding. • The size is generally 170 -200 cm in length and 30 -40 cm in diameter. • The pressure of the padders are 1. 5 - 2 bar. • Two types.
Padding mangle types Two Bowl Padding Mangles Three-Bowl Padding Mangles
J-box § J-Box is one of the popular machines generally used in scouring of cotton fabrics. § J-box is essentially a J-letter shaped stainless steel chute with large fabrics holding capacity. § The fabric is fed from one end & taken out of the other (First in first out) in contrast to a kier where it is first in last out.
J-box • The fabric after saturation with liquor is fed from the top and taken out from the lower end. Depending on fabric speed (150 -300 m/min) and the capacity (10, 000 m) a residence time of 6090 min may be provided. • Fabric may be heated at the entry to the J-box and may retain the temperature due to insulation inside the chamber. M: L ratio 1: 1. • After coming out from the J-box, the fabric is sent to a washer.
Fig: J-box
Steamer • Alternately, after saturating the fabric with the liquor, it may be sent to a steamer. • Steamer provides dwell time, moisture and temperature. • The speed is about 60 m/min, temperature 100 -110°C and residence time 30 sec to 5 min. • The J-boxes have large capacity but, in steamers the capacity is much lower.
• A steamer is generally the combination of roller section-conveyor-bed. • The impregnated fabric enters the roller section where the fabric is exposed to heat and moisture in open sheet form. It is then plaited onto a conveyor-bed to provide reaction time for the chemicals to work before the fabric is washed.
Steamer
Washing unit • Washing is carried out in order to remove water soluble impurities after the completion of wet process. Since washing is done with water, the impurities must be either water soluble or emulsifiable. • After steamer/ J-box fabric flows through washers. • Generally the liquor is stationary and the fabric movement through the liquor provides some mechanical agitation and liquor interchange.
• An open width washer is a simple box containing series of rollers where the lower rollers are submerged in the wash water. • Can be divided into several compartments. Squeezing rollers are placed between them to remove excess liquor.
Fig: Washer
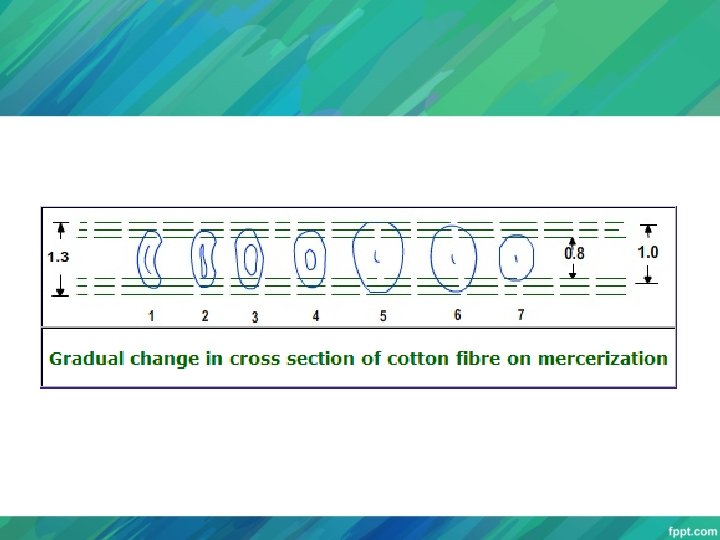
Mercerization • Treatment of cellulosic materials with higher concentrated alkali for short period at lower temperature.
Mercerization is carried out for the following purpose: • Improving luster (silky look, in tension mercerization only). • Improving tensile strength. • Improved dimensional stability. • Increasing uniformity of dyeing & improving color yield (savings in dyestuff).
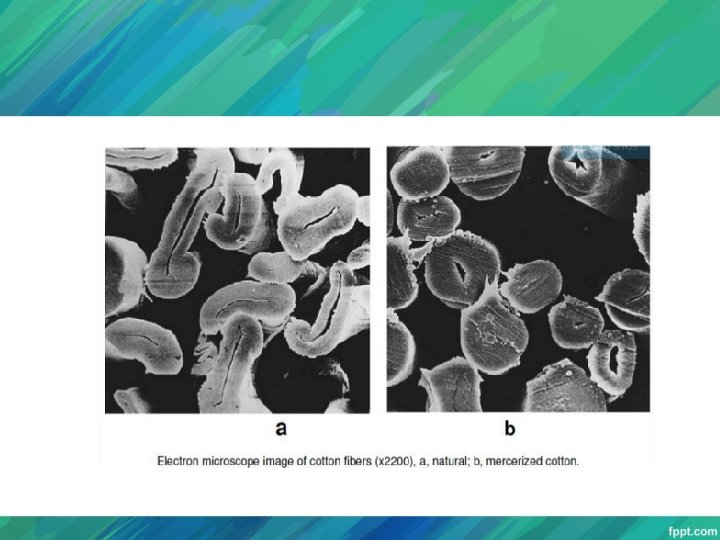
Changes occurred in mercerization • Mercerization causes swelling in fiber. • Swelling causes Cross-section to become rounder, loss of convolutions & detwisting leading to more lustrous surface. • Opening of fiber structure. • Increase in amorphous content due to decrystallization • Effect is observed at 18 -24 % w/w Na. OH solutions. • Higher no of –OH groups available as compared to unmercerized cotton. • Higher moisture regain, dye-uptake and reactivity
When Mercerization Can Be Carried Out? • • At Grey stage After Desizing After Scouring and bleaching
Application process • Application of caustic soda solution around at a Room temperature. • A dwell period of 55 sec on an average. • Tension at both directions. • Finally, washing-off of alkali from the treated fabrics/ yarn.
• 1. Impregnation of the material in in relaxed state, cold caustic solution of required strength and wettability. • 2. Stretching while the material is still impregnated in the caustic solution. • 3. Washing off the caustic soda from the material while keeping the material still in the stretch state.