linear measurement Linear Measurement Non Precision Instruments 1

 Calipers 1) firm joint callipers (Inside &")
 Micrometers Least Count -0. 01 1)Outsdie Mircometer 2)Inside Micrometer 3)Depth micrometer 4)Bench Micrometer")
 Dial Bore gauge 2) Hemipherical bore gauge Telescopic gauge Slip Gauge")
Calibration of vernier calliper A)Hardness Test on working faces B)")




























Protractors 1)Vernier Bevel Protactors 2)Universal bevel protactor 3)Optical bevel protactors b)")
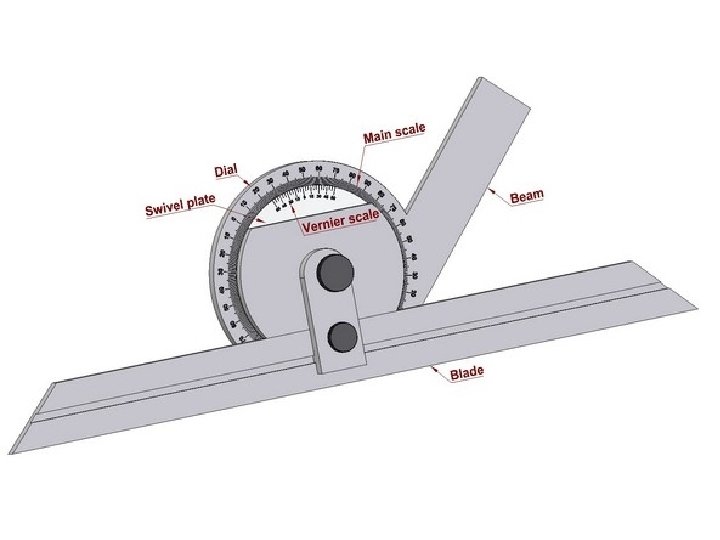
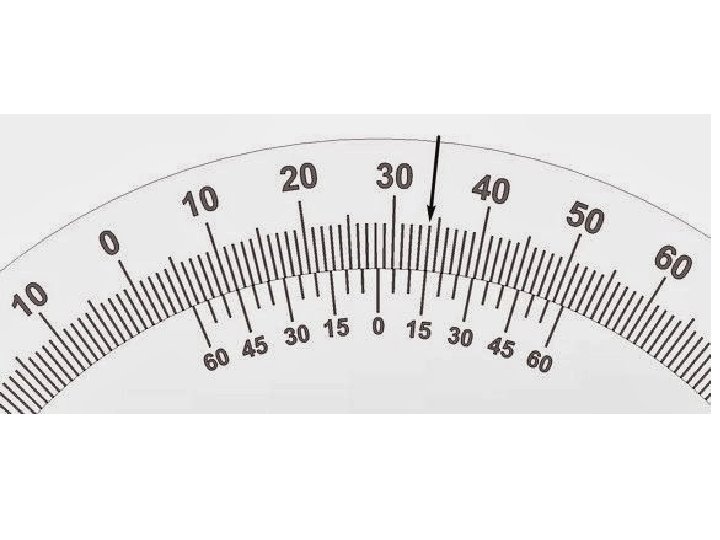





 It is used for accurate and precise angular measurement")
 Error in distance between rollers")



















- Slides: 75
linear measurement
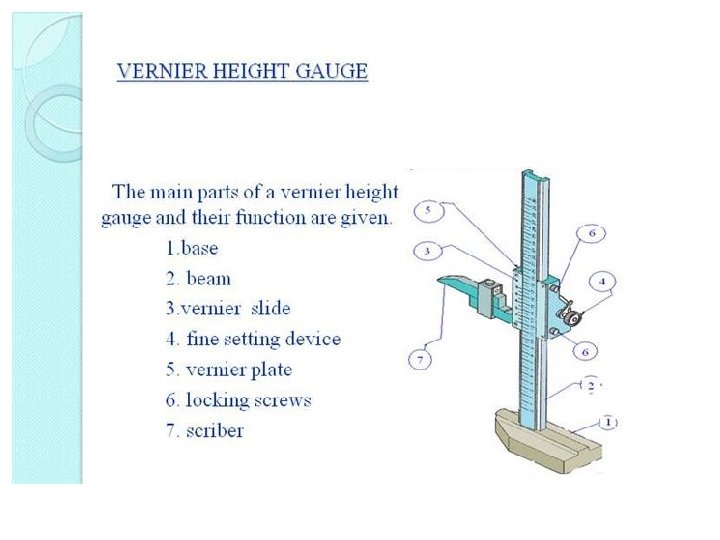
Linear Measurement : Non Precision Instruments 1) Calipers 1) firm joint callipers (Inside & Outside callipers) 2) spring type callipers (Inside & Outside callipers) 3) Odd leg callipers 2) Trammels Preicision callipers 1) Vernier calliper Least Count -0. 02 mm 1) Type A 2) type B 3) type C A) Vernier height gauge B) Vernier depth gauge
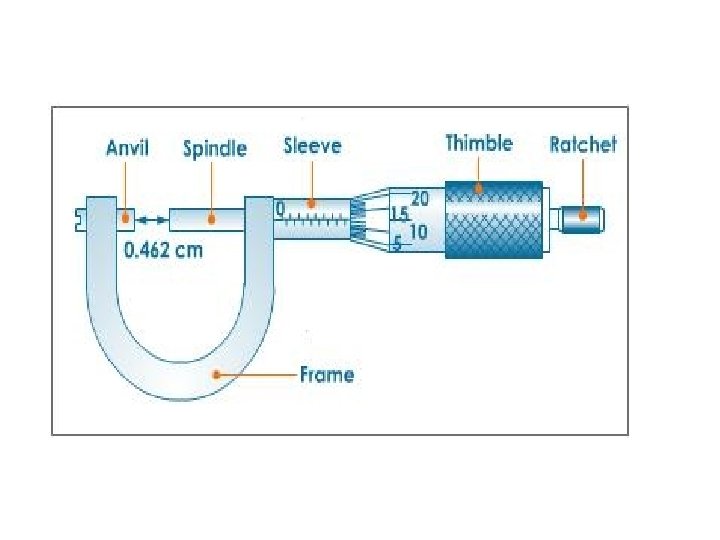
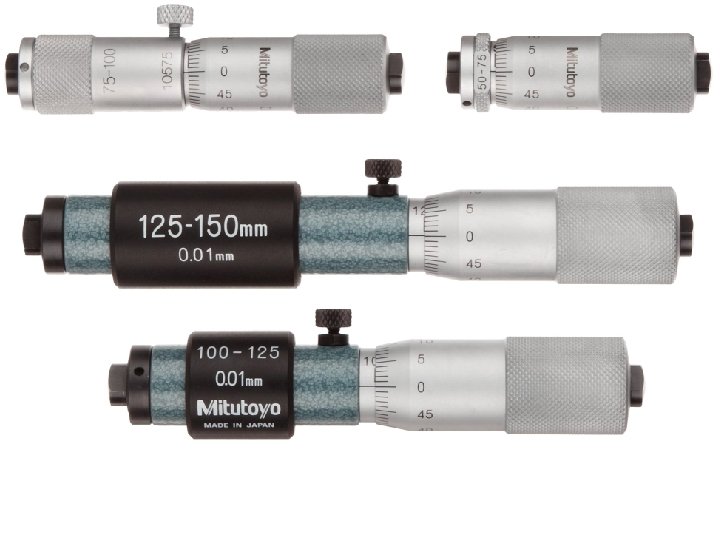
2) Micrometers Least Count -0. 01 1)Outsdie Mircometer 2)Inside Micrometer 3)Depth micrometer 4)Bench Micrometer 5)Digital micrometer 6)Micrometer with Dial gauge 7)Screw thead micrometer
Bore guage 1) Dial Bore gauge 2) Hemipherical bore gauge Telescopic gauge Slip Gauge Limit gauge 1) Plug gauge 2) Progressive Plug gauge 3) Ring gauge 4) Snap gauge 5) Progressive snap gauge
Calibration of linear measurement 1)Calibration of vernier calliper A)Hardness Test on working faces B) Flatness and squareness of beam C) Flatness of the working surface D) Parallelism of the measuring Jaw E) Accuracy 1)Calibration of micrometer A) Zero error Test B) Backlash error C) Banding Test D)Parallelism error test E) Flatness error test
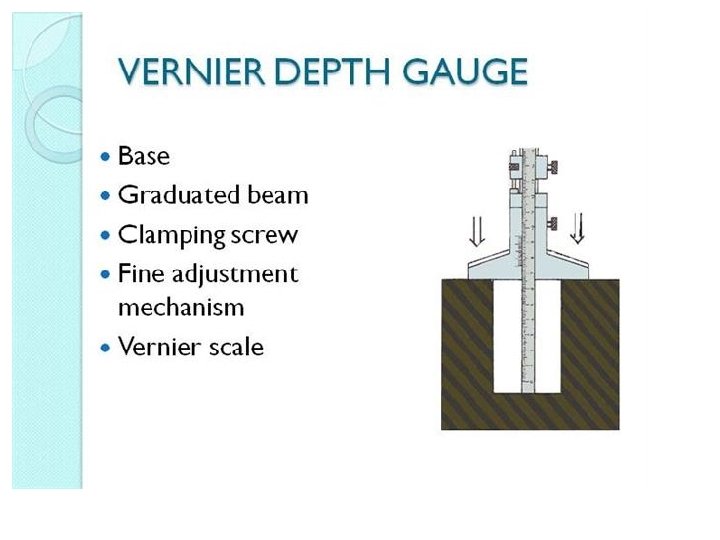
VERNIER DEPTH GAUGE
OUTSIDE MICROMETER
INSIDE MICROMETER
DEPTH MICROMETER
BENCH MICROMETER
DIGITAL MICROMETER
MICROMETER WITH DIAL GAUGE
SCREW THREAD MICROMETER
DIAL BORE GAUGE
HEMISPERICAL BORE GAUGE
TELESCOPIC GAUGE
TELESCOPIC BORE GAUGE
APPLICATION OF TELESCOPIC BORE GAUGE
SLIP GAUGE
WRINGING OF SLIP GAUGE
SLIP GAUGES
LIMIT GAUGE PLUG DOUBLE ENDED‘GO’ AND ‘NOGO’ GUAGE
PROGRESSIVE PLUG GAUGE
TAPER PLUG GAUGE
RING GAUGE
RING GAUGE
DOUBLE ENEDED SNAP GAUGE PROGRESSIVE SNAP GAUGE
ADJUSTABLE SNAP GAUGE
Angular measurement
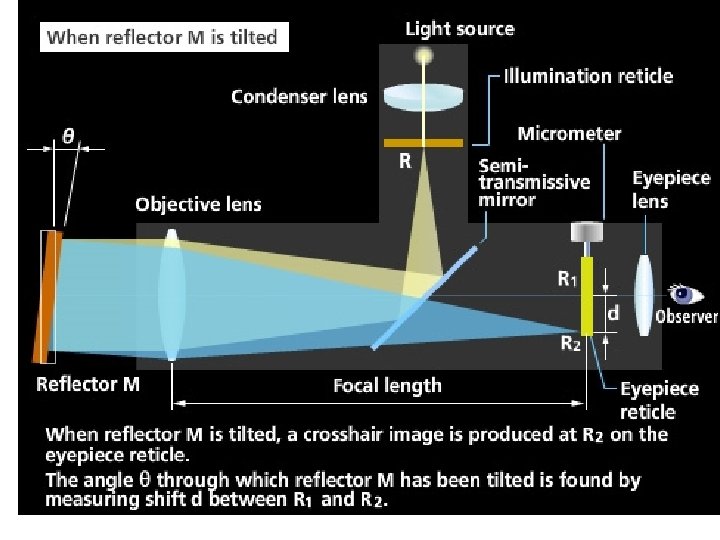
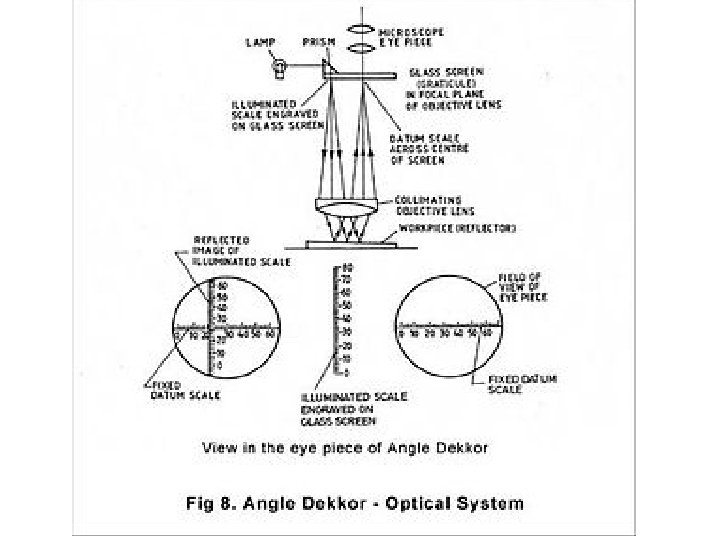
Angular Measurement : A)Protractors 1)Vernier Bevel Protactors 2)Universal bevel protactor 3)Optical bevel protactors b) Sine Bars C)Sine Centers D)Angle Gauges E) Spirit Level F) Clinometer 1)Vernier clinometer 2)Micromter clinometer G) Auto Clinometer H) Angle Dekkor
APPLICATION OF SLIP GAUGES
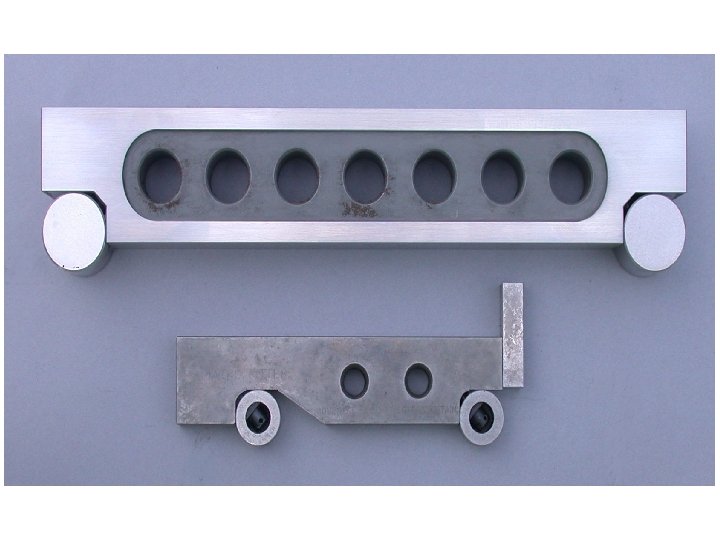
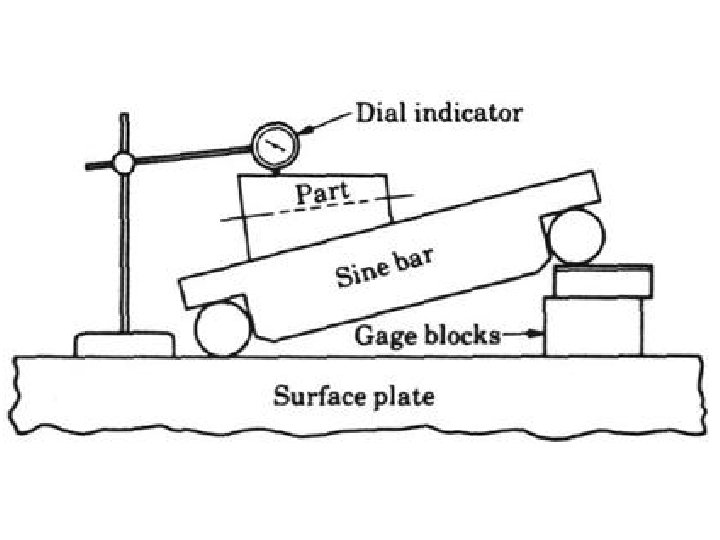
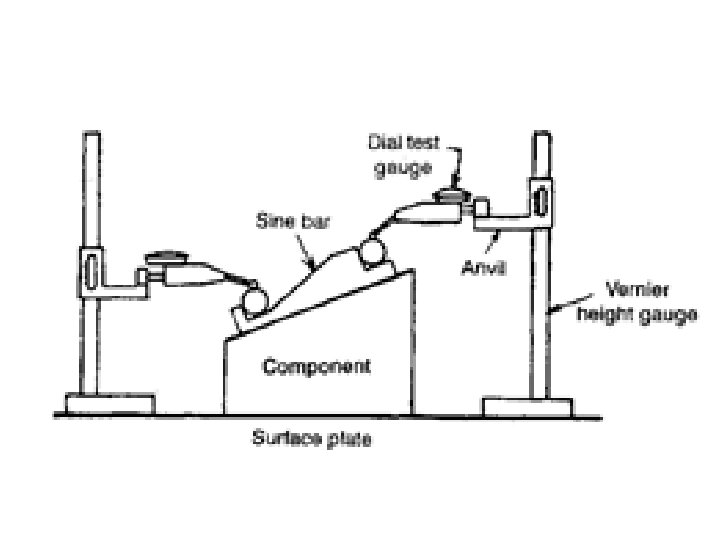
Advantages of sine Bar: 1) It is used for accurate and precise angular measurement 2) It is available easily 3) Its is cheap Disadvantage: 1)The application is limited for a fixed centre distance between two plugs or rollers. 2) It is difficult to handle and position the slip gauges If the angle exceeds 45 degree sine bar are impracticable and inaccurate. 3) Large angular error may result due to slight error in sine bar
SOURCES OF ERROR IN SINE BAR : - 1) Error in distance between rollers 2) Error in slip gauges combination used for angle setting 3) Error in equality of size of rollers and cylinders accuracy in the form of rollers. 4) Error in parallelism of roller axes with each other. 5) Error in flatness of the upper surface of the bar
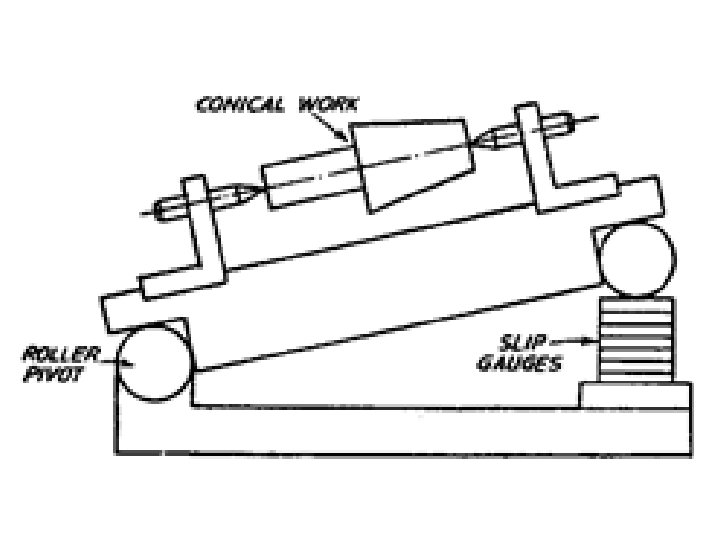
SINE CENTRE
ANGLE GAUGES
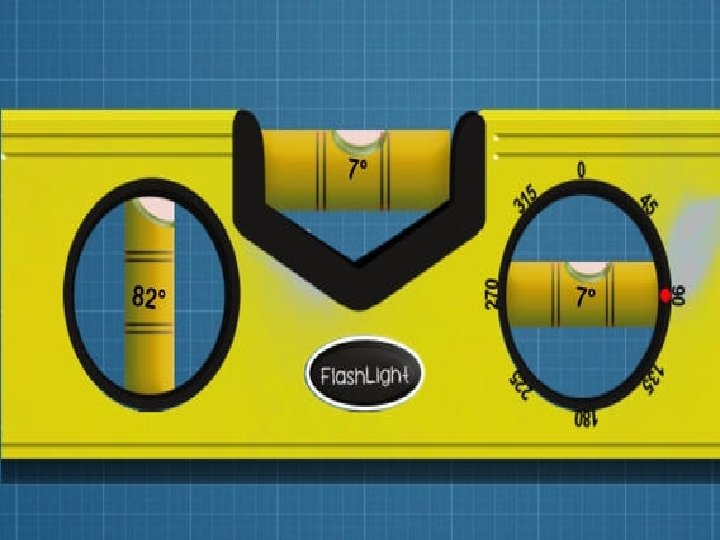
SPIRIT LEVEL
VERNIER CLINOMETER
MICROMETER CLINOMETER
AUTO COLLIMATOR