Lecture 11 Rolling equipment and Miscellaneous Rolling Processes







- Slides: 8
Lecture 11 Rolling equipment and Miscellaneous Rolling Processes ØCourse Hour: 2 ØBasic requirements: Acquainting with different rolling equipment, their properties and application; Acquainting with the principles of different Miscellaneous Rolling Processes and their applications ØEmphasis: Rolling equipment ØDifficulties: Principles of Miscellaneous Rolling Processes
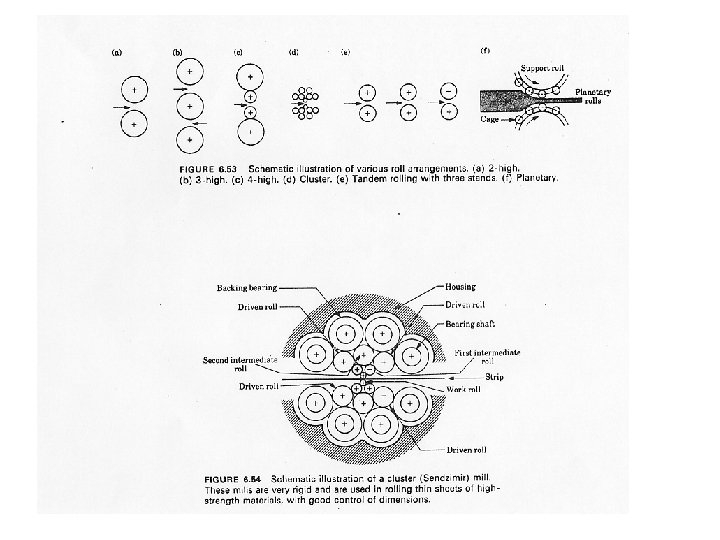
Rolling equipment and practice • Two-high or three-high rolling mills are used for initial breakdown passes • It is desirable to use small-diameter rolls to reduce roll force, but small rolls tend to deflect • Cluster mill (Sendzimir) is particularly suitable for cold rolling thin strip of high-strength metal • Requirements for roll materials are mainly strength and resistance to wear. Three common roll materials are cast iron, cast steel, and forged steel • For hot rolling, rolls surface are generally rough, but for cold rolling, they are finely polished • No lubricant is used in ferrous alloys, aqueous solution is used for cooling rolls and removing scale • Compounded oils, emulsion, and fatty acids are used as lubricant in hot rolling of nonferrous alloys; low-viscosity lubricants (mineral oil, emulsions, paraffin, fatty oil…) are used in cold rolling
Shape rolling • Bars with various cross-sections, channel section, Ibeams and railroad tracks can be rolled • Airfoil shapes can also be produced by shape-rolling • Starting with bloom • Normally, the reduction is different at different position, and will lead to warping or crack
Ring rolling • • Small-diameter thick ring --- large-diameter ring with small cross-section A great variety of cross-sections can be ring rolled with shape rolls Advantages: short production runs, material savings, close tolerances, and favorable grain flow direction Applications: large rings for rockets and turbines, gearwheel rims, ball or roller bearing races, flanges and reinforcing rings for pipes and pressure vessels
Thread and gear rolling • • • Typical products are screw, bolts and similar thread parts Production rates are very high Advantages: without any metal loss, with improved strength due to cold working, with very smooth surface, inducing compressive residual stress on the surface, With improved fatigue property
Thread and gear rolling • • Comparing with machining, the diameter of the stock is smaller, rolled thread has a better grain flow pattern and improved strength Thread rolling can also be carried out internally with a fluteless forming tap In thread rolling, it is essential that the material have sufficient ductility, lubrication is also important Spur and helical gears can also be produced by cold-rolling similar to thread rolling
Rotary tube piercing • A hot-working process for making long, thick-walled seamless tubes • Skew rolls is used to facilitate pulling the round bar through the rolls • The materials of the mandrel should has high quality due to the severe deformation during the process