Le toupillage arrt Questce que cest Pourquoi Evite

























 •")





- Slides: 32
Le toupillage arrêté
Qu’est-ce que c’est ?
Pourquoi ? • Evite les raccordements de moulures dans les angles • Evite aux rainures de dépasser de la mortaise • Effet décoratif sur une arête de montant
Comment ? • Difficulté de positionnement des points de début et de fin de moulure • Le problème de l’approche du bois vers l’outil… • C’est une opération dangereuse car génératrice de rejet
Solution au positionnement Le guide continu
• Facile à réaliser en MDF de 10 mm • Ne pas utiliser de serre-joints pour la fixation mais des presses en C • Hauteur = guide alu • Fixer au guide puis approcher de l’outil progressivement après avoir pointé l’outil en hauteur
Repérer l’usinage • Usiner une pièce type • Marquer sur le guide continu les extrémités de l’usinage
Pièce type
Les traits indiquent maintenant les extrémités du moulurage On peut gommer et modifier si nécessaire
Quels sont les efforts en jeu durant l’usinage et quels sont leurs effets ?
À l’attaque de l’outil sur le bois durant la phase d’approche
Puis durant la phase d’avance du bois
L’attraction du bois vers le guide peut provoquer une perte de contrôle du mouvement de la pièce par rapport à l’outil
Il vaut mieux n’utiliser que des outils conçus pour une avance manuelle des bois avec limiteur de passe
Examen critique des 2 méthodes conventionnelles
Méthode A
Inconvénients de la méthode A • le contrôle de la rotation de la pièce est plus que délicat • Il est dangereux de mettre les mains dans la zone de l’outil • Le triangle de recul montre qu’il ya travail en avalant donc danger ! • Pb de positionnement de la butée pour les pièces longues
Avantages de la méthode A • le début de moulurage peut être très proche de l’extrémité de la pièce • Il est dangereux de mettre les mains dans la zone de l’outil • Préférer une butée courte
Méthode B
Inconvénients de la méthode B • Si le point d’appui est proche de l’extrémité du guide l’angle entre la pièce et le guide est important • L’idéal est une butée courbe difficile à réaliser • Angle de départ entre pièce et guide peut avoir une valeur prohibitive
Avantages de la méthode B • la rotation de la pièce provoque une avance au lieu d’un recul • les mains sont avant l’outil et hors zone dangereuse en cas de rejet • l’entrée de l’outil dans la pièce est progressive
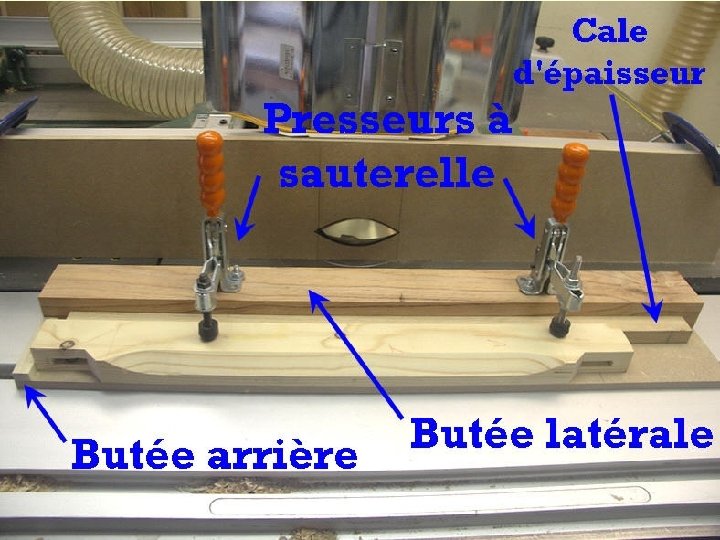
Méthode C La pièce à usiner est fixée sur un porteur
Inconvénients de la méthode C • Nécessité de réaliser un montage d’usinage (temps+stockage) • Il faut tracer sur la pièce des repères de début et fin de moulurage • Si usinage avec outils sous le bois il faut revoir le montage
Avantages de la méthode C • Travail sécurisé même avec un outil qui n’est pas anti-recul • La longueur maximum de la pièce n’est limitée que par celle du porteur • L’alignement repère sur pièce et sur guide
Réalisation du montage
Il faut aligner le bord de la pièce et celui du support
L’attaque est confortable
Conclusion • Pour obtenir un résultat satisfaisant, il faut se donner le temps de la réflexion et de réalisation des gabarits nécessaires. • La sécurité est un bonus aussi précieux que nos doigts. • Le résultat obtenu sans peur ni danger sera renouvelé plus souvent !