LME VE KONTROL LME NEDR Birim ad verilen

ÖLÇME VE KONTROL

ÖLÇME NEDİR? Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Örneğin ; cetvel, kumpas ve mikrometre…

KONTROL NEDİR? Parçaların istenilen ölçü sınırları içerisinde yapılıp yapılmadıkları ile özelliklerini tespit etme işlemine KONTROL denir. Örneğin ; gönyeler ve mastarlar ….

ÖLÇME VE KONTROLÜ ETKİLEYEN FAKTÖRLER Ölçme ve kontrolü etkileyen faktörleri şöyle sıralayabiliriz. A. Ölçme aletinin yapılış hassasiyeti B. Ölçme işlemini yapan kimseye C. Ölçme işleminin yapıldığı yerin ışık durumuna ( aydınlatma ) D. Ölçme işleminin yapıldığı yerin ısısına E. Ölçü aletinin ısısına F. Ölçme ve kontrolde yapılan hatalar
 B. Dolaylı (endirekt) olmak üzere iki çeşittir.")
ÖLÇME İŞLEMİNİN YAPILIŞI A. Doğrudan (direkt) B. Dolaylı (endirekt) olmak üzere iki çeşittir.

ÖLÇME İŞLEMİNİN YAPILIŞI A. Direkt Ölçme : Ölçü bölüntüsü olan ölçü aleti ile yapılan ölçmedir. Örneğin, bir milin çapının sürmeli kumpas ile ölçülmesi. B. Endirekt Ölçme : Ölçü bölüntüsü olmayan ölçü aletleri ile ölçme işleminin aktarmalı (taşımalı) olarak yapılmasıdır. Örneğin, dış çap kumpası ile ölçülen her hangi bir milin çapının sürmeli kumpas yardımı ile okunmasıdır.

ÖLÇME İŞLEMİNİN YAPILIŞI

UZUNLUĞUN ÖLÇÜLMESİ A. Metrik Ölçü Sistemi B. İngiliz Ölçü Sistemi

UZUNLUĞUN ÖLÇÜLMESİ A. Metrik Ölçü Sistemi Metrik ölçü sistemi günümüzde dünya devletlerinin çoğunda ( İngiltere, ABD ve İngiliz Milletler Topluluğuna bağlı ülkeler hariç. ) kullanılan bir ölçü sistemidir. Metrik sistemde ölçü birimi METREdir. Makinecilikte ise daha çok metrenin binde biri olan MİLİMETRE hatta daha hassas ölçülerde MİKRON kullanılır.
 Hektometre(hm) Dekametre(dam) Metre(m) Desimetre(dm) Santimetre(cm) Milimetre(mm) Mikro metre(µm)")
UZUNLUĞUN ÖLÇÜLMESİ Kilometre(km) Hektometre(hm) Dekametre(dam) Metre(m) Desimetre(dm) Santimetre(cm) Milimetre(mm) Mikro metre(µm)
 sistemi Bu ölçü sisteminde birim “Yarda”dır. 1 Yarda =")
UZUNLUĞUN ÖLÇÜLMESİ B. İnch (parmak) sistemi Bu ölçü sisteminde birim “Yarda”dır. 1 Yarda = 3 Ayak = 36 Parmaktır. Makine ve metal teknolojilerinde Yardanın as katlarından parmak ve bölüntüleri kullanılır. Parmak (˝) işareti ile ifade edilir. 1˝, 2˝, 1/2˝, 5/16˝, 3/8˝ gibi gösterilir. 1˝ = 25. 4 mm‘dir.

Ölçmede kullanılan aletler ve bu aletlerin kullanılması Ölçme aletleri, yapılarına göre ve ölçtükleri büyüklüklere göre iki grupta incelenebilir. • Yapılarına göre ölçme aletleri o Mekanik ölçü aletleri (çelik cetvel, şerit metre ve sürmeli kumpas vb. ) o Elektronik ölçü aletleri (lazerler) o Elektro-mekanik ölçü aletleri (dijital kumpaslar ve dijital mikrometreler) • Ölçtükleri büyüklüklere göre ölçme aletleri o Uzunluk ölçen aletler o Doğrultu ölçen aletler o Isı ölçen aletler o Basınç ölçen aletler o Yükseklik belirlemeye yarayan aletler

Uzunluk ölçü aletlerinin gruplandırılması A. Bölüntülü ölçü aletleri 1. Metreler 2. Çelik cetveller B. Ölçü taşıma aletleri 1. Pergeller, 2. İç ve dış çap kumpasları C. Ayarlanabilir ölçü aletleri 1. Sürmeli kumpaslar 2. Mikrometreler D. Sabit ölçü aletleri 1. Şablonlar 2. Mastarlar

A. Bölüntülü Ölçü Aletleri 1. Metreler En yalın el ölçme aletleridir. Metal işlerinde kullanılan metreler esnek yapıdadır. Bu nedenle çoğu zaman şerit metre olarak anılır. Uzunlukları 3 metre ile 5 metre arasında değişir. Üzerlerinde bulunan milimetrik bölüntü baskı ile sağlandığından güvenirlikleri tam değildir.

A. Bölüntülü Ölçü Aletleri 2. Çelik Cetveller Çelik cetvellerin bölüntüleri ve yazıları asit ile aşındırılarak üretilmiştir. Eğilebilir ve eğilemez türlerde olanları vardır. Boyları 150, 200, 300 ve 500 mm arasında değişir

A. Bölüntülü Ölçü Aletleri

B. Ölçü Taşıma Aletleri Bu ölçü aletleri, bilenen bir ölçüye göre ayarları yapılarak kullanılan ölçme aletleridir. Ölçü ayarları çoğu zaman bölüntülü ölçü aletleri ile yapılır. 1. Pergeller, iş parçasının üzerine daire ve yaylar çizmek, delikleri yerleştirmek ve diğer ölçüleri taşımak amacıyla yapılan işlerde kullanılan bir el aletidir. Atölyelerde kullanılan değişik yapıda pergele rastlamak mümkündür.

B. Ölçü Taşıma Aletleri

B. Ölçü Taşıma Aletleri 2. İç ve dış çap kumpasları Ölçü taşımada kullanılan aletlerdir. Özellikle sıcak iş atölyelerinde yapılan işlerde yüksek sıcaklık nedeniyle çap kumpası olarak adlandırılan aletler kullanılır. Bu tür ortamlarda diğer ölçme ve kontrol aletlerinin kullanılması önerilmez.

B. Ölçü Taşıma Aletleri 2. İç ve dış çap kumpasları Çap kumpasları üzerinde bölüntülü ölçü çizelgesi yoktur. Bu nedenle kumpas, iş parçasına değdirmek suretiyle ölçü kontrolü yapmaya yarar. Bu tür aletler, cetveller, sürmeli kumpaslar ya da mikrometreler ile birlikte kullanılır.

C. Ayarlanabilir ölçü aletleri 1. Sürmeli Kumpaslar Paslanmaz çelikten üretilen sürmeli kumpaslar, hareketli bir çene ile gövdeden meydana gelir (Resim 2. 1). Çalışma ortamında meydana gelecek zorlamalara karşı direncinin artması için sertleştirilmiş bir yapıya sahiptir. Sertleştirilip taşlandıktan sonra asitten etkilenmeyen şeffaf bir madde ile ince bir tabaka hâlinde kaplanır. Bu işlemden sonra hassas bölme makinelerinde bölüntüleri işaretlenir. Son olarak da işaretlenmiş bölüntüler, asitle işlenerek bu kısımların derinleşmesi sağlanır.

C. Ayarlanabilir ölçü aletleri 1. Sürmeli Kumpaslar Dijital kumpas Saatli kumpas Verniyerli kumpas

C. Ayarlanabilir ölçü aletleri

1. Dış ölçü çeneleri 2. İç ölçü çeneleri 3. Kuyruk 4. mm’lik cetvel 5. İnch cinsinden bölüntülü cetvel 6. mm’lik verniyer sürgü 7. İnch cinsinden verniyer sürgü 8. Baskı mandalı

SÜRMELİ KUMPASLARIN ÖLÇÜ SİSTEMLERİNE GÖRE ÇEŞİTLERİ Milimetrik ölçme yapan sürmeli kumpaslar 1. 1/10 mm. verniyeli sürmeli kumpaslar. 2. 1/20 mm. verniyeli sürmeli kumpaslar 3. 1/50 mm. verniyeli sürmeli kumpaslar Parmak ( inç ) ölçme yapan sürmeli kumpaslar 1. 1/32” verniyeli sürmeli kumpaslar. 2. 1/64” verniyeli sürmeli kumpaslar 3. 1/128” verniyeli sürmeli kumpaslar 4. 1/1000” verniyeli sürmeli kumpaslar

C. Ayarlanabilir ölçü aletleri 1. 1/10 MM. VERNİYELİ SÜRMELİ KUMPASLAR Bu kumpaslarda cetvel üzerindeki 9 mm’lik kısım, verniyer üzerinde 10 eşit parçaya bölünmüştür. Cetvelin üzerindeki iki çizgi aralığı 1 mm olduğuna göre sürgü üzerindeki çizgi aralığı 9/10 = 0, 9 mm’dir. Buna göre bu kumpasın hassasiyeti 1 -0, 9 = 0, 1 mm’dir. Bu kumpas ile ölçüm yapılırken sürgü kısmındaki her bir çizgi cetveldeki tam değerden sonra 0, 1 olarak okunur

C. Ayarlanabilir ölçü aletleri

C. Ayarlanabilir ölçü aletleri

C. Ayarlanabilir ölçü aletleri

C. Ayarlanabilir ölçü aletleri

C. Ayarlanabilir ölçü aletleri

C. Ayarlanabilir ölçü aletleri

C. Ayarlanabilir ölçü aletleri 2. 1/20 MM. VERNİYELİ SÜRMELİ KUMPASLAR Bu kumpaslarda cetvel üzerindeki 19 mm’lik kısım, sürgü üzerinde 20 eşit parçaya bölünmüştür. Cetvel üzerindeki iki çizgi aralığı 1 mm olduğuna göre sürgü üzerindeki çizgi aralığı 19/20 = 0, 95 mm’dir. Buna göre bu kumpasın hassasiyeti 1– 0, 95 = 0, 05 mm’dir. Bu kumpas ile ölçüm yapılırken sürgü kısmındaki her bir çizgi cetveldeki tam değerden sonra 0, 05 olarak okunur

C. Ayarlanabilir ölçü aletleri

C. Ayarlanabilir ölçü aletleri

C. Ayarlanabilir ölçü aletleri

C. Ayarlanabilir ölçü aletleri

C. Ayarlanabilir ölçü aletleri

C. Ayarlanabilir ölçü aletleri 3. 1/50 MM. VERNİYELİ SÜRMELİ KUMPASLAR Bu kumpaslarda cetvel üzerindeki 49 mm‘lik kısım sürgü üzerinde 50 eşit parçaya bölünmüştür. Cetvel üzerindeki iki çizgi aralığı 1 mm olduğuna göre sürgü üzerindeki çizgi aralığı 49/50 = 0, 98 mm’dir. Buna göre bu kumpasın hassasiyeti 1– 0, 98 = 0, 02 mm’dir. Bu kumpas ile ölçüm yapılırken sürgü kısmındaki her bir çizgi cetveldeki tam değerden sonra 0, 02 olarak okunur.

C. Ayarlanabilir ölçü aletleri

C. Ayarlanabilir ölçü aletleri

C. Ayarlanabilir ölçü aletleri • Derinlik Kumpasları Bu kumpaslarla kademeli kanal, delik derinlikleri ölçülür. Ölçülecek gerecin özelliğine göre değişik çeşitleri vardır. Ayrıca düzgün boyutsal uzunluk, genişlik ve yükseklikler de ölçülür ve kontrol edilir. Esas bölüntü cetveli hareketli, verniyer bölüntülü sürgü ise hareketsizdir

C. Ayarlanabilir ölçü aletleri Derinlik Kumpasları Metrik sisteme göre 1/10, 1/20 ve 1/50 mm verniyer bölüntülü olan derinlik kumpasları vardır.

C. Ayarlanabilir ölçü aletleri Özel Kumpaslar • Çizecek uçlu kumpaslar • Pergel uçlu kumpaslar • Mafsal çeneli kumpaslar • Merkezler arası ölçme kumpasları • İç ve dış çap kumpasları • Modül kumpasları

C. Ayarlanabilir ölçü aletleri • Çizecek uçlu kumpaslar Genel olarak markalama işlemlerinde kullanılır. Bu kumpaslarda cetvelin ucuna bir çizecek tespit edilir cetvel çubuk şeklinde olup üzerinde verniyer bölüntülü sürgü hareket etmektedir. Kumpas, istenilen ölçüye ayarlandıktan sonra sürgünün dayama yüzeyi parçanın esas yüzeyine yaslanır ve esas yüzey doğrultusunda kaydırılarak parça üzerine ölçü aktarılır

C. Ayarlanabilir ölçü aletleri • Çizecek uçlu kumpaslar

C. Ayarlanabilir ölçü aletleri • Pergel uçlu kumpaslar Kanal yüzeyinden oluk içi ölçüm yapan sivri uçlu kumpas modeli

C. Ayarlanabilir ölçü aletleri • Mafsal çeneli kumpaslarda, sürgü üzerindeki çene mafsal bağlantılıdır. Mafsallı çene, ekseni etrafında 180 derece dönebilmektedir. Kumpas bu açı içersindeki değişik konumlu iç ve dış çap ölçme, ölçü aktarma veya benzeri ölçme ve kontrol işlemlerinde kullanılır.

C. Ayarlanabilir ölçü aletleri • Mafsal çeneli kumpaslar

C. Ayarlanabilir ölçü aletleri • Merkezler arası ölçü kumpaslar

C. Ayarlanabilir ölçü aletleri • İç ve dış çap kumpasları

C. Ayarlanabilir ölçü aletleri

C. Ayarlanabilir ölçü aletleri • Modül kumpasları Dişli çarkların diş genişliği ve diş üstü yüksekliğinin ölçülmesinde kullanılır. Modül kumpaslarında birbirine dik iki tane dik çene vardır. Birinci cetvel üzerinde, diş üstü yüksekliğini ayarlamak için verniyer bölüntülü sürgü, ikinci cetvel üzerinde ise diş genişliğini ölçmeye yarayan verniyer bölüntülü sürgü vardır

C. Ayarlanabilir ölçü aletleri • Modül kumpasları

Kumpasların Kullanılması, Bakımı ve Korunması Kumpasların bakımı, kullanımı sırasında başlar. Bu tür aletlerin diğer el aletlerinden daha hassas özellikler taşımaları, kullanılmaları sırasında bir dizi önlemin alınmasını gerekli kılar. Her şeyden önce çalışma tezgâhının üzerinde kullanılmadıkları sırada duracakları yer bile diğer aletlerden ayrı bir bölme olmalıdır. Aksi takdirde hassas ölçme ve kontrol yapılamaz. Hassas ölçme ve kontrol yapılamamasının diğer bir anlamı da yanlış ölçme ve kontrol yapılması demektir ki metal işlerinde birçok işlem basamağı hata kabul etmez.

Kumpasların Kullanılması, Bakımı ve Korunması Temizliklerinde hafif yağlı bir bez kullanılması, yüzeylerinin kararmasına engel olacağı gibi oksitlenmesini de engelleyecektir. Sürmeli kumpas ile ölçü alınırken ölçme çeneleri arasında iş parçası aşırı bir şekilde sıkıldığı takdirde aletin hassasiyetine zarar verilir.

MİKROMETRELER 2. Mikrometreler Kumpaslarla yapılan ölçmelerde hassasiyet en çok 0, 02 mm. dir. Ancak her parçanın ölçüsü kumpasların ölçme hassasiyeti içinde olmayabilir. Bu nedenle kumpaslar daha hassas ölçülerin ölçülmesinde yeterli olmayabilir. Kumpaslarda verniye üzerindeki çizgilerin çokluğu ve hangi çizginin hangi çizgi ile çakıştığının belirlenmesi okumayı zorlaştıran etkenlerdendir.

MİKROMETRELER 2. Mikrometreler Bu olumsuzlukları ortadan kaldırmak için, daha hassas ölçü aleti olan mikrometreler yapılmıştır. Mikrometrelerde okuma kolaylığı ve hassaslık derecesi kumpaslara göre daha fazladır. Mikrometrelerin ölçme hassasiyeti 0, 01 mm. dir. Hatta ölçme hassasiyeti 0, 001 mm. olan mikrometrelerde vardır.

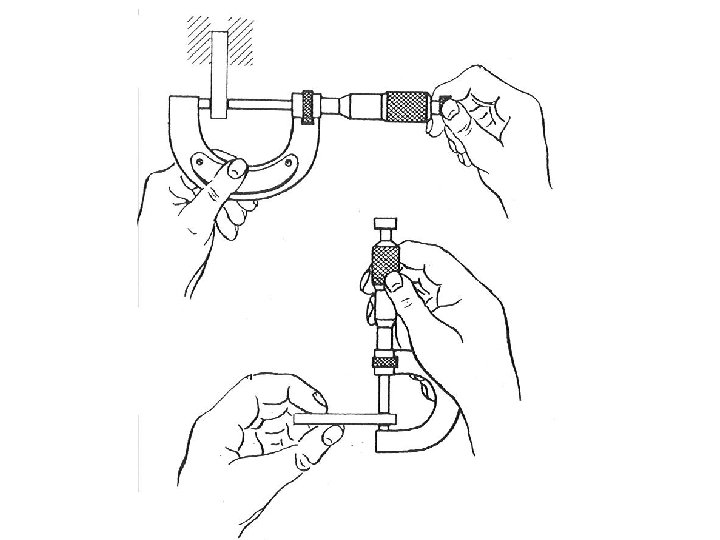
MİKROMETRELER 2. Mikrometreler Mikrometre, yuvarlak parçaların çaplarını ve düz parçaların da kalınlıklarını ölçmede kullanılan bir alettir. Bir somun içinde hareket eden bir dişli milden ya da vidadan oluşur. Milin dönmesi sonucu, uç bölüm ileri-geri hareket ederek karşı çeneye (örs) yaklaşıp uzaklaşır

MİKROMETRELER 2. Mikrometreler

MİKROMETRELER Mikrometrelerin Ölçme Aralığı Mikrometrenin ölçme alanı, 0 – 25 mm, 25 – 50 mm, 50 – 75 mm, 75 – 100 mm, 100 – 125 mm, 125 – 150 mm gibidir. Ancak 300 mm den büyük ölçüler için ölçme alanı 100 mm dir. Örneğin, 300 – 400 mm, 400 – 500 mm, 900 – 1000 mm gibi.

MİKROMETRELER Mikrometrelerin Ölçme Baskısı Mikrometrelerin ölçme baskısı 250 gr dır. Bu 250 gr lık baskı cır vidası arkasına yerleştirilen bir yay ile sağlanır.

MİKROMETRELER

MİKROMETRELER Mikrometre Çeşitleri Mikrometreler ölçüm sitemlerine ve kullanım yerlerine göre sınıflandırılabilir. Ölçü sistemlerine göre mikrometreler • Metrik mikrometreler • Parmak (") mikrometreler Kullanım alanlarına göre mikrometreler • Dış çap mikrometreleri • İç çap mikrometreleri • Derinlik mikrometreleri • Modül mikrometreleri • Vida mikrometreleri • Özel mikrometreler

MİKROMETRELER Mikrometrelerde vidalı mile adımı 0, 5 mm. olan vida açılmıştır. Hareketli kısmın ( tamburun ) bir tuğ dönmesi ile hareketli çene 0, 5 mm. hareket eder. Kovan üzerinde sıfırdan itibaren, yatay çizginin üst kısmında 1 mm. yi gösteren bölüntüler alt kısmında ise 0, 5 mm. yi gösteren bölüntüler vardır. Tambur çevresi 50 eşit parçaya bölünmüştür. Tambur bir dönmede 0, 5 mm. hareket sağlar. Buna göre tambur çevresindeki iki çizgi arası 0, 5 : 50 = 0, 01 mm. olur. Bu da mikrometrenin ölçme

MİKROMETRELER Tüm hassas ölçü yapan aletlerde olduğu gibi mikrometre kullanılırken de dikkatli davranmak gerekir. Bu nedenle ölçüm yapılması sırasında kovan, kesinlikle bir vida gibi sonuna kadar sıkıştırılmamalıdır. Aşırı sıkma, dişlerin yalama olmasına bu da yanlış ölçme sonuçları elde edilmesine yol açar. Ölçülecek parça, mil yüzeyi ile karşı çene arasında yumuşak biçimde tutulmalıdır. Yani ne aşırı sıkılmalı, ne de düşecek kadar gevşek bırakılmalıdır.

MİKROMETRELER Metrik Mikrometreler Endüstride en yaygın olarak metrik bölüntülü mikrometreler kullanılır. • 1/100 mm’lik (0. 01 mm) hassasiyette ölçüm yapan mikrometreler • 1/200 mm’lik (0. 005 mm) hassasiyette ölçüm yapan mikrometreler • 1/1000 mm’lik (0. 001 mm) hassasiyette ölçüm yapan mikrometreler
 Hassasiyetli Metrik Ölçü Sistemine Göre Mikrometreler ve Okunuşları •")
MİKROMETRELER 0, 01 mm (1/100) Hassasiyetli Metrik Ölçü Sistemine Göre Mikrometreler ve Okunuşları • Vidalı ölçme aleti tanbur 1 tam turu 0, 5 mm • Vidalı ölçme aleti tanbur 2 tam turu 1 mm

MİKROMETRELER 1/100

MİKROMETRELER 1/100

MİKROMETRELER 1/100

MİKROMETRELER 1/100

MİKROMETRELER 1/100
 Hassasiyetli Metrik Ölçü Sistemine Göre Mikrometreler ve Okunuşları")
MİKROMETRELER 1/200 0, 005 mm (1/200) Hassasiyetli Metrik Ölçü Sistemine Göre Mikrometreler ve Okunuşları • Vidalı ölçme aleti tanbur 1 tam turu 0, 5 mm • Vidalı ölçme aleti tanbur 2 tam turu 1 mm

MİKROMETRELER 1/200

MİKROMETRELER 1/200

MİKROMETRELER 1/1000 0, 001 mm Hassasiyetli Metrik Ölçü Sistemine Göre Mikrometreler ve Okunuşları Bu tip mikrometrelerde tanbur iki kısımdan oluşur. Tanbur diğer mikrometrede olduğu gibi çevre yine 50 eşit parçaya bölünmüştür. Tanburun sol kısmında ise çevredeki 9 bölüm çizgisi alınmış ve 10 eşit parçaya bölünmüştür. Buna göre, tanbur çevresinde iki çizgi arası 0, 01 mm’dir.

MİKROMETRELER 1/1000 O halde tanburun solundaki iki çizgi arası 0, 009 mm ile sağdaki iki çizgi arası 0, 01 mm yana gelince aradaki fark;

MİKROMETRELER 1/1000 • Örnek 1 - Mikrometre kovan cetvelinde 12 mm’yi geçmiştir. 2 - Tanburun döner cetveli 0, 32 mm’yi geçmiştir. 3 - Tanburun solundaki sabit cetvelde 5. çizgiyle çakıştığından toplam ölçü ; 12, 325 mm

MİKROMETRELER 1/1000 • Örnek; 1 -Mikrometre kovan cetvelinde 9 mm’yi geçmiştir. 2 -Mikrometre kovan alt cetvelinde 0, 5 mm’yi geçmiştir. 3 -Tanburun döner cetveli 0, 30 mm’yi geçmiştir. 4 -Tanburun solundaki sabit cetvelde 9. çizgiyle çakıştığından toplam ölçü ; 9, 539 mm

YÜZEY VE AÇI KONTROLÜ YAPMAK Kontrol Üretimde işler belli ölçü ve şekillerde yapılır. Ortaya çıkan ürün ya da hizmetin ihtiyacı karşılaması en önemli çıktımızdır. Bunu görebilmek için yaptığımız işlerin kontrol edilmesi zorunluluğu vardır. Endüstriyel üretimin her türünde kalite ve kontrol önemli birim olmuştur.

Kontrolün Tanımı ve Önemi Üretimin ölçü sınırları içinde yapılıp yapılmadığının değişik araçlar ile kontrolü sonucunda, işin kullanılır olup olmadığının tespitine kontrol adı verilir. Ölçme ile kontrolün aynı kişiler tarafından yapılması büyük işletmelerde tercih edilmez. Ölçme işlemini yapan kişinin kontrol işlemini de yaptığı takdirde hatalar meydana geldiği, tecrübeler sonucunda görülmüştür. Bu nedenle kontrolün başka kimseler tarafından yapılması önerilir. Bu değişik üretim safhalarından geçen ölçülmüş iş parçalarının bir kontrol bölümünce denetlenmesi anlamını taşır. Özellikle büyük işletmelerde kontrol işleminin ayrı bir bölümde yapılmasına önem verilir.

GÖNYELER Yüzeylerin düzlemselliğinin ve yüzeyler arasındaki açıların kontrol edilmesinde kullanılan aletlere GÖNYE denir. 1. Komşu yüzeylerin dikeyliğinin kontrol edilmesi 2. Markalama işleminde birbirine dikey olan çizgilerin çekilmesi 3. Açıların taşınması

GÖNYELER GÖNYE ÇEŞİTLERİ Gönyeler kullanım yeri ve şekline göre çok çeşitlidir. A. Yüzey gönyeleri (kıl gönyeler) B. Sabit açı gönyeler C. Ayarlı açı gönyeler D. Basit bölüntülü açı gönyesi E. Verniyeli açı gönyesi F. Üniversal açı gönyesi G. Optik açı gönyesi H. Saatli açı gönyesi İ. Sinüs cetveli
 Yüzeylerin düzgünlüklerinin ve dikliklerinin kontrolünde kullanılır. Gönyelerin uç")
GÖNYELER A- Yüzey Gönyeleri (Kıl Gönyeler) Yüzeylerin düzgünlüklerinin ve dikliklerinin kontrolünde kullanılır. Gönyelerin uç kısımları konik (keskin) olduğundan hassas bir şekilde kontrol yapılabilir

GÖNYELER B. Sabit açı gönyeler Parçaların düzlemselliğinin yanı sıra komşu yüzeyler arasındaki açının kendi sabit açısına eşit olup olmadığını kontrol eder. 30° - 45° - 60° - 90° ve 120° açılı sabit açı gönyeleri vardır. Somun ve benzeri parçaların yüzeylerini de kontrol ettiği için somun gönyesi de denir. Sabit açılı gönyeler, iç gerginlikleri giderilmiş çelik ya da paslanmaz çeliklerden üretilir.

GÖNYELER B. Sabit açı gönyeler

GÖNYELER C. Ayarlı açı gönyeleri, üzerinde açı bölüntüleri olmayan önceden belirlenen bir açıya göre kontrol etmede yada taşımalı olarak açıları ölçmede kullanılırlar

GÖNYELER D. Basit bölüntülü açı gönyesi Üzerinde basit açı bölüntüleri olan açıların ölçüldüğü yada istenirse markalamada kullanılan açı gönyeleridir.

GÖNYELER D. Basit bölüntülü açı gönyesi Ayarlı gönyenin ayarlanması 1. Sabitleme somunu 2. Kılıç 3. Açıölçer

GÖNYELER E. Verniyeli açı gönyesi Verniyeli açı gönyeleri, derecenin dakikalarını okuyabilmek için yapılmış hassas açı gönyeleridir. Tam derecelerden başka dakikaları okuyabilmek için yardımcı açı verniye bölüntüsü vardır.

GÖNYELER F. Üniversal açı gönyesi Çeşitli açı ölçülerinin elde edilmesinde ve okunmasında kullanılan hassas ve yüksek ölçme tamlığında olan bir ölçü aletidir. 360° ye kadar tüm ölçüleri ölçer. Üniversal açı dairesi birbirinin devamı 4 90°ye bölünmüştür. Herhangi bir ölçmede elde edilen açının sabit kalması için sıkma vidasından faydalanılır. Verniyesi 2’ ve 5’ olarak düzenlenmiştir.

GÖNYELER F. Üniversal açı gönyesi

GÖNYELER F. Üniversal açı gönyesi
 açı verniyesinin yapılışı")
GÖNYELER F. Üniversal açı gönyesi (5’) açı verniyesinin yapılışı
 açı verniyesinin yapılışı ; Açı verniyesinin yapılma yöntemi ve okunması önceki konularda")
GÖNYELER (5’) açı verniyesinin yapılışı ; Açı verniyesinin yapılma yöntemi ve okunması önceki konularda anlatılan verniyelere benzer. Fakat burada verniyenin açı verniyesi, bölüntülerin de açı bölüntüleri olduğuna dikkat edilmelidir. 4 tane 90° olarak bölümlenen açı dairesi üzerinde 23° lik açı döner disk üzerine taşınarak 12 eşit açı bölüntüsüne ayrılmıştır. Bu şekilde bölünme ile (23/12)° lik açı verniyesi bölüntüleri elde edilir. Açı dairesi üzerindeki 23° lik kısım verniyede 12 eşit parçaya bölünmüştür.
 Önce verniyenin sıfır çizgisinin en son")
Açı Verniyesinin Okurken Şu Özelliklere Dikkat Edilmelidir. a) Önce verniyenin sıfır çizgisinin en son geçtiği tam derece okunur. b) Tam dereceye, açı bölüntüleri ile kesişen verniye çizgisinin gösterdiği dakika eklenir.
 açı verniyesinin yapılışı Açı dairesi üzerindeki 29°")
GÖNYELER F. Üniversal açı gönyesi ( 2’) açı verniyesinin yapılışı Açı dairesi üzerindeki 29° lik kısım verniyede 30 eşit parçaya bölünmüştür.

GÖNYELER Tam Açı : 42° 00’ 2’ Verniye : 0° 08’ Açı Değeri : 42° 08’

GÖNYELER G. Optik açı gönyesi Bu açı gönyesi ölçme şekli ve kullanılışı bakımından üniversal açı gönyesinin aynısıdır. Yalnız bu gönyelerde bölüntüler dışarıdan görülmez ve verniyesi yoktur. İç kısmındaki açı bölüntüleri ışığa karşı tutulan bir gözetleme deliğinden mercek ile büyütülmüş olarak görülür Açı bölüntüleri 5’yı gösterecek şekilde her derece 12 eşit parçaya bölünerek yapılmıştır.

GÖNYELER G. Optik açı gönyesi

GÖNYELER H. Saatli açı gönyesi Ölçü saatinin kadranı en küçük bölüntü 5’yı gösterecek şekilde 120 ye bölünmüştür. Dolayısı ile ibrenin bir devri 10° gösterir. Kadrandaki bir delikten de onar giden derece bölüntüleri okunabilmektedir. Bu ikinci kadran 4 x 90° olarak bölümlendirilmiştir. Üst kadrandaki sayılar dönüş yönüne göre kırmızı ve siyah iki sıra halinde yazılmışlardır. Böylece sağ ve sol dönüşler için ayrı hesaplama yapmadan açı ölçülebilir. İkinci kadrandaki sayılar da bunlara uygun olarak kırmızı ve siyahtır. Bundan başka çapraz daire çeyrekleri içindeki sayılarda aynı şekilde renklidir. Bu gönyelerde okuma daha kolaydır.

GÖNYELER H. Saatli açı gönyesi

GÖNYELER I. Sinüs cetveli, kromlu çelikten dengeli olarak yapılmış ve yüzeyleri çok hassas olarak işlenmiş bir çubuk olup merkezler arasındaki uzaklığı 100 mm. ( bazı sinüs cetvellerinde 200 mm. ) olan iki silindir arasına oturtulmuştur.

Sinüs teorisi Sinüs Teorisi Sinüs cetvellerinin kullanılma yöntemi, dik üçgendeki trigonometrik bağlantılara dayanır. Dik üçgende bir açının sinüsü; karşı dik kenarın hipotenüse oranıdır. Bu nedenle bütün ölçmelerde sinüs cetveli, ( L ) hipotenüsünü oluşturur. Ölçü mastarları ise ( H-h ) dik kenarını oluşturur. Sinüs cetvelinin uzunluğu ve ölçü mastarlarının değeri bilindiği için dik üçgenin (L) hipotenüsü ve (H-h) dik kenarı biliniyor demektir. Bu durumda dik üçgendeki sinüs teoremine göre:
 / L olduğundan bilinmeyen a değeri bulunarak problem")
Sinüs teorisi Sin a = (H-h) / L olduğundan bilinmeyen a değeri bulunarak problem çözülür. Bazı durumlarda a açısı biliniyorsa aynı teoremden gidilerek ( H-h ) kenarının karşılığı olan ölçü mastarının değeri bulunabilir.

Sinüs cetveli; açıların, koniklerin ve eğimlerin ölçülmesinde, iş parçalarının, aparatların ve tezgahların ayarlanmasında kullanılır.

MASTARLAR

MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde, ölçü ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere MASTAR denir. Mastarların bazıları doğrudan doğruya, bazıları da dolaylı olarak ölçme ve kontrol işlemlerinde kullanılır

MASTARLAR MASTAR ÇEŞİTLERİ 1. Prizmatik Mastarlar 2. Silindirik Mastarlar 3. Vida Kalem Mastarlar 4. Profil Mastarlar 5. Konik Mastarlar 6. Kalınlık Mastarları

MASTARLAR 1. Prizmatik Mastarlar Bu mastarlar çelik yada dökme çelikten yapılmıştır. Ölçme, kontrol ve markalama işlemlerinde kullanılır. Biçimleri prizmatik olup, bütün yüzeyleri hassas olarak işlenmiş ve taşlanmıştır. Mikrometre, kumpas, kompratör gibi ölçü aletleri ile birlikte kullanılır.

MASTARLAR

MASTARLAR 2. Silindirik Mastarlar Bu mastarlar ile silindirik iç deliklerin ölçme ve kontrol işlerinde faydalanılır. Bu mastarlar da çelik ve dökme çeliklerden yapılmış, sertleştirilmiş ve hassas ölçüye taşlanmıştır. Çeşitli çap ve boylarda yapılır. Silindirik mastarlarla atölyelerde, 90° gönyelerin, pleyt üzerinde diklik kontrolü de yapılır.


MASTARLAR 3. Vida Kalem Mastarlar Bu mastarlar tornada vida kalemlerinin bilenmeleri, kalem ayarlamaları için kullanılır.

MASTARLAR 4. Profil Mastarlar Makine parçalarının fatura birleşme yerlerinde yapılması istenen iç bükey ya da dış bükey kavislerin ( profillerin ) kontrolünde kullanılır.

Ayrıca torna tezgahlarında diş açmada kullanılan vida mastarları da vardır. Bu mastarlara aynı zamanda Diş Tarakları da denir. Bunlar torna tezgahında açılan vida dişlerinin istenilen adımda ya da parmaktaki diş sayısında olup olmadıklarının kontrolünde ve açılan vida dişlerinin uygun derinlikte olup olmadıklarının kontrolünde de kullanılırlar.

MASTARLAR 5. Konik Mastarlar Motorculukta ve makinecilikte kullanılan bu mastarlar, silindirik ve lama biçimlidirler. Mastar, üzerindeki ölçülerden yararlanılarak istenilen ölçüye göre kontrol yapılır. Taşlanacak olan deliğe mastar sokulur ve mastar üzerindeki bölüntülerden yararlanılarak istenilen ölçüye göre kontrolleri yapılır.


MASTARLAR 6. Kalınlık Mastarları Değişik amaçlar için kullanılan bu mastarlar çeşitli kalınlıktaki çelik sac ya da tellerden yapılmışlardır. Hassa olarak taşlanmış olan bu mastarlar genellikle otomotiv sektöründe yaygın olarak kullanılırlar. Aynı zamanda sac ve tel türü malzemelerin ölçülmesinde kullanılırlar. Metrik ve Parmak ölçülerinde olanları vardır. Piyasada bu tür mastarlara sentil denilmektedir.

MASTARLAR

MASTARLAR

SINIR MASTARLARI Parçaların istenilen sınır ölçüleri içerisinde yapılıp yapılmadıklarını kontrol etmek üzere yapılan mastarlara SINIR MASTARLARI denir.

SINIR MASTARLARININ ÇEŞİTLERİ 1. Çatal Mastarlar 2. Tampon Mastarlar 3. Dış Vida Mastarları 4. İç Vida Mastarları

SINIR MASTARLARI 1. Çatal Mastarlar Bu mastarlar silindirik iş parçalarının dış çaplarının ölçülmesinde kullanılırlar. Bu mastarlarla ölçülecek parçalar hassas oldukları için taşlanmış olmaları gerekir. Çünkü daha kaba olan ölçüleri kumpas, mikrometre vb. ölçü aletleri ile ölçmek mümkündür

Aşağıda görüldüğü bu tür mastarların her iki ucu ay şeklindedir. Genellikle çelik dökümden yapılmış olup uç kısımları sertleştirilmiş ve daha sonra da taşlanmıştır. Dış ortamın ısı vb. olumsuzluklarından kolaylıkla etkilenmemesi için gövdesi kaburgalı olarak yapılmıştır. Yine bu mastarlarda geçer taraf mavi, geçmez taraf da kırmızı renktedir.
 yazılır. Tolerans değerleri")
Gövde üzerinde ana ölçü ve yanında geçme tolerans türü (j 6) yazılır. Tolerans değerleri ise her uçta ve bindelik olarak yazılıdır. Örneğin yukarıdaki mastarın geçer taraf ölçüsü 25+0, 009, geçmez tarafın ölçüsü ise 24, 096’dır. 100 mm kadar olanlar çift taraflı daha büyük olanlar ise tek taraflı olarak imal edilirler. Bu tür mastarların geçer/geçmez kısımları aynı bölgededir. Öndeki uç geçer sonraki uç ise geçmez ölçüleri ifade eder.


SINIR MASTARLARI 2. Tampon Mastarlar Delik çaplarının istenilen ölçü sınırları içerisinde yapılıp yapılmadıklarının kontrolünde kullanılırlar. Aşağıda görüldüğü gibi bu mastarların silindirik şekilde iki ucu vardır. Bu uçlardan biri geçer diğer ise geçmez ölçüdedir. Kontrol esnasında geçer taraf kontrol edilen delikten boşluksuz olarak geçmeli, geçmez taraf ise geçmemelidir.

Yukarıda görüldüğü gibi mastar gövdesi üzerinde ölçebileceği ana ölçü ve toleransını gösteren bilgiler bulunur. Ayrıca her iki uçta ölçüm tolerans değerleri yazılıdır. Yine dikkat edilecek olursa geçmez taraf (NO GO) daha kısa ve kırmızı renkle, geçer taraf (GO) ise daha uzundur. Bazı türlerinde geçer taraf mavi renkle işaretlenmişlerdir.

SINIR MASTARLARI 3. Dış Vida Mastarları Dış vidaların uygunluğunun kontrolünde kullanılırlar. Mastarlar sertleştirilip taşlanmıştır. Mastarın üzerinde vida değeri, adımı ve toleransı belirtilir. Mastar açılan vidaya uyarsa parça uygundur. Geçmezse hatalı olmuştur.

SINIR MASTARLARI 4. İç Vida Mastarları Dış vidaların uygunluğunun kontrolünde kullanılırlar. Tampon mastarlar gibi iki uçludur. Bir ucu delik çapını, diğer ucu da açılan vidayı kontrol etmek için kullanılır.

Johnson Mastarları Yüksek tamlığa sahip, çeşitli ölçülerde ve çeşitli tamlık derecelerinde yapılmış, dikdörtgen prizma şeklinde, sertleştirilmiş ve yüzeyleri hassas olarak işlenmiş parçalardır. Mastarların karşılıklı her iki yüzeyleri birbiri ile tam paralellikte ve düzgünlüktedir. Bu tür mastarların bir yüzünde mastar ölçüsü mm cinsinden ve mastar cinsini gösteren harf bulunur.

Johnson Mastarları

Johnson Mastarları Karşılıklı iki yüzeyin düzgün olması sebebiyle istenilen toplam bir ölçüyü meydana getirmek için birbirine birleştirildiklerinde yüzeyler arasında hava giremediği için mastarlar birbirine 40 kg/cm² lik bir basınçla yapışabilmektedir. Böylece birkaç mastar birbirine eklenmek suretiyle meydana getirilen toplam ölçü, aynı tamlıkta yapılan tek bir mastarın ölçüsüne yakın ölçüde olabilmektedir. Bu mastarlar Metrik ve Parmak ölçü sistemlerinde imal edilirler.

Yukarıda görüldüğü gibi mastarlar bir araya getirilirken önce titizlikle temizlenir. Bloklar birbiri üzerinde kaydırılarak üste getirilir. Uygun konuma gelindiğinde üstteki mastar döndürülür. Mastarları ayrılmasında da bu işlemin tersi uygulanır.

Johnson Mastarları

Dikdörtgen şeklindeki Johnson Mastarları özel tahta kutularında muhafaza edilirler. Mastar takımları parça sayısına göre değişir. Takımlar genellikle 18, 32, 47, 56, 76, 87, 103, 111 ve 128 parçalı olarak yapılırlar. En küçük mastar ölçüsü 1, 005 mm en büyük ölçüsü ise 100 mm’dir. Bu mastarlar 0, 005 mm hassaslığında istenilen ölçüler mastarlar birbirine eklenerek elde edilir. Örneğin, 186, 01 mm ölçüsünü elde etmek için aşağıdaki mastarlar bir arada birleştirilirler. • 1 adet 100 mm • 1 adet 50 mm • 1 adet 25 mm • 1 adet 10 mm • 1 adet 1, 01 mm • ---------- • Toplam 186, 01 mm

Su Terazileri Yatay ve dikey eksenlerin doğruluklarını kontrol etme amacıyla kullanılan en eski el aletlerinden biridir. Özellikle makinelerin kullanılacağı yerlere yerleştirilmesinde büyük kolaylık sağlar. Bunun yanında pres tablalarına kalıp yerleştirme de kullanım alanlarından biridir.

Kontrol Pleytleri Üst yüzeyleri oldukça hassas olarak işlenmiş, markalama işlemlerinde kullanılan masalardır. Gözeneksiz bir yapıya sahip olabilmesi için kaliteli dökümden üretilir. Üzerinde yapılan markalama işlemlerinin doğruluk derecelerini artırmak amacıyla yüzeyleri planyalanır ya da raspalanır. Bu işlemlere göre de pleytin hassasiyeti artar. Kenar uzunluğu 300 mm olan kare şeklindeki pleyt, içlerinde en küçüğü olarak belirlenir. Büyük pleyt ölçüleri ise 2 ya da 3 metre uzunluk ve 1, 2 metre genişliğe kadar olabilir.

Kontrol Pleytleri Bir markalama pleytinin üst ve alt görünüşü

KOMPRATÖRLER Atölyelerde en çok kullanılan bir ibreli ölçü aletidir. Kompratör iki kısımdan meydana gelir. 1. Kompratör saati 2. Kompratör sehpa ve bağlama parçaları Kompratör saatinin bir kadranı ve bu kadran merkezinde dönen bir ibresi bulunur. Kadran çevresi 100 eşit parçaya bölünmüştür. İbre bir tam devir yaptığında kompratör ucu 1 mm. aşağı veya yukarı hareket eder. İbrenin sağa dönmesi ile uç yukarıya, sola dönmesi ile de uç aşağıya iner. Böylece ölçme ve kontrol işlemi yapılır.

KOMPRATÖRLER

KOMPRATÖRLER
 Delik çaplarının ölçülmesinde ve kontrolünde kullanılan aletlerdir. Kompratör saati")
ENDİKATÖRLER ( Delik Kompratörleri ) Delik çaplarının ölçülmesinde ve kontrolünde kullanılan aletlerdir. Kompratör saati ucuna çeşitli çapların ölçülmesinde kullanılan ortası yarıklı esnek uçlar kullanılır. Bu ölçü aleti ile çeşitli çaplar 0, 001 mm. ölçme hassaslığında ölçülebilir.

PASSAMETRELER İbreli ölçü ve kontrol aletlerindendir. Dış çapları kontrol etmeye yarar. Passametrelerde ölçme hassasiyeti 0, 002 mm. dir. Ölçme alanları 0 – 25 mm, 25 – 50 mm. v. b. olarak yapılır. Seri üretimde parçaların birbirine özdeş ve istenilen toleranslar içerisinde olup olmadıklarının kontrolünde kullanılır.

PASSİMETRELER İbreli ölçü ve kontrol aletlerindendir. Delik çaplarının kontrolünde kullanılır. Delik içinde üç noktadan temas ile ölçme yaparlar. Ölçme hassasiyeti 0, 002 mm. dir. Bazılarında ise 0, 001 mm. dir. Ölçme alanları ise 11 – 18 mm, 18 – 30 mm ve 30 – 50 mm. dir.
 Üretim esnasında ve sonrasında bütün parçalar hassas ölçme cihazlarıyla ölçülür")
TEKNOSKOPLAR (GÖZLE KONTROL CİHAZLARI) Üretim esnasında ve sonrasında bütün parçalar hassas ölçme cihazlarıyla ölçülür veya kontrol edilir. Ancak ölçme ve kontrol işlemleri parçanın bir veya iki noktasından yapılır. Parçanın ölçüm yapılan noktaların dışındaki noktalarda vuruntu ve darbe izleri olabilir. Ölçme noktaları bu yüzeylere denk gelmediyse parça düzgü ölçülür ama gerçekte bozuk yüzeyleri olabilir. Bu gibi olumsuzlukların kontrolü için teknoskop denilen kontrol aleti kullanılır.
 Teknoskop çalışma mantığı olarak parçanın kontrol edilecek yüzeyinin büyütülmesi esasına")
TEKNOSKOPLAR (GÖZLE KONTROL CİHAZLARI) Teknoskop çalışma mantığı olarak parçanın kontrol edilecek yüzeyinin büyütülmesi esasına dayanır. Parça yüzeyi beli oranlarda büyütülür ve ortaya çıkan görüntüye bakılarak parçanın kullanılıp kullanılamayacağına karar verilir. Bu işlem için kullanılan iki değişik teknoskop vardır. 1. ZEISS marka teknoskoplar 2. LEICA marka teknoskoplar

ZEISS marka teknoskop

LEICA marka teknoskop

Pnömatik Ölçme Aletleri Pnömatik ölçü ve kontrol aletlerinde ölçme işlemi için basınçlı havadan yararlanılır. Hava, filtre ve musluktan geçtikten sonra hava göstergesine gelir. Buradan hortum ile ölçme ağzına gelen hava ölçülecek parça yüzeyine yaklaştırılır. Havanın ilk basıncı bilindiğine göre ve ölçme ağzından parça yüzüne bir miktar hava çıkıp basıncı düşeceğinden aradaki basınç farkı bize ölçme miktarının bulunmasını sağlar. Pnömatik sistem ile 0, 01 mm ile 0, 005 mm. ölçme hassasiyetinde ölçmeler yapılabilir.

Pnömatik Ölçme Aletleri Pnömatik ölçme aletleriyle aşağıdaki ölme işlemleri yapılabilir. 1. Dış çaplar 2. İç çaplar 3. Derinlikler
- Slides: 154