Lecture 31 Independent Demand Ordering System Revision Books
 Books • Introduction to Materials Management, Sixth")
Lecture 31 Independent Demand Ordering System (Revision) Books • Introduction to Materials Management, Sixth Edition, J. R. Tony Arnold, P. E. , CFPIM, CIRM, Fleming College, Emeritus, Stephen N. Chapman, Ph. D. , CFPIM, North Carolina State University, Lloyd M. Clive, P. E. , CFPIM, Fleming College • Operations Management for Competitive Advantage, 11 th Edition, by Chase, Jacobs, and Aquilano, 2005, N. Y. : Mc. Graw-Hill/Irwin. • Operations Management, 11/E, Jay Heizer, Texas Lutheran University, Barry Render, Graduate School of Business, Rollins College, Prentice Hall

Objectives • • What is Inventory Cost of Inventory Benefits of Inventory Multi period model Optimal quantity to order Safety stock Periodic review system Single period Inventory model

What is inventory? Inventory is the raw materials, component parts, work-in-process, or finished products that are held at a location in the supply chain.

Why do we care? At the macro level: Inventory is one of the biggest corporate assets ($). Investment in inventory is currently over $1. 25 Trillion (U. S. Department of Commerce). This figure accounts for almost 25% of GNP. Enormous potential for efficiency increase by controlling inventories

Why do we care? At the firm level: – Sales growth: right inventory at the right place at the right time – Cost reduction: less money tied up in inventory, inventory management, obsolescence Higher profit

Why do we care? Each of Solectron’s big customers, which include Cisco, Ericsson, and Lucent was expecting explosive growth for wireless phones and networking gear…. when the bottom finally fell out, it was too late for Solectron to halt orders from all of its 4, 000 suppliers. Now, Solectron has $4. 7 billion in inventory. (BW, March 19, 2001) “When Palm formally reported its quarterly numbers in June, the damage was gruesome. Its loss totaled $392 million, a big chunk of which was attributable to writing down excess inventory - piles of unsold devices. ” (The Industry Standard, June 16, 2001) “Liz Claiborne said its unexpected earnings decline is the consequence of higher than anticipated excess inventories”. (WSJ, August 1993)

How do you manage your inventory? How much do you buy? When? • • • Soda Milk Toilet paper Gas Cereal Cash

What Do you Consider? • Cost of not having it. • Cost of going to the grocery or gas station (time, money), cost of drawing money. • Cost of holding and storing, lost interest. • Price discounts. • How much you consume. • Some safety against uncertainty.

Costs of Inventory • Physical holding costs: – out of pocket expenses for storing inventory (insurance, security, warehouse rental, cooling) – All costs that may be entailed before you sell it (obsolescence, spoilage, rework. . . ) • Opportunity cost of inventory: foregone return on the funds invested. • Operational costs: – Delay in detection of quality problems. – Delay the introduction of new products. – Increase throughput times.

Benefits of Inventory • Hedge against uncertain demand • Hedge against uncertain supply • Economize on ordering costs • Smoothing To summarize, we build and keep inventory in order to match supply and demand in the most cost effective way.

Modeling Inventory in a Supply Chain… Supplier Warehouse Retail

Home Depot • “Our inventory consists of up to 35, 000 different kinds of building materials, home improvement supplies, and lawn and garden products. ” • “We currently offer thousands of products in our online store. ” • “We offer approximately 250, 000 more products through our special order services. ”

Different types of inventory models 1. Multi-period model • Repeat business, multiple orders 2. Single period models • Single selling season, single order

Multiperiod model orders Supply • Key questions: – – How often to review? When to place an order? How much to order? How much stock to keep? On-hand inventory • Ordering costs • Holding costs

Multiperiod model – The Economic Order Quantity Supplier Retailer Demand • Demand is known and deterministic: D units/year • We have a known ordering cost, S, and immediate replenishment • Annual holding cost of average inventory is H per unit • Purchasing cost C per unit

What is the optimal quantity to order? Total Cost = Purchasing Cost + Ordering Cost + Inventory Cost Purchasing Cost = (total units) x (cost per unit) Ordering Cost = (number of orders) x (cost per order) Inventory Cost = (average inventory) x (holding cost)

Finding the optimal quantity to order… Let’s say we decide to order in batches of Q… Inventory position D Number of periods will be Q Q Period over which demand for Q has occurred Time The average inventory for each period is… Q 2 Total Time

Finding the optimal quantity to order… Purchasing cost = D x C Ordering cost = Inventory cost = D Q Q 2 x S x H

So what is the total cost? TC = DC + D Q S + Q 2 H In order now to find the optimal quantity we need to optimize the total cost with respect to the decision variable (the variable we control) Which one is the decision variable?

What is the main insight from EOQ? There is a tradeoff between holding costs and ordering costs Total cost Cost Holding costs Order Quantity (Q*)

Economic Order Quantity - EOQ Q* = 2 SD H Example: Assume a car dealer that faces demand for 5, 000 cars per year, and that it costs $15, 000 to have the cars shipped to the dealership. Holding cost is estimated at $500 per car per year. How many times should the dealer order, and what should be the order size?

Inventory If delive ry is not instantan eous, bu is a lead t there time L: When to order? H Order o w much to Quantity order? Q Lead Time Place order Receive order Time

If demand is known exactl y, place an order when inventory equals dem and during lead time. Q: When shall we order? A: When inventory = ROP Q: How much shall we order? A: Q = EOQ Inventory Order Quantity Q Reorder Point (ROP) ROP = Lx. D Lead Time D: demand period L: Lead time in periods Place order Receive order Time
… What if the lead time to receive cars is 10 days? (when")
Example (continued)… What if the lead time to receive cars is 10 days? (when should you place your order? ) Since D is given in years, first convert: 10 days = 10/365 yrs R = 10 D = 365 10 5000 = 137 365 So, when the number of cars on the lot reaches 137, order 548 more cars.

ROP = ? ? ? Place order Lead Time Receive order
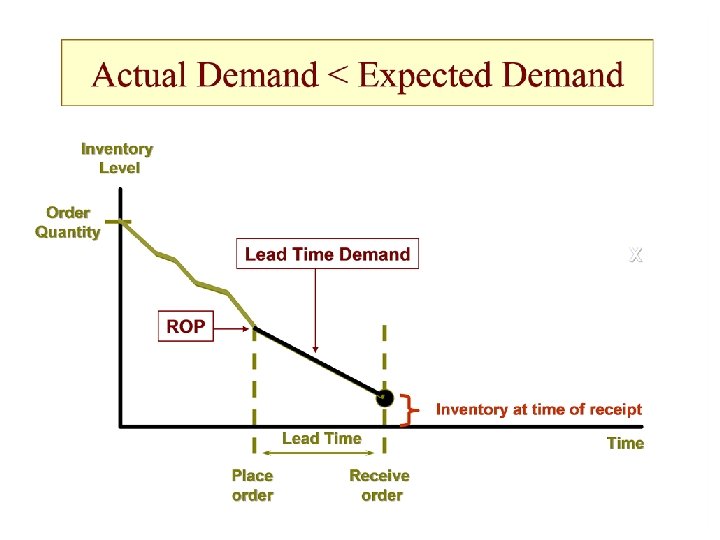

If Actual Demand > Expected, we Stock Out Order Quantity Inventory Stockout Point Time Lead Time Place order Receive order Unfilled demand

To reduce stockouts we add safety stock Inventory Level ROP = Safety Expected Stock + Expected LT Demand Safety Stock Ex Le pec De ad-t ted ma im nd e Lead Time Place order Receive order Order Quantity Q = EOQ Time

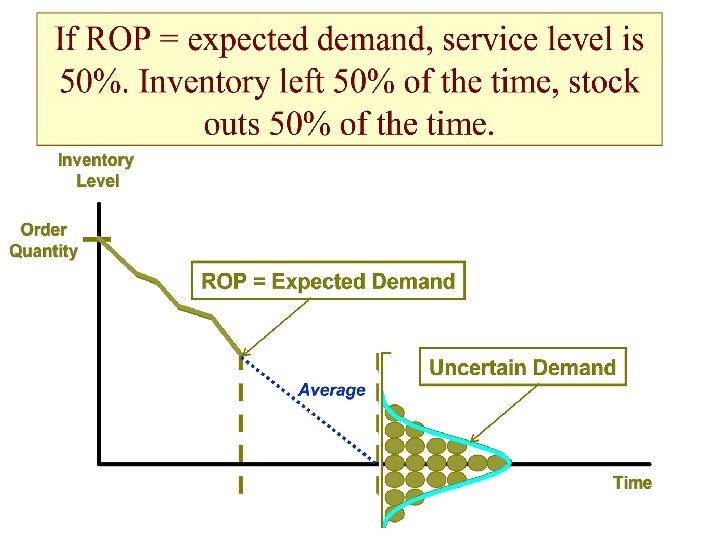
Decide what Service Level you want to provide (Service level = probability of NOT stocking out) Service level Probability of stock-out Safety Stock
(std deviation in LT demand) Service level Probability of")
Safety stock = (safety factor z)(std deviation in LT demand) Service level Probability of stock-out Safety Stock Read z from Normal table for a given service level

Caution: Std deviation in LT demand Variance over multiple periods = the sum of the variances of each period (assuming independence) Standard deviation over multiple periods is the square root of the sum of the variances, not the sum of the standard deviations!!!
/2 + Safety Stock Inventory Level Order Quantity EOQ/2 Safety")
Average Inventory = (Order Qty)/2 + Safety Stock Inventory Level Order Quantity EOQ/2 Safety Stock (SS) Lead Time Place order Receive order Time Average Inventory

How to find ROP & Q 1. Order quantity Q = 2. To find ROP, determine the service level (i. e. , the probability of NOT stocking out. ) u Find the safety factor from a z-table or from the graph. Find std deviation in LT demand: square root law. u Safety stock is given by: u SS = (safety factor)(std dev in LT demand) u Reorder point is: ROP = Expected LT demand + SS 3. Average Inventory is: SS + EOQ/2
… Back to the car lot… recall that the lead time is 10")
Example (continued)… Back to the car lot… recall that the lead time is 10 days and the expected yearly demand is 5000. You estimate the standard deviation of daily demand to be d = 6. When should you re-order if you want to be 95% sure you don’t run out of cars? Since the expected yearly demand is 5000, the expected demand over the lead time is 5000(10/365) = 137. The zvalue corresponding to a service level of 0. 95 is 1. 65. So Order 548 cars when the inventory level drops to 168.

Why Companies Don’t Always Use Optimal Order Quantity It is not unusual for companies to order less or more than the EOQ for several reasons: • They may not have a known uniform demand; • Some suppliers have minimum order quantity that are beyond the demand.

Justifying Smaller Order Quantities JIT or “Lean Systems” would recommend reducing order quantities to the lowest practical levels • Benefits from reducing Q’s: – Improved customer responsiveness (inventory = Lead time) – Reduced Cycle Inventory – Reduced raw materials and purchased components • Justifying smaller EOQ’s: • Reduce Q’s by reducing setup time (S). “Setup reduction” is a well documented, structured approach to reducing S

Determining Safety Stock and Service Levels • If demand or lead time is uncertain, safety stock can be added to improve order-cycle service levels – R = d. L +SS – Where SS =zσd. L, and Z is the number of standard deviations and σd. L is standard deviation of the demand during lead time • Order-cycle service level – The probability that demand during lead time will not exceed on-hand inventory – A 95% service level (stockout risk of 5%) has a Z=1. 645

Periodic Review Systems • Orders are placed at specified, fixed-time intervals (e. g. every Friday), for a order size (Q) to bring on-hand inventory (OH) up to the target inventory (TI), similar to the min-max system. • Advantages are: – No need for a system to continuously monitor item – Items ordered from the same supplier can be reviewed on the same day saving purchase order costs • Disadvantages: – Replenishment quantities (Q) vary – Order quantities may not quality for quantity discounts – On the average, inventory levels will be higher than Q systems-more stockroom space needed

Periodic Review Systems: Calculations for TI • Targeted Inventory level: TI = d(RP + L) + SS d = average period demand RP = review period (days, wks) L = lead time (days, wks) SS = zσRP+L • Replenishment Quantity (Q)=TI-OH

P System: an auto parts store calculated the EOQ for Drive Belts at 236 units and wants to compare the Total Inventory Costs for a Q vs. a P Review System. Annual demand (D) is 2704, avg. weekly demand is 52, weekly σ is 1. 77 belts, and lead time is 3 weeks. The annual TC for the Q system is $229; H=$97, S=$10. • Review Period • Target Inventory for 95% Service Level • Average On-Hand OHavg= TI-d. L=424 -(52 belts)(3 wks) = 268 belts • Annual Total Cost (P System)

Single Period Inventory Model The SPI model is designed for products that share the following characteristics: – Sold at their regular price only during a single-time period – Demand is highly variable but follows a known probability distribution – Salvage value is less than its original cost so money is lost when these products are sold for their salvage value • Objective is to balance the gross profit of the sale of a unit with the cost incurred when a unit is sold after its primary selling period

SPI Model Example: T-shirts are purchase in multiples of 10 for a charity event for $8 each. When sold during the event the selling price is $20. After the event their salvage value is just $2. From past events the organizers know the probability of selling different quantities of t-shirts within a range from 80 to 120 Payoff Prob. Of Occurrence Customer Demand # of Shirts Ordered 80 90 Buy 100 110 120 . 20 80 $960 $900 $840 $780 $720 Table . 25 90 $960 $1080 $1020 $ 960 $ 900 . 30 100 $960 $1080 $1200 $1140 $1080 . 15 110 $960 $1080 $1200 $1320 $1260 . 10 120 $960 $1080 $1200 $1320 $1440 Sample calculations: Payoff (Buy 110)= sell 100($20 -$8) –((110 -100) x ($8 -$2))= $1140 Expected Profit (Buy 100)= ($840 X. 20)+($1020 x. 25)+($1200 x. 30) + ($1200 x. 15)+($1200 x. 10) = $1083 Profit $960 $1040 $1083 $1068 $1026

End of Lecture 31
- Slides: 44