Lean Thinking and Lean Manufacturing System Starting with







































节拍时间 TAKT Time determines the rate at which")


维护 Total Preventive Maintenance is the total activities of all employees")























- Slides: 101
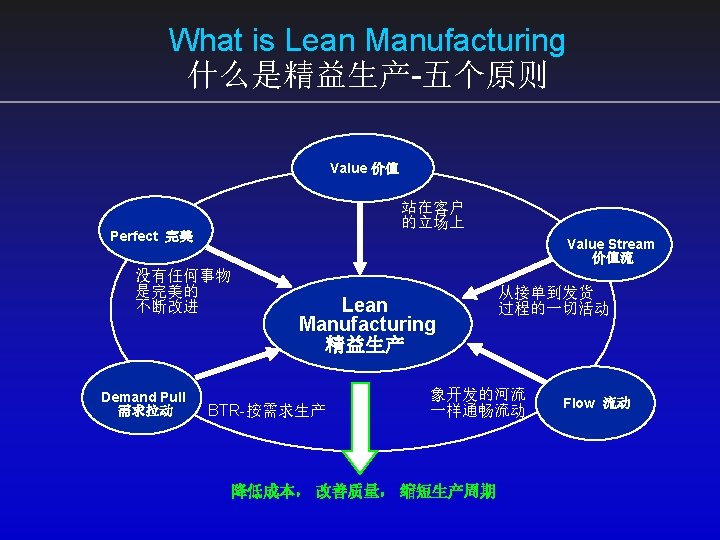
Lean Thinking and Lean Manufacturing System 精益思维和精益生产系统 Starting with Toyota in the late 50’s and catching on in the mid – 80’s in the reminder of the industrial world, Lean Manufacturing has become a key strategy for manufacturers 起源于20世纪 50年代丰田汽车公司,而在 80年代中期被欧 美企业纷纷采用。随着微利时代的来临,精益生产模式 成为企业竞争的有力武器
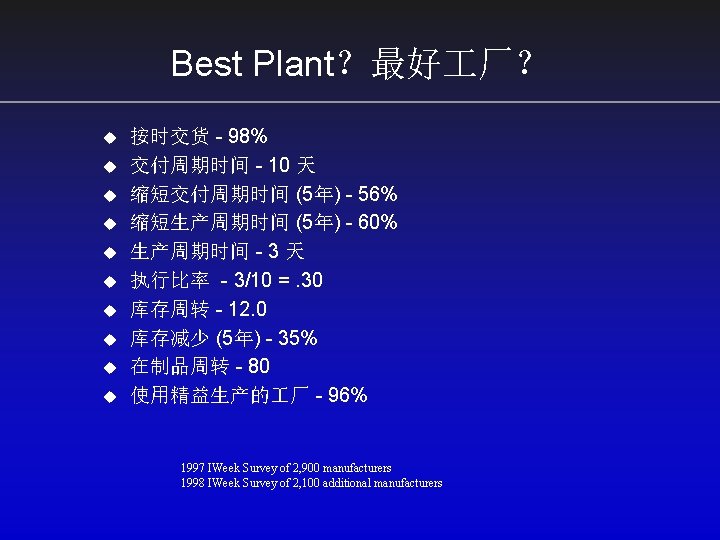
Marketing Competition and Globalization 市场竞争及全球化 u u u Shorter lead time and on time delivery 快速并准时交货 Grow the mix,special configurations 需求品种增加,特殊定制 Maintain / improve quality and reduce price 不断改进质量及降低销售价格 Total life cycle of product becoming shorter and shorter 产品的生命周期越来越短 No boundary,business globalize village 无国界,业务“地球村”
Marketing Competition and Globalization 市场竞争及全球化
Manufacturing Evolution 制造系统演化史 Henry Ford • Assembly line mass production • Produce in high volume with low variety • Single skill 福特首创的装配线是大规模低品种生产方式的代表, 人被当成 作的机器 Toyota Production System (TPS) • Just-In-Time Production (produce only what is needed) • Pull System • Produce enough volume to meet customers needs • High variety to meet customers wants 丰田系统是建立在准时化观念上的拉动 式生产模式,以应付小订单多品种的挑战
Key Points for Manufacturing System 制造系统要点 精益 / 同步型 Craft 手 生产 • Low volume • Customized • 低产量 • 个性化 Mass 大规模生产 • Large batches of similar products • Inflexible machinery • Manufacture of goods by process • 大批量少品种 • 序式生产 • 设备大难组合 Synchronous 同步生产 • Focused on total elimination of waste • Ongoing efforts to improve Quality, Productivity, and Responsiveness • Attention to detail • Recognition of employee abilities • 消除浪费 • 不断改进 • 员 参与 敏捷型 Lean 精益生产 Agile 敏捷生产 组织 组织 • Builds on • Remove constraints to synchronous respond to customer manufacturing demand through the • Emphasize on lead entire supply pipeline time reduction (supplier-customer) • Improve asset • Capable plants linked to utilization lean concepts • Built to customer demand • 改善整个价值链 • 节点上连着精益 厂 • 在同步生产的基 础上,强调缩短 生产周期 • 提高资源利用率 • 需求驱动
Whatever You Call It 不管你称呼它什么 u u u u Lean Manufacturing Flow Manufacturing Continuous Flow Demand Pull Demand Flow Technology Toyota Production System _____ Production System etc? . . 精益生产 流动制造 连续流 需求拉动 需求流动技术 丰田制造系统 ______ 制造系统 等等…. . .
Lean Manufacturing - Key Characteristics 精益制造 - 关键特性 Focus on SPEED and SIMPLIFICATION u Pull materials through the process u Balanced operations based on customer demand u Minimal build unless tied to customer order u Extend to Supplier Base 着眼于速度和过程简化 在生产过程中“拉动”材料 根据客户的需求平衡操作 除非受订单的限制,否则最小批量生产 延伸至供应商 u
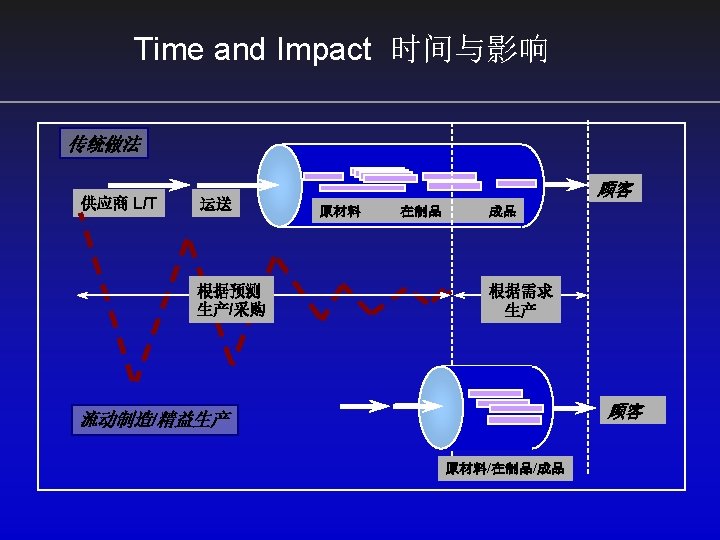
What is Flow Manufacturing? 什么是流动生产? A Developed Flow is Less Disruptive 未开发的河流 u 开发的河流 A time based system that pulls material through a production system with no interruptions 建立在时间基础上,无障碍地拉动物料流经生产系统
With Lean Manufacturing You Can Get 通过精益生产可以实现 生产时间减少 90% 库存减少 90% 到达客户手中的缺陷减少 50% 废品率降低 50% 与 作有关的伤害降低 50% The amount of human effort, time, space, tools, and inventories can typically be cut in half very quickly, and steady progress can be maintained from this point onward to cut inputs in half again within a few years. -精益思维, Womack & Jones
Lean Manufacturing Foundations 实施精益的基础 u u u u Eliminate Wastes 5 S and Visual Workplace Error Proofing People Involvement 消除浪费 作场地组织及直观管理 差错预防 员 参与
Eliminate Wastes 消除七种浪费 u u u u Correction 返 Overproduction 过量生产 Conveyance 搬运 Motion 多余动作 Waiting 等待 Inventory 库存 Processing 过程不当
Definition of Wastes 什么是浪费? Anything other than absolute minimum resource of material, machine and manpower required to add value to the product 除了使产品增值所需的材料,设备和人力资源之绝对 最小量以外的一切东西 Anything Other Than Necessary 任何非必需的东西!
Waste of Overproduction 过量生产 u Producing More Than Needed u Producing Faster Than Needed 生产多于所需 快于所需
Waste of Correction 校正 / 返 Definition: Rework of a Product or Service to Meet Customer Requirements 为了满足顾客的要求而 对产品或服务进行返
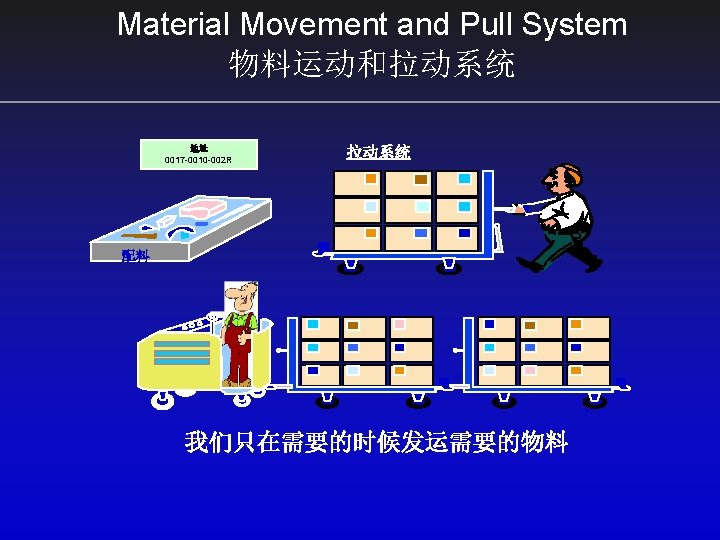
Waste of Material Movement / Conveyance 物料搬运 Definition: Any movement of material that does not directly support a lean system 不符合精益生产的 一切物料搬运 活动
Waste of Processing 过程不当 DEFINITION: Effort which adds no value to a product or service 对最终产品或服务 不增加价值的 过程
Waste of Inventory 库存浪费 Definition: Any supply in excess of process requirements necessary to produce goods 任何超过加 必须的 物料供应
Waste of Waiting 等待 Definition: Idle Time That Is Produced When Two Dependent Variables Are Not Fully Synchronized 当两个关联要素间 未能完全同步时 所产生的空闲时间
Waste of Motion 多余动作 Definition: Any movement which does not contribute value to the product or service 任何不增加产品或服务价值的人员和设备的动作
Workplace Organization 现场组织管理 TOOLS PULL CARD S T R A S H T O W E L S G L O V E S
Workplace Organization Requirements 现场组织管理规范 u u u u 5 S or 6 S Activity 5 S 或 6 S 活动 Address System 地址系统 Operational Sheet 操作图表卡 Boundary Samples 合格/不合格边际样品 Non-conforming parts containers 不合格零件箱 Tool change / Ready stations 换型/ 作准备台 Issues / Concerns Boards 意见交换板 Information Center 信息中心
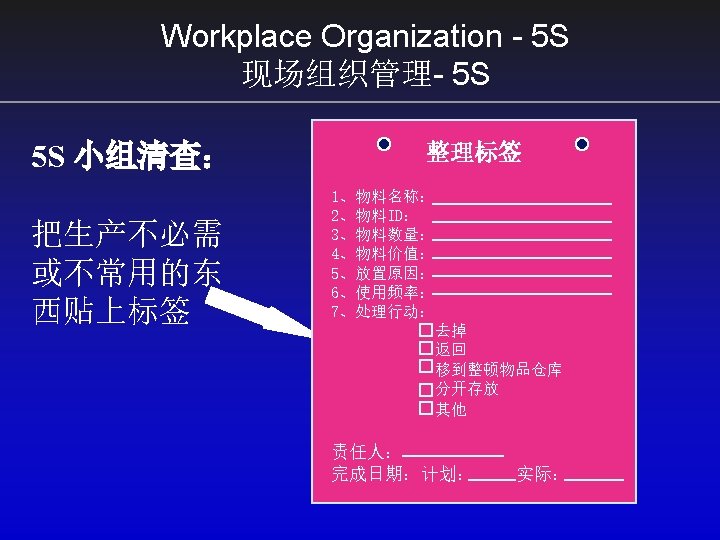
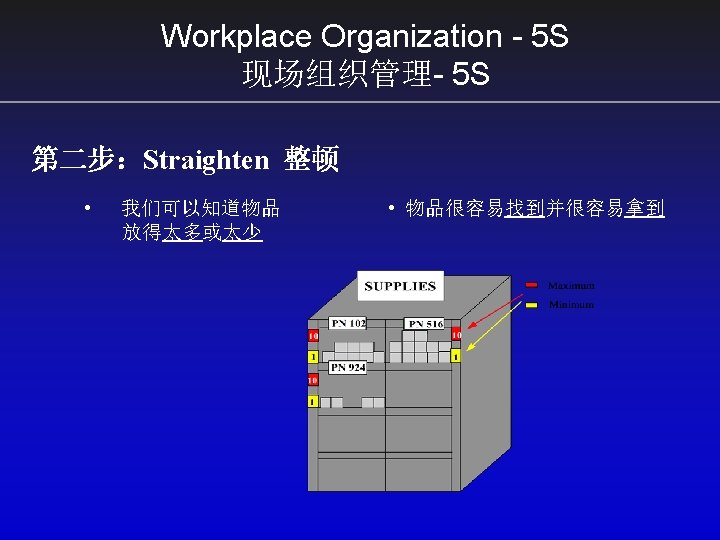
Workplace Organization - 5 S 现场组织管理- 5 S WHAT IS 5 S /6 S Seiri Seiton Seiso + Safety Shitsuke Seiketsu Sort Straighten Shine Standardize Sustain 整理 整顿 清洁 展开 保持 + 安全
Workplace Organization - 5 S 现场组织管理 - 5 S Step 3: Shine 清洁 TARGETS 建立目标 ASSIGNMENTS 分配职责 METHODS 确定方法 TOOLS 准备 具 IMPLEMENT 付渚行动
Workplace Organization - 5 S 现场组织管理 - 5 S Step 4: Standardize 展开 12 10 12 8 扳手 锤子 y l l a u t bi Ha n e v e Pr 12 10 g n ti 8 10 8 螺丝刀 • 习惯 • 预防
Workplace Organization - 5 S 现场组织管理 - 5 S Step 5: Sustain or Discipline Always follow 保持 / 教养 the specified and Standardized procedures. 按规定和标准操作 将 5 S 进行到底!
Workplace Organization - Visual Aids 现场组织管理- 可视管理 Everything has its place and everything in its place 每件物品有指定的位置, 每件物品在它的位置上! TOOLS
Workplace Organization - Address System 现场组织管理-地址系统 2 20 3 30 4 40 5 50 DBA 01010 DBA 01020 DBA 01030 DBA 01040 DBA 01050 DBA 01100 DBA 01090 100 90 9 DBA 01080 80 8 DBA 01070 P 54 DBA 01060 A 10 606 7 70 P 54 -A FA-OP 54/55 -L 01 O 54 N W E S 2 20 3 30 4 40 5 50 DBA 02010 DBA 02020 DBA 02030 DBA 02040 DBA 02050 DBA 02100 O 55 DBA 02090 DBA 02080 90 9 80 8 DBA 02070 DBA 02060 FA-OP 54/55 -L 02 10 606 7 70 P 55
Error Proofing 差错预防 u People CAN and WILL make inadvertent mistakes! u If one person makes a mistake – ANYONE can! u ONE mistake out the door is too many!! u Mistakes CAN be eliminated and MUST be eliminated for us to become COMPETITIVE!!! u 人们可能而且也会在无意中做出错误 u 如果一个人会犯错误,那么任何人都会犯错误 u 一个错误出门,带来麻烦多多 u 为使我们更有竞争力,错误必须消除而且也能消除
Error Proofing 差错预防 What Means 99. 9% Right? 99. 9%的正确率意味着什么? Ø One unsafe landing at Beijing airport each day 每天北京机场有一次 飞机着陆是不安全的 Ø 20, 000 incorrect drug prescriptions per year 每年发生两万起药物处 方错误 Ø 50 newborn babies dropped each day 每天发生 50起新生婴儿掉在 地上的事件 Ø 22, 000 checks per hour deducted from wrong accounts 每小时发生 两万起支票帐户的错误 Ø 32, 000 missed heartbeats person each year 一个人出现三万二 千次心跳异常
Error Proofing 差错预防 ü ü Preventing or detecting errors at the source FMEAs provide basis for error proofing 在源头预防或探测差错 失效模式分析是差错预防的基础 zz
Team Building and People Involvement 团队建设 / 员 参与 u People doing the work know the operation best u Decisions need to be made at all levels where the work is being done u Those people affected by a change (line design) need to participate in making that change Y H u 从事 作的人员最了解其本职 作 u 在 作地点的所有层次上都需要作出决策 u W ? 受某一改革影响的人需要参与实施这个改革 ? ?
Team Building and People Involvement 团队建设 / 员 参与 Change is exciting when it is done by us, threatening when it ? is done to us. Y H W ? ? “当变化由我们完成时,它是令人激动的, 而当它发生到我们身上时,就是危险的。”
Team Building and People Involvement 团队建设 / 员 参与 Three ways of communication • Horizontal • Top to bottom • Bottom to top 沟通的三条途径 平行 自上到下 从下到上
Team Building and People Involvement 团队建设 / 员 参与 Idea! • Participation rate 90%, adopted 90 days • As the NWG regular activities 作为自然小组的日常 作,参与建议率 90% 建议一般在 90 天内实施 • Informal / formal recognition GOOD • Recognition program is related to plant objectives JOB! 承认和表彰有正式及非正式形式, 应与 厂的目标结合在一起
Value Stream Mapping 价值流图析 Understand the process. . . see the value…envision the future state 理解流程…看到价值…憧憬未来状态 From “Learning to See” by Mike Rother & John Shook WWW. LEAN. ORG
Lean Implementation- Some Lesson Learned 实施精益生产中的一些教训 Cherry-picking the tools is not enough 赶时髦或随机选择一些 具 是不行的 Focus on the flow of value to create a system 应当建立一个增值的连续流程
Value Stream Mapping 价值流分析 1 week SO Supplier MUSK PO Bao’an PC&L Follow up HK PO Customer MUSK SO SO PO copy 1 -2 day Weekly Master Shipping Schedule Lead Time 2 wks HK 1 day IQC 2 d I 1 grind 260, 000 CT=6. 17 s op=2 c/o=25 m Up=95% 10. 5 d 6. 17 s I 2 20 3 I I wash dry CT=0. 2 s CT=0. 5 s 9, 000 op=? c/o= Up=100% 0. 37 d 0. 2 s T&R CT=5. 2 s op=1 c/o=40 m Up=95% 5. 2 s In Process 2. 8 d I 21 22 I I QC pack CT=0. 45 s CT=0. 1 s 2, 000 5, 000 12, 000 op=0. 5 c/o= Up=95% Up=100% 0. 08 d 0. 45 s 0. 20 d 0. 49 d 0. 1 s I 13, 000 0. 54 d NVA=16. 8 d VA=170. 3 s
VSM - Understand The Work 理解当前 序操作 u u Data collecting 需要数据采集 Understand Sequence 理解 作顺序 Understand Cycle Time了解生产周期 Capture Waiting Time 收集等待时间 Without Data,It’s Just An Opinion! 没有数据,它只是你的观点!
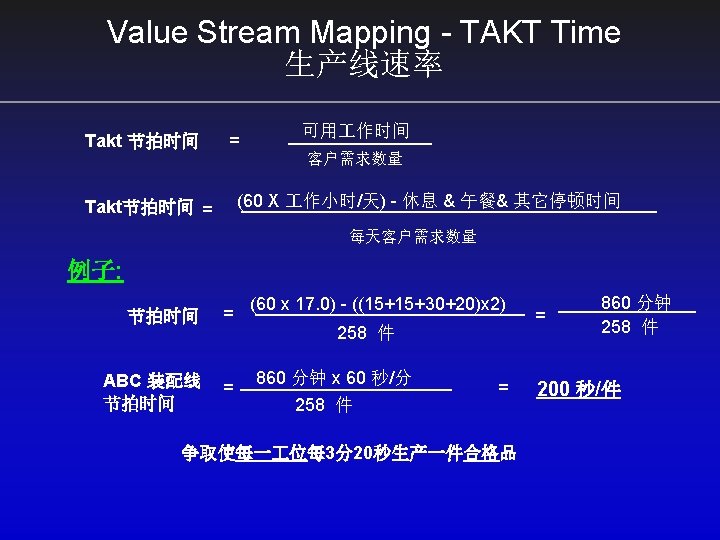
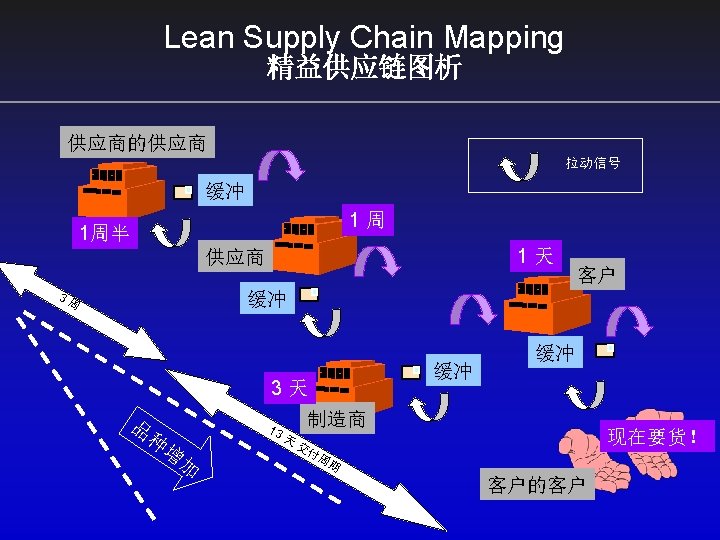
Value Stream Mapping - TAKT Time (需求)节拍时间 TAKT Time determines the rate at which work must be accomplished at each operation (Operational Cycle Time) based on the line rate. 节拍时间确定了每一 位必须完成 作的速率(操作周 期时间) TAKT is the rhythm or beat of the flow line. 节拍时间是流动线的节奏或拍子
Production Reporting & Charting 生产报告及图示 - Monitors the status of production at any given moment in time. 监控生产在任何时间的状态 - Provides the historical data necessary to continuously improve operational availability 记录历史数据以不断改善运行能力 - Production (hour by hour) 每小时生产状态如型号、产量等 - Down time 故障维修时间 - Change over 换型次数和时间 - Planned down time 计划停机时间 - Quality loss 质量损失 - Speed loss 速度损失 - Other lost time,people,material,etc 其他损失时间
Improve Overall Equipment Effectiveness 改进总的设备有效性 PARETO 主次分析 TOP 5 根源分析
Total Preventive Maintenance 全员设备(预防)维护 Total Preventive Maintenance is the total activities of all employees work to increase uptime, improve quality of output, improve safety, and reduce costs through the continuous improvement of equipment operation 全员设备维护是所有的员 努力通过持续改善设备的运行 来增加有效时间、提高产品质量、加强安全性及减少设备 成本的全系统的活动
TPM: Owner / Operator Concept 责任人 / 操作员 观念 The operator will be empowered to: monitor the equipment, notify maintenance prior to any machine downtime occurrence, assure that housekeeping is maintained, perform minor repairs and aid maintenance personnel with the suggestion 操作员有责任:监测设备,在机器出现故障前通知维修人员 进行维护,进行日常的清洁整理及小的维护调整 作,并把 平常观察情况反映给维修人员 T KOU LOC ES RUL
TPM Goals 目标 u u u Zero accidents Zero unplanned down time Zero speed losses Zero defects Minimum life cycle cost 零事故, 零非计划停机时间 零速度损失,零废品 产品生命周期成本最小化 我们为什 么达不到 ???
QCO - Quick Change Over 快速换型 好处:减少停机时间,增加生产计划的灵活性,减少 浪费,减少库存成本,提高运行能力 Benefits: TOOLS 1. 2. 3. 4. 5. Reduced machine downtime Flexibility in scheduling Reduced cost of scrap Reduced inventory holding costs Increased capacity
QCO - Opportunities for Improvement 快速换型改进机会 u u 80% Workplace organization 10% Equipment 5% Tooling 5% Product design 80% 之改进机会来源于现场管理 10% 来源于设备本身 5% 来源于 夹具 5% 来源于产品设计
Why Design U - Shape Cell Layout 为什么设计成“U”型单元布局 6 6 7 5 5 4 7 4 8 3 9 9 2 2 10 10 1 1 8 3 • Flexible Line Capacity • One - Piece Flow • Communication • Save Space 具有柔性生产能力 有利于单件流 便于员 沟通 节约场地
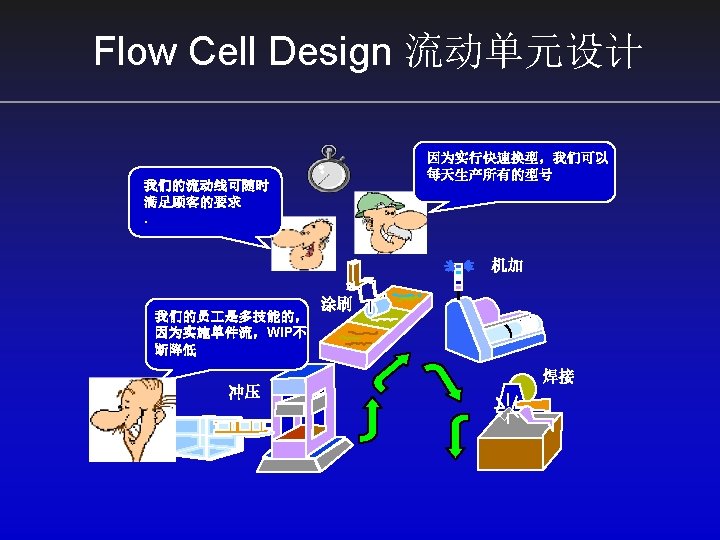
Flow Cell Design - Demand Management 需求管理
Line Rate Change to Takt Time 根据节拍时间调整线速
U - Shape Cell - High Rate Status “U”型单元 - 高速生产状态 TAKT 6 5 0 6 7 8 9 5 7 4 8 3 9 2 4 3 10 10 1 20 30 40 50 60 TAKT 0 0 10 20 30 40 50 60 TAKT 0 10 20 30 40 50 60 TAKT 2 0 10 TAKT 1 10 20 30 40 50 60 TAKT 0 0 0 TAKT 10 20 30 40 50 60 0
U - Shape Cell - Middle Rate Status “U”型单元 - 中速生产状态 TAKT 6 6 7 5 5 7 4 8 3 9 9 2 10 10 8 0 4 10 20 30 40 50 60 TAKT 3 2 0 10 TAKT 1 1 0 10
U - Shape Cell - Middle Rate Status “U”型单元 - 低速生产状态 6 6 7 5 5 7 TAKT 4 4 3 8 8 3 2 9 9 10 10 2 0 1 1 10 20 30 40 50 60
Machine Cycle Time Analysis 设备加 周期分析 Takt Time Line 节拍时间线 ï Scrap 生产废品时间 ï Changeover 换型时间 ï Downtime 停机时间 ï Cycle Time 加 合格品时 间 ï ï Load/Unload 装 / 卸料时间
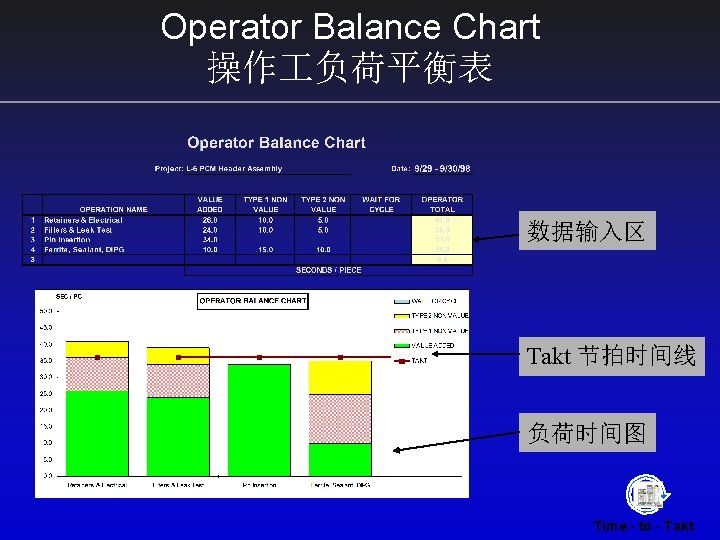
Sequence & Balance 作顺序及负荷平衡
How Many Operators Needed? 需要多少操作 ? u The number of operator is calculated by dividing the sum of the operator work ( value added + non value added )by the Module Takt Time u 操作 的数量等于总的单件产品的人 作量除以单 条生产线之节拍时间 操作 数量 = 人 作总量(VA + NVA ) 生产线节拍时间
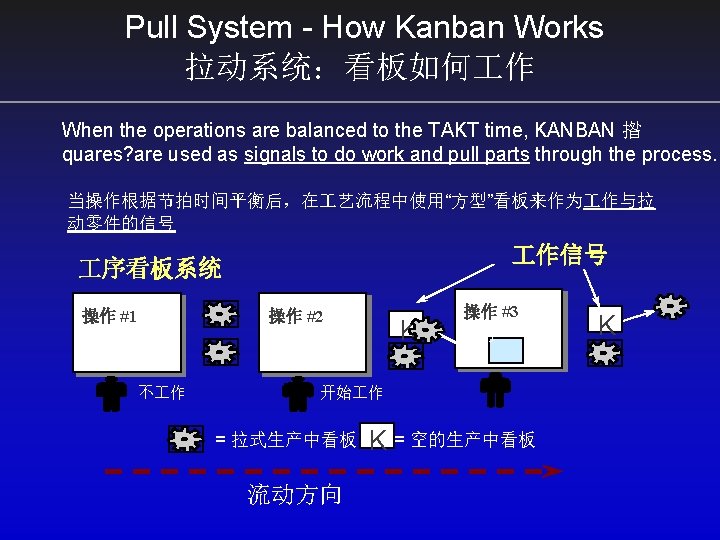
Pull System - Replenishment KB System 拉动系统:补充看板 作系统 看板挂板 A B C D E F G OD PART # PROCESS C-0087 D Run /生产点 NAME PISTON RING MACH MG-3 QUAN LOC 基点 看板来自下一级生产 200 5 OF 7 ASSEMBLY - L-4
OSE:Overall Supplier Effectiveness 对供应商的总评估 OSE = Q x C x D u. Q = Quality 质量 u C = Cost 成本 u D = Delivery 交货 例:OSE = 96% x 95% x 90% = 82% 81 -90% 一般情况 小于 80% 不可接受 大于 95%,好的供应商
Different Stages On Supply Chain Development 供应链开发的不同阶段 第一阶段:Conventional Approach 传统做法 • Adversarial relations 敌对关系 • Price is the priority 价格是决定因素 • Formal certification 正规认证 Culture:Suppliers are Expendable 企业文化: 供应商是可以牺牲掉的 第二阶段:SCM 供应链管理 • Longer - term relationship 长久关系 • Quality is the priority 质量是决定因素 • Reduce in number of suppliers 减少供应商数量 Culture:Work with supplier to improve quality, cost and lead time 企业文化:与供应商一起改进质量、成本和交货期
Different Stages On Supply Chain Development 供应链开发的不同阶段 第三阶段:Operational Alignment 生产联盟 • Time is the priority 时间是决定因素 • Focus on core process Capability 关注关键 艺能力 • Joined R&D pilot program 尝试一同开发项目 Culture:Production begins in supplier’s department 企业文化: 部分生产开始在供应商处进行 第四阶段:Strategic Alignment 战略联盟 • Joined business and process control 业务及流程一体化 • Agreements on strategies,polices 一致的战略,政策 • E- Commerce,e. Lean info flow 电子商务,电子信息流 Culture:Strategic business partnership with suppliers 企业文化:业务战略伙伴
Different Stages On Supply Chain Development 供应链开发的不同阶段 第五阶段:World Class Attainment 世界级水平 • End - to - End Lean enterprise,e. Lean practice become standard operating procedure 起点到终点链接精益企业,电子化精益实践成为标准操作 • World class enterprise pursue dynamic supply chain management in new ways that stretch the existing rules of competition 世界级水平的企业追求动态供应链的创新以赢得竞争力 Culture:Striving for continuous improvement throughout the entire value stream together 企业文化: 在整个价值链上不断完善
Lean Implementation Strategy 精益实施战略 • • Why Our Company have to Be In Lean? Roles and Education Gap Assessment and Measures Time Frame for Lean Journey 为什么我们公司要精益生产? 角色和培训 差距评估及精益指标 精益进程时间表
Key Performance Indicators 关键的表现指标 CUSTOMER/客户 u u u Delivered Quality 交货质量 Product Reliability 产品的可靠性 On-Time Delivery 准时交货 Lead Time 交付周期 Flexibility 灵活性 Price 价格 Manufacturer/制造商 u u u Material Cost Containment 遏制材料成本 Labor Cost Containment 遏制劳动力成本 Productivity 生产效率 Inventory 库存 Cost of Quality 质量成本 Capacity 生产量 必须评估有多少个表现“差距”
Lean Manufacturing Training 精益生产体系的培训 u u u Approximately 10% of an organization need sound education base Key Flow leaders and implementers need advanced training Everyone eventually needs awareness 全组织大约 10% 的人员需要扎实的培训 关键流程的主管和精益推行者需要更进一步的培训 当然每个人都应该了解精益生产基本知识
Lean Journey - The Preparation 精益征程:准备 作 u u u Without INCENTIVE -- Gradual Change 没有原动力 -- 逐步改变 Without VISION -- Confusion 没有远景 -- 不清不楚 Without ACTION PLAN -- False starts 没有行动计划 -- 难免失败 Without SKILLS -- Anxiety 没有知识 -- 焦虑不安 Without RESOURCES -- Frustration 没有资源 -- 沮丧消沉
Lean Journey - Hong Long? 精益征程:路有多长? u u Will differ in each environment 在各种环境下都会有不同 Suggest aggressive schedules; perhaps faster than normal projects 建议订立进取性的进度安排;也许要比正常的项目要快 Depends on pace of culture change 依赖于“企业文化”的改变步调 Typical “典型的” u Pilot area - 12 weeks u First wall-to-Wall line – half to one year u Plant – 3 -5 years 生产试验区 – 3个月 第一个“全方位”的生产车间 – 半年到一年 厂: 3 - 5 年