Ledarskap och Arbetsmilj Organisation Woodwards Produktionsprocesser Enstycksproduktion byggnader

Ledarskap och Arbetsmiljö

Organisation

Woodwards Produktionsprocesser • Enstycksproduktion (byggnader, anläggningar, fartyg, stationära motorer, turbiner, flygplan, även hantverks- och lyxvaror) • Massproduktion (Vitvaror, bilar, datorer, mobiltelefoner) • Processproduktion (papper & massa, petrokemi, stål) 3


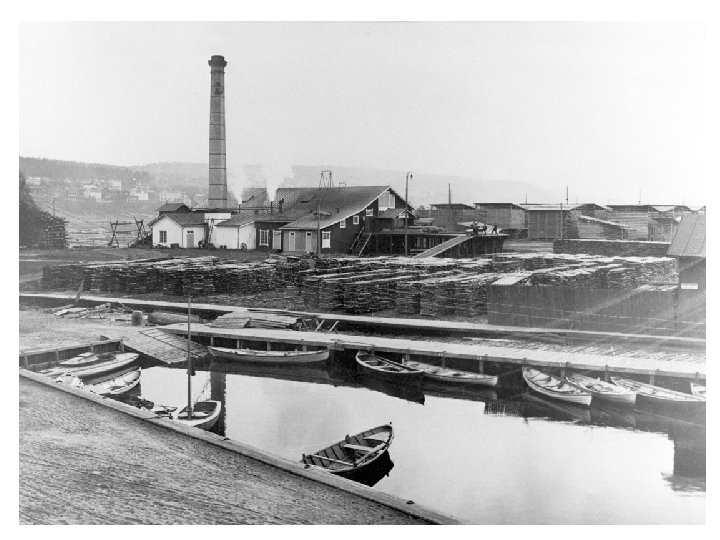
Före massproduktionens tidevarv • Jordbruket dominerande • Hantverksmässig eller ”projektbaserad” produktion • Tillgången till kraftkällor avgörande • Ont om arbetskraft i städer 5

Den industriella revolutionen • Effektiviserat jordbruk • Effektiviserad gruvdrift • Ångmaskinen blev till kraftkälla och därmed transportmedel • Spatial(rumslig) samlokalisering möjlig • Gott om arbetskraft 6

Problem i det sena 1800 -talets fabriker • Erfarenhetsbaserad produktionsstyrning • Yrkeskunskap styrde arbetsdelning och specialisering • Ogenomtänkt layout • Undermåliga arbetsförhållanden • Bristande produktutveckling 8
 • 1911: Scientific Management • Det finns ett bästa sätt att")
Scientific Management (Taylorism) • 1911: Scientific Management • Det finns ett bästa sätt att utforma produktion • Man skall gå strikt vetenskapligt tillväga • Rätt man på rätt plats • Samarbete inom företaget 9
 (Början av 1900 -talet)")
Scientiffic Management (Tayolrism) (Början av 1900 -talet)

Konsekvenser • Kostnads- och prisreduktion med 2/3 • Ingen yrkesskicklighet behövdes => halverade löner • Personalomsättningen reducerades med 9/10 • Lärkurvor innebar successiva förbättringar under flera år 11
 • Fixed, not fluid • Kontor och tillverkning")
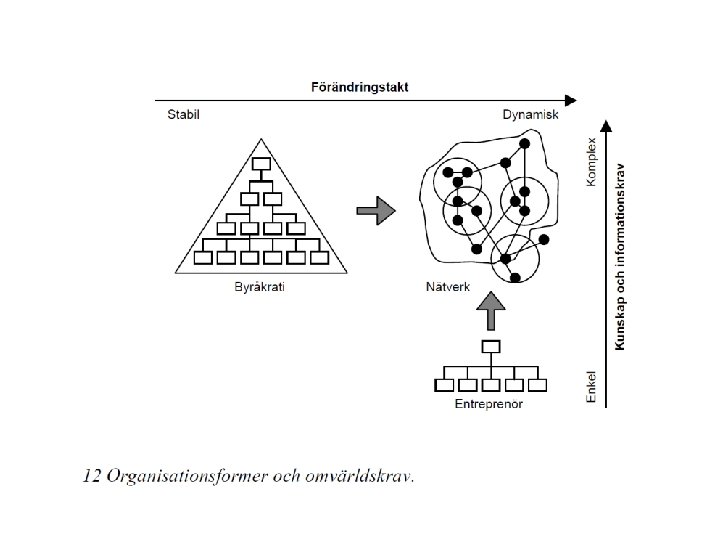
Organisatoriska konsekvenser • Hierarkiskt ledarskap (Byråkratiskt) • Fixed, not fluid • Kontor och tillverkning flyttas rumsligt Avdelningar skapades • Yrkesspecialisering • Statussymboler • Produktionsfokusering • Efterfrågan översteg Tillgång • Tillverkande företag dominerar näringslivet 12
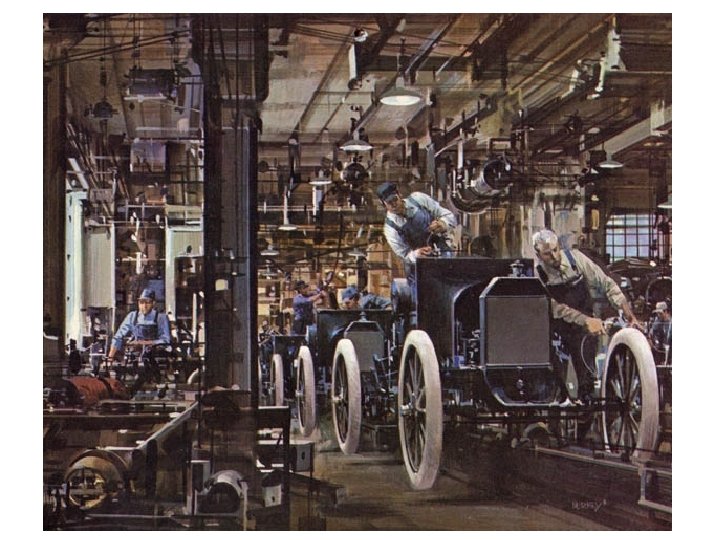

Principer för det löpande bandet • • • Analytiskt tillvägagångssätt Stor möjlighet till kontroll Standardisering av produkten Specialisering av operatörerna Arbetsdelning (beordrad) Flödesinriktad layout (fysisk förflyttning gav automatisk arbetsorder) • Monteringsband och hängtransportörer • Detaljplanering av råvaror och personal • Reglerade arbetstider (8 timmarsdagar) 14
")
Human Relations (30 -talet)
")
Lean Production (60 -talet)

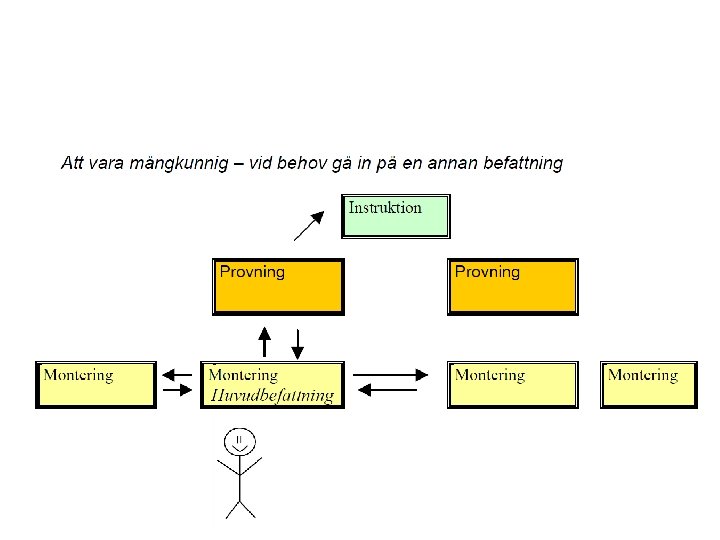
Japansk produktionsorganisation • • • Lean production Flexibel personal Högt maskinutnyttjande Korta omställningstider Små partistorlekar Minimala förråd & mellanlager (JIT) Nollfelstillverkning i stället för optimering Kaizen – ständig förbättring Kanban – skapa efterfrågesug genom bakåtordrar 17

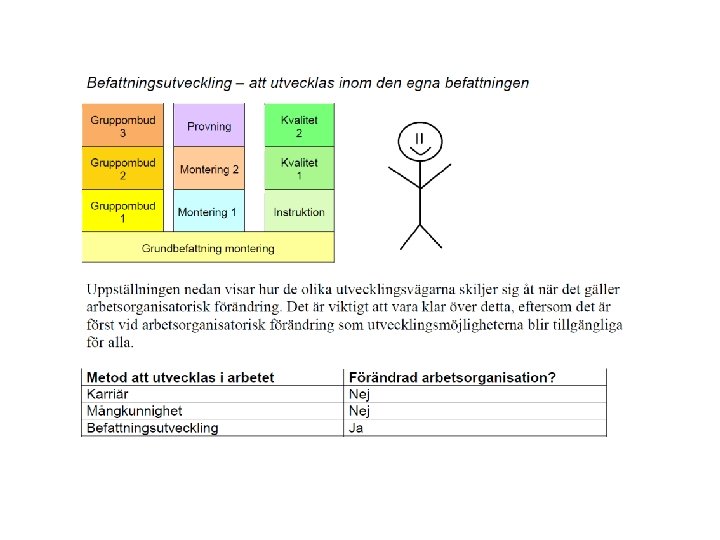
Arbetsorganisation - Utveckling

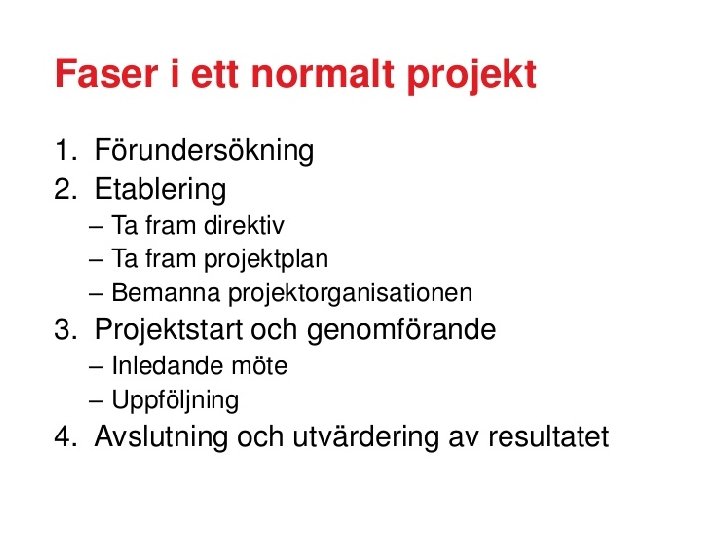
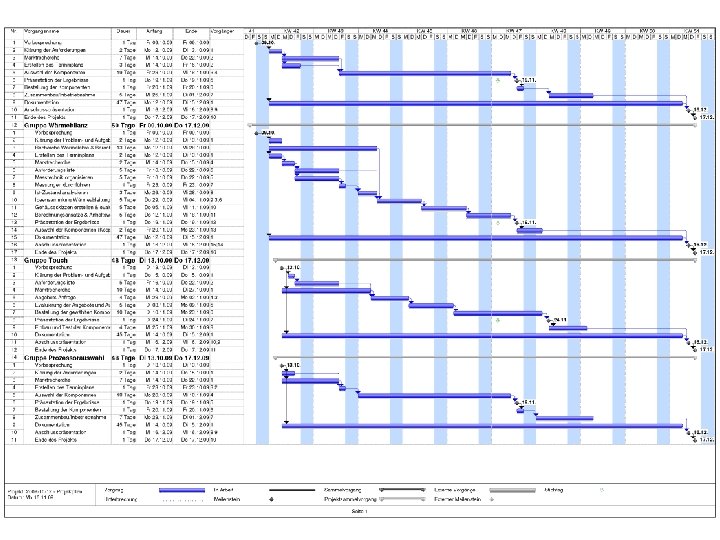
Projektorganisation
- Slides: 25