La conservazione degli alimenti Lindustria di lavorazione dei













 realizza")






: comprime il")








")











 IT: indicano se la temperatura del prodotto ha raggiunto la")
 ITT: rilevano contemporaneamente il tempo e la temperatura e integrano questi")




")









 ed un elevato calore latente")

 o punto di gelo di un alimento è la")







. FASE DI")




,")




 N. 853/2004 DEL PARLAMENTO EUROPEO E DEL CONSIGLIO del 29 aprile 2004")























, all’ interno")



















")




, stabilisce i criteri generali e le")
























 applicati")

 della durata")















: 150 -450 Time")

 PCA (37°C/72 h), Hectoen (37°C/24")









- Slides: 191
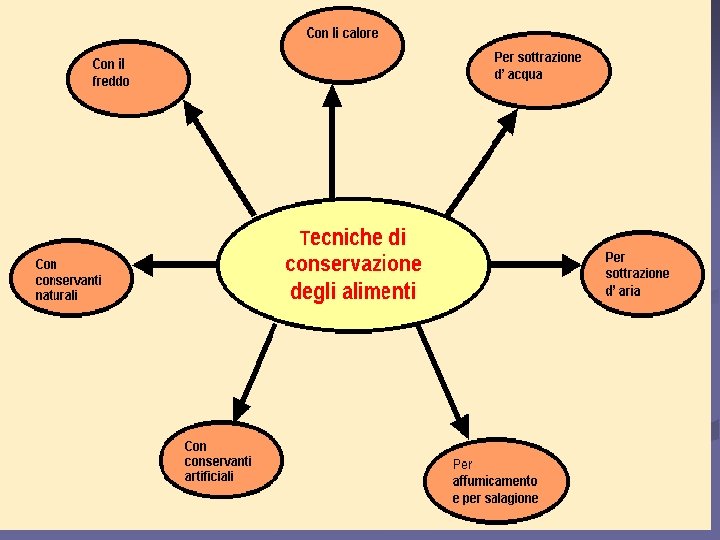
La conservazione degli alimenti
L’industria di lavorazione dei prodotti alimentari è continuamente alla ricerca di Metodi innovativi per il prolungamento della shelf-life e della commerciabilità Metodi che permettano di ridurre i costi energetici
“I prodotti alimentari, se non opportunamente conservati, tendono a deteriorarsi rapidamente diventando meno appetibili o addirittura Nocivi” PRINCIPALI CAUSE DI DETERIORAMENTO Attività metabolica dei microrganismi MICROBIOLOGICO Attività di enzimi propri ENZIMATICO Normali reazioni biologiche CHIMICO
DETERIORAMENTO MICROBIOLOGICO I batteri presenti nelle branchie dei prodotti ittici, nell’intestino e sulla cute di questi o di altri animali da macello, metabolizzano composti a basso peso molecolare formando composti volatili deterioranti. Normalmente questo è un fenomeno superficiale che può estendersi rapidamente determinando una invasione microbica profonda e quindi un più rapido deterioramento per: uso improprio della temperatura tagli sulla cute errori di manipolazione I microrganismi riflettono la popolazione microbica e la temperatura dell’acqua del luogo di pesca. Pesci pescati in acque calde presentano una prevalenza di GRAM + Pesci pescati in acque fredde presentano una prevalenza di GRAM – DETERIORANTI
DETERIORAMENTO ENZIMATICO Spesso prima dell’inizio del deterioramento microbico il primo processo che si verifica è il crollo dei meccanismi di ripristino dell’ATP che riduce la capacità delle cellule di mantenere la propria integrità provocando reazioni autolitiche dovute alla liberazione di enzimi endogeni dai tessuti muscolari e dall’intestino. ALTERAZIONI GENERATE DAGLI ENZIMI ENDOGENI DETERIORAMENTO DELL’ODORE Causato dalla riduzione dell’IMP a seguito dell’idrolisi dei fosfolipidi o all’ossidazione degli acidi grassi poliinsaturi da lipossigenasi, perossidasi ed enzimi microsomiali. MODIFICAZIONI DI COLORE Formazione del punto nero in gamberi e astici per l’azione delle fenolasi. Inverdimento nel tonno per esposizione della mioglobina all’ossido di trimetilamina. Ingiallimento per migrazione di pigmenti dal sottocute allo strato adiposo. CAMBIO NELLA TESSITURA Rammollimento per rottura delle proteine miofibrillari. Alterazioni a carico del collagene. Azione da parte di enzimi catepsinici e di quelli legati alle proteasi Ca ++ dipendenti.
DETERIORAMENTO CHIMICO Tale processo genera idroperossidi con un meccanismo non enzimatico determinando “rancidità ossidativa” e “imbrunimento non enzimatico”. RANCIDITÀ OSSIDATIVA Ossidazione di acidi grassi insaturi o trigliceridi con produzione di perossido di idrogeno instabile Formazione di radicali liberi Aumento dell’autossidazione che contribuisce al sapore ossidato Amminoacidi, residui dell’eme, acidi organici, pigmenti, ioni Fe++, Fe+++, Cu++ possono catalizzare le reazioni di ossidazione IMBRUNIMENTO NON ENZIMATICO Prodotti dell’autossidazione dei lipidi che interagiscono con le proteine Sbiadimento e poi imbrunimento dei muscoli
FATTORI INFLUENZANTI IL DETERIORAMENTO MANIPOLAZIONE Adeguati trattamenti post raccolta contribuiscono a ridurre le cariche microbiche. Scarsi trattamenti riducono la shelf-life per la contaminazione profonda. TEMPERATURA Basse temperature riducono l’aw rallentando il deterioramento microbico ma aumentano il consumo di ATP anticipando la rigidità cadaverica e la degradazione enzimatica e chimica. PH I tessuti muscolari post mortem vanno incontro ad una riduzione del p. H a valori di 5. 5 -6. 5 che favorisce lo sviluppo dei lattobacilli. Per questo si tende a mantenere questi prodotti a temperature di refrigerazione per prolungarne la shelf-life
ESTENSIONE DELLA SHELF-LIFE Trattamenti che prolungano la shelf-life SALATURA AFFUMICAMENTO cambiano la freschezza del prodotto METODI TRADIZIONALI TRATTAMENTI FISICI TRATTAMENTI CHIMICI NUOVI TRATTAMENTI IRRADIAZIONE A BASSO DOSAGGIO TRATTAMENTI DI ALTA PRESSIONE CONSERVAZIONE IN ATMOSFERA PROTETTIVA SOTTOVUOTO CONFEZIONAMENTO CON GAS GENERATORI - ASSORBENTI OSSIGENO GENERATORI DI VAPORE DI ETANOLO
METODI TRADIZIONALI
CONSERVAZIONE A BASSE TEMPERATURE CONSERVAZIONE CON GHIACCIO Da eseguire il più rapidamente possibile poiché si ha una riduzione della shelf-life di un giorno per ogni ora di ritardo. Riduce le cariche microbiche ma danneggia la carne e riduce le proteine solubili in H 2 O che sono importanti per l’aroma. In caso di deterioramento solo una parte del prodotto rischia di andare perduto. REFRIGERAZIONE MECCANICA CON ACQUA MARINA (RSW) REFRIGERAZIONE MECCANICA CON ACQUA MARINA IN ATMOSFERA MODIFICATA (MRSW) Sono necessarie apparecchiature resistenti alla corrosione. In caso di deterioramento tutto o quasi tutto il prodotto rischia di andare perduto. MRSW può aumentare la salinità, modificare il colore del prodotto e determinare in alcuni casi irrancidimento.
TRATTAMENTI CHIMICI Si usano disinfettanti chimici per estendere la shelf-life dei prodotti dal momento che l’acqua di mare utilizzata per lavare i contenitori e per eliminare l’insudiciamento superficiale è un vettore di microrganismi. SORBATO DI POTASSIO Inibisce il deterioramento microbico SORBATO DI POTASSIO e POLIFOSFATI Azione chelante gli ioni metallici, aumento del p. H, legame con le proteine, azione legante l’acqua e idratante, prevenzione dell’ossidazione lipidica e della crescita microbica ACIDO ASCORBICO Azione antiossidante ACIDO KOJIC Agente anti-imbrunimento (tossico e costoso) SOLFITI E SOLFATI Agenti antimicrobici, anti-imbrunenti e antiossidanti (reazioni allergiche ed effetti mutageni) COMPOSTI FENOLICI Stessa azione dei Solfiti e Solfati ma cancerogeni SOSTITUTI RESORCINOLICI Usati per la prevenzione della melanosi dei gamberetti. Solubili in H 2 O, stabili, non tossici, non mutageni, non cancerogeni GLUCOSIO OSSIDASI Riduzione del p. H e aumento della proliferazione dei lattobacilli ETOSSIQUIN Riduzione dell’O 2 e formazione di prodotti antiossidanti CHITOSAN Antimicrobico che a basse dosi inibisce i GRAM + e ad alte dosi anche i GRAM -
LA REFRIGERAZIONE
. . . dal 1700 a. C. OGGI n n n 1700 a. C. nell’antica Persia invenzione della ghiacciaia (ambiente in cui veniva prodotto e/o immagazzinato il ghiaccio) 1748 William Cullen dell’Università di Glasgow costruisce la prima macchina refrigerante artificiale 1805 Oliver Evans progetta la prima macchina refrigerante basata sul vapore al posto del liquido
. . . dal 1700 a. C. OGGI v 1834 Jacob Perkins (USA) realizza il primo frigorifero domestico con sistema a compressione v 1840 J. B. Sutherland di Detroit brevetta il primo carro ferroviario refrigerato per il trasporto, principalmente di latte e burro
. . . dal 1700 a. C. OGGI v 1859 il francese Ferdinand Carrè inventa una macchina refrigerante basata sull’utilizzo dell’ammoniaca come liquido refrigerante intermedio v 1928 Frigidaire scopre un nuovo tipo e catagoria di refrigeranti sintetici, denominati HALOCARBONS o CFC (clorofluorocarburi) v 1931 primo frigorifero domestico, FREON (idrocarburi alogenati) come liquido intermedio v ……. frigoriferi moderni “DINAMICI” che si differenziano da quelli tradizionali o “STATICI” per la continua circolazione di aria fredda.
IL CICLO FRIGORIFERO E’ un ciclo termodinamico in grado di trasferire calore da una sorgente fredda ad una calda. Può essere descritto attraverso quattro fasi: 1. COMPRESSIONE 2. CONDENSAZIONE 3. ESPANSIONE 4. EVAPORAZIONE
I FASE: COMPRESSIONE Il fluido refrigerante in stato di vapore surriscaldato entra, aspirato nel compressore. Il compressore comprime il fluido.
II FASE: CONDENSAZIONE Il vapore surriscaldato viene immesso all’interno dello scambiatore di calore posto nell’ambiente esterno. In questa fase l’aria esterna (con t° inferiore rispetto al vapore surriscaldato) sottrae calore al fluido refrigerante. Tale sottrazione produce il passaggio di stato da vapore a liquido (condensazione).
III FASE: ESPANSIONE Il liquido viene fatto espandere passando attraverso la valvola di laminazione; questa induce una notevole perdita di carico al fluido in modo da farlo passare dalla pressione alta alla pressione bassa del ciclo. Tale espansione produce un repentino raffreddamento del fluido.
IV FASE: EVAPORAZIONE Il fluido molto freddo riceve calore dall’aria esterna ed evapora. La somministrazione di calore prosegue fino a convertire tutto il liquido.
La macchina frigorifera E’ formata da quattro organi principali: 1. Compressore (CP): comprime il fluido refrigerante che si porta ad alta p e ad alta t° 2. Condensatore (CN): sottrae calore al refrigerante caldo 3. Valvola di Laminazione (VT): provoca la riduzione repentina della p del refrigerante che diventa molto freddo 4. Evaporatore (EV): fornisce calore al refrigerante freddo
LA REFRIGERAZIONE Rappresenta una delle tecnologie più utilizzate a livello dell’industria alimentare, impiegata sia per la conservazione delle materie prime, sia nel corso della trasformazione, sia per la conservazione e distribuzione di una vasta varietà di prodotti, sia per la conservazione dei prodotti a livello della ristorazione tradizionale e domestica.
… LA REFRIGERAZIONE Con il termine refrigerazione si intende il raffreddamento delle derrate alimentari a t° prossime, e generalmente superiori, allo 0°C e in ogni caso al di sopra del punto di congelamento della fase acquosa (da 1/+7°C). Infatti nei prodotti refrigerati l’acqua presente non deve solidificare, pertanto il periodo di conservazione di questi alimenti è limitato nel tempo.
… LA REFRIGERAZIONE Un parametro importante ai fini di un’ottimale Refrigerazione è l’Umidità Relativa, U. R. , espressa come valore %; essa rappresenta il rapporto tra la quantità di vapore osservata in un volume di aria e la quantità massima che quello stesso volume potrebbe contenere nelle stesse condizioni di t° e p.
… LA REFRIGERAZIONE Le basse t° provocano un generale rallentamento di: v reazioni chimiche (ossidazioni, idrolisi) v reazioni enzimatiche v processi fisici v sviluppo microbico ed attività microbica Le t° adottate nella refrigerazione non sono in grado di portare ad una totale inibizione di tali reazioni. Infatti……
… LA REFRIGERAZIONE v v non è in grado di devitalizzare i microrganismi e di distruggere le loro tossine non ha un’azione risanante non ha un’azione sterilizzante ma ha un EFFETTO MICROBIOSTATICO Gli alimenti da conservare con le basse t° devono essere IGIENICAMENT E PERFETTI.
… LA REFRIGERAZIONE Le principali caratteristiche degli alimenti refrigerati (sicurezza igienico-sanitaria, elevata qualità nutrizionale e sensoriale, comodità d’uso) devono essere mantenute durante le fasi di produzione e commercializzazione. Due sono i principi alla base del controllo della qualità e della sicurezza degli alimenti refrigerati: Ø Ø i fattori PPP (prodotto-processo-confezionamento) i fattori TTT ( intervallo tempo-temperatura)
… LA REFRIGERAZIONE I fattori PPP devono essere considerati sin dalle prima fasi della produzione. Possono essere così suddivisi: Prodotto Processo Confezionamento
… LA REFRIGERAZIONE Prodotto § § § qualità delle materie prime e degli ingredienti idoneità degli ingredienti formulazione di prodotto: compatibilità dei componenti che costituiscono il prodotto finito
… LA REFRIGERAZIONE Processo § § velocità ed efficienza delle operazioni di raffreddamento (abbattitori) uso di processi tecnologici addizionali (scottatura, pastorizzazione)
… LA REFRIGERAZIONE Confezionamento § § confezionamento tradizionale confezionamento innovativo (ad es. in atmosfera protettiva)
… LA REFRIGERAZIONE I fattori TTT relazionano la t° di conservazione alla shelf -life del prodotto. Sono in grado di predire gli effetti di fluttuazioni di t° sulla qualità e dunque sulla shelf-life del prodotto alimentare.
… LA REFRIGERAZIONE Il controllo e il monitoraggio della t° durante l’intervallo di tempo che va dalla produzione al momento della distribuzione e consumo sono dunque fattori indispensabili al fine di garantire la sicurezza e la qualità degli alimenti refrigerati.
… LA REFRIGERAZIONE Un innalzamento accidentale della t°, anche per un breve periodo, potrebbe pregiudicare i prodotti conservati in stato refrigerato anche con rischi alla salute umana.
… LA REFRIGERAZIONE Questo giustifica il costante richiamo all’importanza del mantenimento della CATENA DEL FREDDO.
LA CATENA DEL FREDDO Il termine “catena del freddo” indica la continuità di mezzi impiegati in sequenza per assicurare la conservazione a bassa t° di derrate deperibili, dalla fase di produzione al consumo finale. Indica pertanto il percorso obbligato che determinate tipologie di prodotti alimentari devono compiere affinchè possano giungere al consumo finale mantenendo lo standard qualitativo iniziale.
LA compongono CATENA DELla. FREDDO Gli anelli che catena del freddo sono: La catena del freddo, se rispettata, consente di mantenere le derrate deperibili nelle condizioni ottimali di conservazione fino a quando esse vengono utilizzate per il consumo alimentare.
Un sistema utile per il controllo di queste fasi è quello a “staffetta”, dove il testimone (prodotto alimentare), viene trasferito da un responsabile ad un altro, e dove tutte le informazioni sulla temperatura del prodotto e sulla sua storia vengono documentate per iscritto. Questo sistema, ovviamente, necessita di un’adeguata educazione e formazione del personale.
STRUMENTI PER IL MONITORAGGIO DELLA TEMPERATURA NEGLI ALIMENTI REFRIGERATI SISTEMI CONVENZIONALI SISTEMI INNOVATIVI
SISTEMI CONVENZIONALI TERMOMETRI ELETTRONICI DIGITALI Sono i più diffusi, sono composti da due parti: lo strumento indicatore e la sonda. Le sonde vengono scelte in base al materiale da misurare ( sonda per superfici, ad inserzione o immersione). Lo strumento indicatore cui la sonda è collegata è in genere un semplice display (digitale o analogico) che indica in tempo reale la t° registrata dalla sonda.
TERMOMETRI ALL’INFRAROSSO Permettono di misurare le temperature superficiali del prodotto senza alcun contatto con l’alimento. L’accuratezza della misura dipende in parte dall’angolazione incidente, dal grado di emissività del prodotto e dalla distanza. E’ un controllo della temperatura veloce e in maniera non invasiva
INDICATORI DELLA TEMPERATURA (IT) IT: indicano se la temperatura del prodotto ha raggiunto la soglia prefissata. Conferisce un presupposto di prova di rispetto della catena del freddo.
INDICATORI TEMPO-TEMPERATURA (ITT) ITT: rilevano contemporaneamente il tempo e la temperatura e integrano questi due dati in un solo risultato visibile. Permettono di controllare il rispetto della catena del freddo e le condizioni ambientali subite dal prodotto.
Gli IT e gli ITT si presentano in genere sotto forma di etichette autoadesive attaccate ai prodotti. Il principio di funzionamento si basa sull’utilizzo di un processo sensibile alla t° (meccanico, fisico, chimico, biochimico, elettronico). Le conseguenze di questo processo si traducono spesso in un cambiamento visibile (cambiamento di colore). Il consumatore dispone allora di un’informazione supplementare oltre alla data di scadenza del prodotto.
DATALOGGER Sono strumenti moderni utilizzabili per il rilevamento e la memorizzazione su base temporale della temperatura. Rispetto ad un semplice termometro elettronico, lo strumento è dotato di: centralina (memorizzare e elaborare i dati di temperatura registrati anche in funzione del tempo di acquisizione). La programmazione dei datalogger avviene via computer e idonei software di gestione. I dati registrati dallo strumento vengono periodicamente scaricati su computer locale.
SISTEMI INNOVATIVI DATATRACE Consistono in un sensore collegato direttamente ed ermeticamente ad un sistema miniaturizzato di misura, elaborazione e memorizzazione dei dati di tempo-temperatura. La programmazione e lo scarico dei dati avviene attraverso computer.
ELLAB E’ un robusto logger progettato per operare in condizioni estreme. Possono tollerare t° da -80°C a +150°C ( alcuni sensori a -196°C e +400°C) e sopportare pressioni fino a 10 bar. I sensori sono in acciaio inossidabile rigidi o flessibili; il registratore di dati è fatto in acciaio inox e la componente elettronica è sigillata con materiale resistente al calore e all’umidità. Come tutti i datalogger deve essere pre-impostato; i valori acquisiti sono raccolti da una memoria interna e scaricati successivamente in un computer. Sono di diverse dimensioni sia per quando riguarda la sonda che la camera contenente il sistema di memorizzazione ed elaborazione dati.
DATALOGGER MINIATURIZZATO E SONDE TEMPSTICK Il sistema Temp. Stick assembla in dimensioni minime (mm) le sonde di rilevamento temperatura e il datalogger. La programmazione e lo scarico dei dati avviene attraverso computer cui viene collegato tramite un’interfaccia portatile.
TERMOCAMERE A RAGGI INFRAROSSI Le termocamere sono particolari videocamere che consentono di misurare e rappresentare la radiazione infrarossa emessa da un oggetto. La radiazione è una funzione della temperatura della superficie di un oggetto e la termocamera è in grado di calcolare e visualizzare tale temperatura.
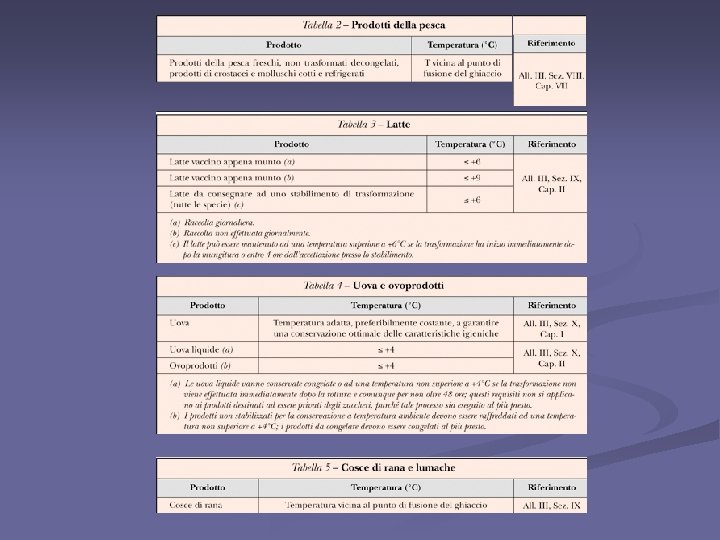
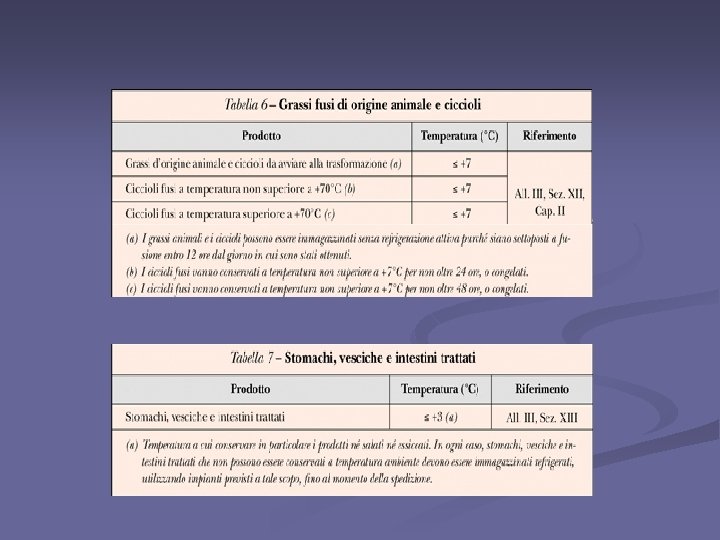
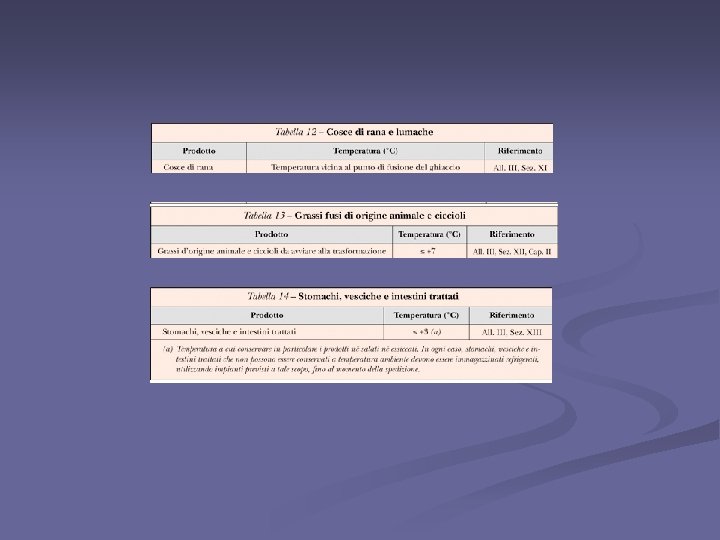
NORMATIVA Le indicazioni relative alle temperature di stoccaggio, trasporto e lavorazione degli alimenti di origine animale sono dettate dal Regolamento CE 853/2004.
§ STOCCAGGIO
§ TRASPORTO
§ LAVORAZIONE
CONCLUSIONI Per ridurre i rischi e migliorare la qualità dei prodotti refrigerati è necessario non solo ottimizzare i controlli ma indurre la volontà dei protagonisti della Catena del Freddo (produttori, trasportatori, distributori e punti vendita) a implementare la gestione ed il controllo delle temperature in accordo alle normative vigenti e/o alle Buone Pratiche di Lavorazioni per poter assicurare al consumatore un prodotto sicuro e di qualità.
IL CONGELAMENTO
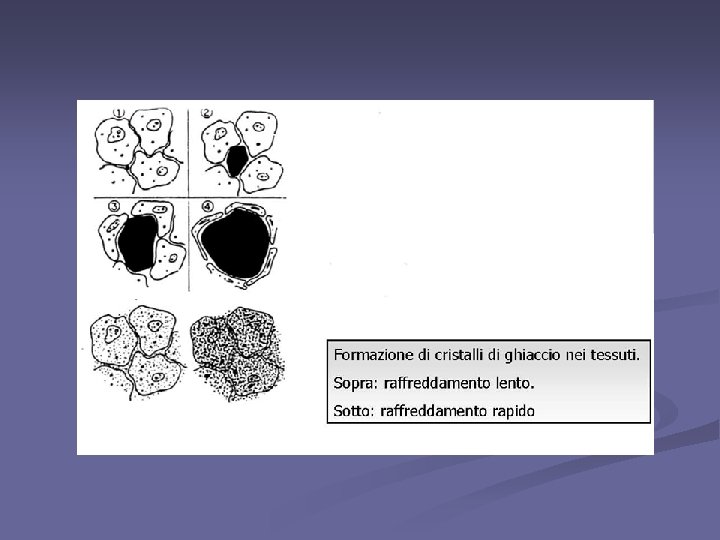
n IL CONGELAMENTO È UNA OPERAZIONE UNITARIA CON LA QUALE UN ALIMENTO VIENE PORTATO AD UNA TEMPERATURA AL DI SOTTO DEL PUNTO DI CONGELAMENTO ED UNA PARTE DELL'ACQUA SUBISCE UN CAMBIAMENTO DI STATO NELLA FORMA DI CRISTALLI DI GHIACCIO.
Durante il congelamento il calore sensibile è il primo ad essere rimosso per abbassare la temperatura al punto di congelamento. In seguito viene rimosso il calore latente di solidificazione e si ha la formazione dei cristalli di ghiaccio.
L'acqua ha un alto calore specifico (4200 j/kg k) ed un elevato calore latente di fusione (335 kj/kg) per cui una notevole quantità di energia deve essere fornita per congelare gli alimenti, energia che viene somministrata come energia elettrica impiegata per comprimere i gas (refrigeranti) nell'impianto di congelamento meccanico o per comprimere e raffreddare i fluidi criogenici.
AS - l'alimento viene raffreddato al di sotto del punto di congelamento Tf che, ad eccezione del caso dell' acqua pura, è sempre al di sotto di 0°c. Al punto S l'acqua rimane allo stato liquido sebbene la temperatura sia al di sotto del punto di congelamento. Questo fenomeno è conosciuto come sottoraffreddamento e può avvenire anche a valori inferiori ai 10°C al di sotto del punto di congelamento. SB - La temperatura sale rapidamente fino al punto di congelamento quando i cristalli di ghiaccio iniziano a formarsi ed il calore latente di solidificazione viene liberato. BC - Il calore viene rimosso dall'alimento alla stessa velocità di prima. Il calore latente viene sottratto e si forma il ghiaccio, ma la temperatura rimane quasi costante. CD - Uno dei soluti diventa soprasaturo e cristallizza. Il calore latente di cristallizzazione viene liberato e la temperatura sale alla temperatura eutettica (è la temperatura più bassa alla quale una soluzione può coesistere in equilibrio con il ghiaccio e con il soluto) di quel soluto. DE - La cristallizzazione dell'acqua e dei soluti continua. Il tempo totale Tf necessario viene determinato dalla velocità con la quale il calore viene rimosso. EF - La temperatura della miscela ghiaccio/acqua scende fino alla temperatura del congelatore.
n Il punto crioscopico (congelamento) o punto di gelo di un alimento è la temperatura alla quale un micro cristallo di ghiaccio esiste in equilibrio con l'acqua circostante. esso non corrisponde a 0° C, ma risulta inferiore – da qualche decimo a diversi gradi - a seconda della concentrazione delle soluzioni costituenti gli alimenti. Tuttavia prima che si possa formare un cristallo di ghiaccio, deve essere presente un nucleo di molecole di acqua, la nucleazione quindi precede la formazione dei cristalli.
PROCESSO DI CONGELAMENTO n Fase di nucleazione o cristallizzazione (comparsa dei primi cristalli di ghiaccio, oltrepassato il punto crioscopico) (tra 0 e -7°c, con la massima separazione dell’acqua allo stato solido); n Fase di accrescimento dei cristalli.
L'entità della nucleazione e dell'accrescimento sono inversamente proporzionali e dal gioco di questi due fenomeni dipende la struttura del congelato. n Se prevale la nucleazione avremo tanti minuscoli cristalli n Se prevale l'accrescimento avremo pochi cristalli ma molto grossi
NEL CONGELAMENTO La temperatura a cui viene sottoposto l'alimento non è molto bassa ( - 8, - 12°c, mai inferiore a - 20°c) e la velocità di penetrazione del freddo è ridotta. Esso determina, formazione di cristalli di elevate dimensioni (con diametro di centinaia di µm) a causa della scarsa nucleazione, lo spostamento di acqua dalle posizioni originarie e la compressione delle cellule allo stato congelato con parziale disidratazione.
Durante la fase di scongelamento del prodotto perdita di turgidità dei tessuti e loro rammollimento con perdita di liquidi tissutali
NEL CONGELAMENTO RAPIDO L'alimento viene sottoposto a temperature di almeno - 30, - 50°c od anche più basse (congelamento ultrarapido). In queste condizioni prevale il fenomeno della nucleazione dei cristalli a scapito dell'accrescimento: si formano numerosissimi microcristalli del diametro di alcuni µm sia intra che extracellulari, che non rompono le pareti delle cellule.
LA RAPIDITÀ DI CONGELAMENTO n Fissazione della topografia tissutale originaria del prodotto fresco; n Blocco dei processi biochimici evolutivi e degradativi; n n Microcristallizzazione dell'acqua; Diminuzione delle lesioni delle membrane cellulari; n Impedimento alla separazione dei diversi componenti
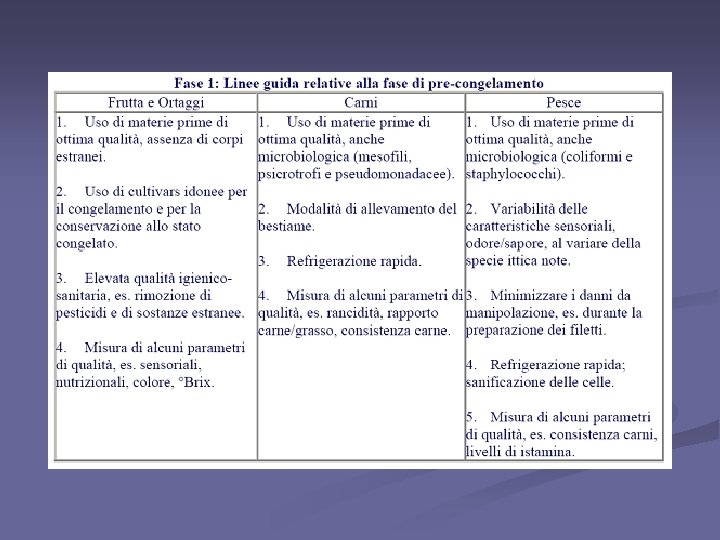
TECNICHE DI CONGELAMENTO n Fase preliminare : PRECONGELAMENTO n Prerefrigerazione (10 °C per 8 ore) n Refrigerazione rapida (aria 0 -2°C per almeno 16 ore) n Scopo : Facilitare la risoluzione completa del rigor, l’estrazione del calore interno e l’inizio della maturazione.
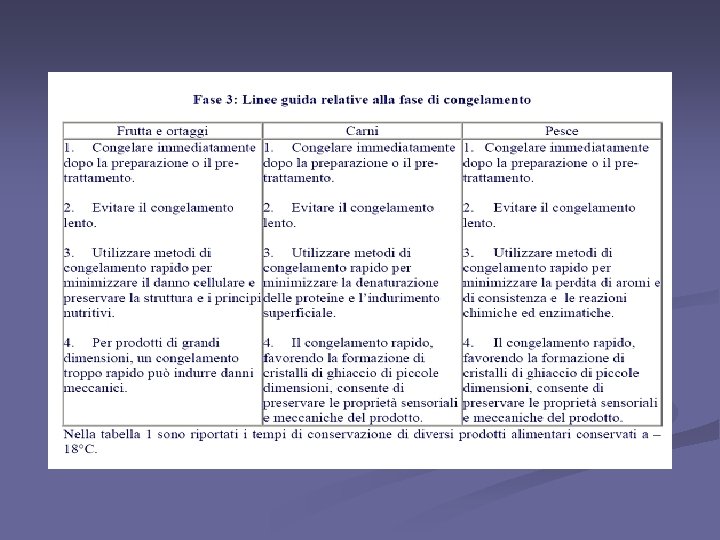
n n CONGELAMENTO Raffreddamento fino alla temperatura di inizio del congelamento (-1/-2°C). FASE DI CONGELAZIONE P. D. (-2°/-6°C): n Congela la maggior parte dell’acqua congelabile. n Periodo critico che va superato il più presto possibile : si forma la maggior parte dei cristalli di ghiaccio.
FASE DI SOTTORAFFREDDAMENTO: Si raggiunge la temperatura di conservazione. Mezzene e quarti: -12°C a cuore, corrispondenti a - 25°C in superficie (durante il deposito la temperatura raggiunge l’equilibrio). Piccoli tagli : - 15°C Prodotti porzionati: -18°C. Consente di evitare aumenti di temperatura nel trasferimento dai locali di produzione a quelli di stoccaggio, fino al consumo.
FATTORI CHE INFLUENZANO LA PENETRAZIONE DEL FREDDO • Spessore della derrata • Forma regolare o irregolare, piatta, globosa • Coefficiente di conduttività termica della derrata • Quantità totale di calore da estrarre • Scarto tra temperatura da raggiungere e quella del mezzo di raffreddamento • Coefficiente superficiale di scambio tra il mezzo di raffreddamento e la superficie da raffreddare • Umidità relativa dell’aria • Velocità di scorrimento o di rimescolamento del mezzo di raffreddamento (aria, miscele frigorifere liquide, ecc. )
IMPIANTI DI CONGELAMENTO Ø CONTATTO INDIRETTO CON IL REFRIGERANTE Congelatore a piastre nelle quali circola un liquido frigorifero a -30/-40°C. Adatto a carni disossate in imballaggi rigidi 8 -25 kg (2 ore per 8 cm di spessore, contro le 4 ore del, pesci interi, eviscerati, filetti di pesce confezionati, pesce in blocchi. Congelatori a nastro: il prodotto si muove lungo un nastro trasportatore; il refrigerante circola dal lato opposto del nastro
Ø CIRCOLAZIONE D’ARIA FORZATA Tunnel di congelamento: carrelli o scaffali percorrono un tunnel refrigerato: prodotti di grosse dimensioni (carcasse, mezzene, imballaggi del peso di 20 -30 Kg) o porzionati (confezioni o vassoi. Congelatori a nastro: nastro trasportatore in rete metallica o nastro forato. Aria corrente con movimento maggiore o minore. Congelatori a letto fluido: prodotti di piccole dimensioni sono forzatamente movimentati e congelati da un flusso di aria fredda ascendente
Ø CONTATTO DIRETTO CON IL REFRIGERANTE Congelatori con azoto liquido (LN 2, – 196°C), Freon (-30°C). Per volatili o pezzature piccole e irregolari imballati. Il refrigerante viene nebulizzato sul prodotto in tunnel Ø SISTEMI COMBINATI Congelamento superficiale del prodotto in azoto liquido, quindi passaggio in congelatore a nastro a spirale o a letto fluido per il completamento del processo
MODIFICAZIONI DETERMINATE DAL CONGELAMENTO • OSSIDAZIONE DEI LIPIDI La stabilità dei lipidi durante il congelamento e, soprattutto, la conservazione è in relazione con il grado di insaturazione dei grassi. E’ impossibile bloccare le lipasi finché non si raggiunge una temperatura inferiore a - 29°C.
MODIFICAZIONI DETERMINATE DAL CONGELAMENTO • IMBRUNIMENTO ENZIMATICO • DETERIORAMENTO DELL’AROMA Correlati all’ossidazione lipidica.
MODIFICAZIONI DETERMINATE DAL CONGELAMENTO DENATURAZIONE DELLE PROTEINE II congelamento induce nelle proteine un cambiamento della struttura, una denaturazione con modificazioni della forma della molecola. Si nota qualche effetto sulla digeribilità delle proteine. L’effetto più importante è la riduzione della capacità di trattenere acqua da parte del tessuto muscolare durante lo scongelamento.
MODIFICAZIONI DETERMINATE DAL CONGELAMENTO DEGRADAZIONE DI PIGMENTI E VITAMINE Causate per lo più da pretrattamenti ( Blanching dei vegetali)
REGOLAMENTO (CE) N. 853/2004 DEL PARLAMENTO EUROPEO E DEL CONSIGLIO del 29 aprile 2004
La Surgelazione
Surgelazione raggiungere la temperatura di – 18°C in un tempo che può variare da pochi minuti a poco meno di un’ora Considerato una conservazione per congelamento rapido
Nasce nel 1928 grazie a Clarence Birdseye che sviluppò negli Stati Uniti il primo sistema industriale di surgelamento a contatto, il quale permetteva di ridurre drasticamente i tempi di congelamento. II merito di Birdseye fu di applicare su scala industriale ciò che aveva osservato direttamente nel Labrador canadese: là i pescatori indigeni conservavano il salmone appena pescato, ripulito e tagliato in pezzi, rapidamente e completamente ghiacciato dal vento gelido. Il mercato statunitense accolse favorevolmente la novità
USA: 1928 EUROPA: dopo la seconda guerra mondiale ITALIA ? ?
LEGGE 27 -1 -1968 N° 32 “NORME PER LA VENDITA AL PUBBLICO DEGLI ALIMENTI SURGELATI” (PUBBL. IN Con questa legge si consentiva la vendita di alimenti surgelati a GAZZ. UFF. N. 36 DEL 10 FEBBRAIO 1968) tutti gli esercizi commerciali di qualsiasi tipo e specializzazione merceologica che esercitano la vendita al pubblico di prodotti agricoli ed alimentari. Per ottenere la licenza di vendita per la voce «alimenti surgelati» il titolare dell’esercizio richiedente dovrà dimostrare, mediante attestato rilasciato dalle competenti autorità sanitarie comunali, di disporre di un locale di vendita che risponda ai requisiti igienicosanitari necessari per il commercio degli alimenti surgelati.
DECRETO LEGISLATIVO DEL 27 GENNAIO 1992, N. 110 ATTUAZIONE DELLA DIRETTIVA 89/108/CEE IN MATERIA DI ALIMENTI SURGELATI DESTINATI ALL'ALIMENTAZIONE UMANA (PUBBLICATO NELLA GAZZETTA UFFICIALE N. 39 DEL All’ art. 2 vengono definiti per alimenti surgelati i prodotti 17 -02 -1992) alimentari: a) sottoposti ad un processo speciale di congelamento, detto "surgelazione", che permette di superare con la rapidità necessaria, in funzione della natura del prodotto, la zona di cristallizzazione massima e di mantenere la temperatura del prodotto in tutti i suoi punti, dopo la stabilizzazione termica, ininterrottamente a valori pari o inferiori a -18°C; b) commercializzati come tali.
Art. 4. Temperature 1. La temperatura degli alimenti surgelati deve essere mantenuta in tutti i punti del prodotto ad un valore pari o inferiore a -18°C. 2. Sono tuttavia tollerate: a) durante il trasporto, brevi fluttuazioni verso l'alto non superiori a 3° C della temperatura del prodotto. b) durante la distribuzione locale e negli armadi e nei banchi frigoriferi per la vendita al consumatore, fluttuazioni verso l'alto della temperatura del prodotto non superiori a 3° C.
Art. 8 Etichettatura degli alimenti surgelati destinati al consumatore 1. Fermo restando le disposizioni in materia di etichettatura dei prodotti alimentari, le stesse si applicano agli alimenti surgelati con le seguenti modalità e integrazioni: a) la denominazione di vendita, completata dal termine "surgelato"; b) il termine minimo di conservazione completato dalla indicazione del periodo in cui il prodotto può essere conservato presso il consumatore; c) le istruzioni relative alla conservazione del prodotto dopo l'acquisto completate dalla indicazione della temperatura di conservazione o dell’attrezzatura richiesta per la conservazione; d) l’avvertenza che il prodotto, una volta scongelato, non deve essere ricongelato e le eventuali istruzioni per l’uso; e) l’indicazione del lotto. 2. le disposizioni del presente articolo si applicano anche agli alimenti surgelati destinati ai ristoranti, agli ospedali, alle mense ed altre collettività analoghe.
Questi riferimenti legislativi caratterizzano alcuni aspetti del prodotto surgelato tutt’oggi validi in quanto questi prodotti devono possedere i seguenti requisiti: ü confezionamento in contenitori originali al momento della preparazione ; üconservazione allo stato surgelato fino al momento dell’acquisto e del consumo da parte del consumatore; ünon possono in alcun caso, sino al momento del consumo, abbandonare la catena del freddo. per creare i presupposti della surgelazione non è necessaria soltanto la temperatura bassa o bassissima ( -30°C / -40°C) ma che arrivi in un tempo non superiore a 4 ore “a cuore” del prodotto con una temperatura non inferiore a – 18°C.
freddo.
ATTREZZATURE CRIOGENICHE PER SURGELAZIONE E RAFFREDDAMENTI RAPIDI
Surgelatore a tamburo Congela efficacemente i prodotti alimentari ad un livello di temperatura uniforme. Il congelatore, ruotando, è in grado di tenere separati i singoli pezzi in modo da aumentarne la velocità di surgelazione. mantiene l’integrità, l’aroma e la consistenza del prodotto. I vantaggi che il sistema garantisce comprendono: • temperature costanti ed uniformi • il prodotto uniformemente congelato rimane flessibile per facilitarne il trasporto • lavorazione in linea continua • velocità elevata ed efficace trasferimento del calore per un risparmio di tempo • ottimizzazione nell’utilizzo dello spazio pavimentato • semplicità di funzionamento, manutenzione e pulizia.
IQF La surgelazione ad immersione rappresenta uno metodi di congelamento più rapidi ed è ideale sia per l’indurimento superficiale che per il congelamento completo. Si tratta inoltre del metodo impiegato per la surgelazione di prodotti di piccola pezzatura. Ogni impianto comprende un nastro trasportatore che passa attraverso un “bagno” di azoto liquido; regolando il tempo di immersione e la temperatura, è possibile variare l’entità del congelamento a seconda delle esigenze. Inoltre, per incrementare l’efficacia dell’impianto, ai congelatori ad immersione possono essere abbinati tunnel di pre e postraffredamento
Surgelazione criomeccanica La surgelazione criomeccanica combina i processi di surgelazione criogenica e di surgelazione meccanica in un unico sistema: la surgelazione criogenica consente un efficace congelamento ed indurimento superficiale, mentre la successiva surgelazione meccanica completa il congelamento del prodotto. La surgelazione criogenica pre-raffredda l’alimento, riducendone il carico di calore e sigillandolo dall’umidità. Ciò permette al congelatore in cui viene eseguita la surgelazione meccanica di funzionare con la massima efficienza e la minore disidratazione. Altri vantaggi comprendono l’incremento della capacità produttiva, il miglioramento della qualità ed una maggiore flessibilità operativa.
Surgelatori criogenici a spirale I surgelatori criogenici a spirale sono sistemi versatili e ad ampia capienza, in grado di raffreddare rapidamente, indurire e congelare una vasta gamma di alimenti. sono dotati di un particolare ventilatore centrale ingabbiato, che riduce le variazioni di temperatura e garantisce un congelamento uniforme. L’impianto è inoltre appositamente studiato per minimizzare le infiltrazioni dell’aria. Il funzionamento dell’impianto prevede la movimentazione dell’alimento su un nastro di trasporto continuo a spirale, dove la temperatura interna può raggiungere i -90°C (-130°F). L’azoto liquido iniettato ad alta velocità nel congelatore viene a contatto con il prodotto per un ottimale trasferimento del calore; il ventilatore ingabbiato al centro fa circolare il gas freddo per tutta la spirale per una surgelazione efficace ed uniforme.
Tunnel criogenici di surgelazione La progettazione modulare rende i tunnel criogenici di surgelazione ideali per una vasta gamma di operazioni. Ogni congelatore a tunnel è dotato di ventilatori interni che fanno ricircolare l’azoto liquido o l’anidride carbonica anche all’estremità e sul fondo del prodotto. Mentre il prodotto si muove nel sistema su un nastro trasportatore continuo, il liquido criogenico lo urta ad alta velocità ottenendo un elevato trasferimento di calore. Le temperature criogeniche possono arrivare fino a -195. 56°C (-320°F), con la temperatura interna del congelatore che può raggiungere i -90°C (-130°F). Equilibrio dei gas all’ingresso e all’uscita del nastro trasportatore evita l’ingresso di aria calda nel congelatore, riducendo la dispersione termica e ottimizzando la prestazione del surgelatore. L’impianto congela diversi prodotti, preservandone ottimamente aroma e consistenza e con una perdita minima dell’umidità.
Sistemi innovativi: CAS L’acronimo CAS = Alive Cell System È considerata a metà strada tra il congelamento e la surgelazione ed è definita come tecnologia che si basa sul congelamento dei prodotti alimentari attraverso onde elettromagnetiche in combinazione con il congelamento tradizionale. Il processo evita il danneggiamento della parete cellulare durante il congelamento dei cibi usando un campo magnetico rotante. CAS non porta alla formazione a livello cellulare e/o extracellulare di cristalli di ghiaccio dannosi ed è per questo considerata come una tecnologia che permette di controllare i danni a livello di membrane cellulari nei prodotti animali e vegetali.
La pasta La surgelazione delle pasta fresca può avvenire o per immersione diretta in CO 2 (fino a – 80°C) o azoto liquidi (fino a – 196° C) (s. criogenica) o per introduzione in surgelatori statici (block-frezer) o continui (tunnel, piastre, spirale, ecc. ) (fino a – 40°C) (s. meccanica). ØFissazione della topografia tessutale originaria del prodotto fresco ØRallentamento delle attività enzimatiche e microbiologiche (tanto da rendere inutile l’addizione di conservanti) prolungamento della conservabilità Tra gli svantaggi, il progressivo appiattimento della fragranza e del sapore di alcuni ingredienti. La surgelazione in sé non influisce significativamente sulle qualità nutrizionali del prodotto finale. Sulle quali, semmai, incidono di più eventuali pretrattamenti a caldo, e, soprattutto, il mancato rispetto della catena del freddo in una o più tappe della filiera. In condizioni normali, le perdite sono minime (minori che nella pastorizzazione o, peggio ancora, nella cottura) e, nel caso delle paste farcite, riguardano quasi solo proteine e grassi.
Verdure I piselli sono tra i vegetali più frequentemente sottoposti a surgelazione e le operazioni alle quali vengono sottoposti, per essere trasformati in piselli surgelati, sono diverse. Giusto grado di maturazione. Vengono scelti, puliti e trattati rapidamente al calore, cioè “scottati” in acqua calda o al vapore assicurarne la migliore conservabilità inattivazione enzimatica modificazione sui singolo componenti dell’alimento stesso: si osserva denaturazione dei cloroplasti; le proteine, specialmente le albumine tendono a coagularsi e zuccheri ed amidi tendono a gelatinizzarsi; a carico delle vitamine di manifestano fenomeni di termolabilizzazione. congelamento rapido, si porta velocemente la temperatura al di sotto dei 18° C; infine si passa alla confezione. I piselli dovranno poi rimanere a una temperatura inferiore ai 18° C fino al momento del consumo fissa il colore: per questo le verdure surgelate hanno sempre colori molto brillanti
Frutta La frutta deve essere al giusto grado di maturazione, privata dell’eventuale sporco superficiale mediante lo strofinamento delicato di un panno umido (ma mai sotto l’acqua corrente). Una volta fatto questo è necessario pulire la frutta dagli scarti, eliminando eventuali torsoli, noccioli, graspi e semi. Immersa nel succo di limone (che ne manterrà vivo il colore ed inoltre, grazie alla sua azione antiossidante, vengono rallentati i processi enzimatici ed ossidativi, impedendo l’imbrunimento del prodotto) e successivamente in sciroppi estremamente zuccherini o, in alcuni casi, da zucchero puro. Una formulazione abbastanza utilizzata di sciroppo prevede l’utilizzo di 500 -800 grammi di zucchero per ogni litro d’acqua. Segue surgelazione meccanica in tunnel criogeno.
Mozzarella surgelata-Mozzarella frozen Il processo di produzione della mozzarella di latte di bufala surgelata prevede molte fasi analoghe a quelle della mozzarella di bufala campana da cui si differenzia per le temperature a cui viene sottoposto una volta confezionato. La surgelazione avviene con la presenza di liquido di governo all’interno della confezione perché questo limita l’ossidazione degli acidi grassi e di conseguenza il prodotto non ingiallisce. Si utilizzano carrelli in acciaio che assicurano la circolazione dell’aria fredda in modo omogeneo tra i diversi cartoni ed è presente una sonda posta a cuore del prodotto per valutare il raggiungimento della temperatura voluta. A seguito dell’abbattimento della temperatura il prodotto viene stoccato a temperatura inferiore o uguale a -18°C con lievi fluttuazioni ammesse di + o -3°C solo all’atto del carico del prodotto che successivamente verrà spedito. In Italia questo prodotto è poco commercializzato ma viene esportato soprattutto in Canada, U. S. A. , Australia e Giappone.
Pesce 1/2 SURGELAZIONE PRODOTTI ITTICI domanda di tali prodotti a distanze elevata deperibilità anche considerevoli rispetto alle zone di pesca A seconda della tipologia, vengono puliti, eviscerati, depinnnati, decaudati, sfilettati, affettati, e se necessario assemblati ad altri ingredienti e cucinati. I prodotti devono essere confezionati negli involucri in cui resteranno fino alla vendita al consumatore. Il confezionamento, secondo i casi, può precedere o seguire la surgelazione, purché le due operazioni siano tra loro strettamente connesse nel tempo. La confezione originale deve essere di materiale idoneo a proteggere il prodotto dalle contaminazioni microbiche o d’altro genere e dalla disidratazione(art. 7 del DLgs n. 110/1992).
Pesce 2/2 Le apparecchiature più utilizzate sono i tunnel (surgelazione in linea), all’ interno dei quali i prodotti vengono inseriti mediante carrelli o nastri trasportatori, e gli armadi o celle (surgelazione discontinua). I mezzi criogeni, che possono essere utilizzati per contatto diretto con gli alimenti, sono l’aria, l’azoto e l’anidride carbonica: gli ultimi due, utilizzati allo stato liquido mediante nebulizzazione, a contatto con l’alimento evaporano e sottraggono rapidamente calore, senza lasciare alcun residuo che possa alterare le caratteristiche organolettiche del prodotto. La rapidità del trattamento termico praticato con questi mezzi riduce il rischio di disidratazione del prodotto, soprattutto con il sistema di surgelazione mediante immersione in azoto liquido.
Carni È possibile solo per pezzi di altezza non superiore ai 16 cm. I surgelati vengono commerciati solo in confezioni chiuse. La carne viene selezionata e mondata, tagliata e confezionata in singole porzioni (ad esempio bistecche, cotolette) e in alcuni casi macinata ed impastata (hamburger, polpette, salsicce) oppure precucinata. Acquista una consistenza marmorea tale da potersi segare e va conservata sempre a temperature inferiori a -18 °C a cuore. In questo modo l’acqua presente nell’alimento si trasforma in piccolissimi e numerosissimi cristalli di ghiaccio, rendendo così difficile il deterioramento del prodotto da parte dei germi che, in assenza di acqua, non riescono a vivere. Grazie alla loro ridottissima dimensione, questi cristalli si formano senza provocare danni alle singole cellule. Così, quando il prodotto verrà scongelato, manterrà l’aspetto e la consistenza che aveva all’origine oltre all’integrità delle sue caratteristiche organolettiche e nutrizionali. In pratica le cellule si scongelano senza rompersi fino all'atto dello scongelamento.
Negli ultimi anni è stato proposto, tanto a livello di ricerca che di applicazione, l’impiego di dispositivi di monitoraggio della “storia termica” (TTI- time temperature integrators) configurati sotto forma di etichette adese alla confezione del prodotto e strutturate in modo tale da manifestare una variazione cromatica proporzionale all’estensione del tempo temperatura. Questo monitoraggio durante la catena distributiva consentirebbe al produttore di avere un importante ritorno di immagine e di fiducia e al consumatore di acquistare prodotti sicuri.
Scongelamento & Riattivazione
Dal punto di vista biologico e fisico lo scongelamento serve a trasformare il ghiaccio in acqua e a far riassorbire quest'ultima dalle cellule dell'alimento o a impedirne la separazione nel caso dì alimenti complessi A temperatura ambiente: generalmente sconsigliabile per la possibilità dì ricontaminazioni igieniche, favorite anche dalla temperatura ambientale e dal tempo di esecuzione (alcune ore). In ogni caso va effettuato sul surgelato ancora protetto dall'imballaggio originale. In acqua corrente: rapido ma sconsigliabile, tranne quando si ha fretta, per le probabilità di perdere una parte dei principi nutritivi o delle sostanze aromatiche dilavate dall'acqua. In frigorifero: lento ma sicuro igienicamente ed efficace tecnicamente e nutrizionalmente. È il metodo più consigliabile quando il surgelato deve subire una qualsiasi elaborazione gastronomica prima di essere cotto o consumato. Per la frutta surgelata è l'unico sistema che da risultati accettabili.
Cottura diretta=RIATTIVAZIONE: consigliabile in tutti i casi i cui può essere praticata: ortaggi, carni e pesci già porzionati ecc. Cottura in padella o al forno, frittura, lessatura con vapore o in acqua, grigliatura sono tutte effettuabili surgelati ancora allo stato congelato. Forno ad aria calda: valido come riattivazione o cottura. Forno a microonde: molto rapido, nell'ordine dei minuti, valido dal punto di vista nutrizionale, è consigliabile per lo scongelamento, un po' meno per la riattivazione: non si presta a tutti i prodotti e a tutti i tipi di imballaggio. A bagnomaria: efficace, specie nel caso dei precucinati, valido dal punto di vista nutrizionale e organolettico, ma poco pratico da realizzare a livello domestico, soprattutto per la difficoltà di mantenere l'acqua costantemente calda.
NUOVI TRATTAMENTI
SOTTOVUOTO Utilizzo di una pellicola con bassa permeabilità all’ossigeno, rimozione sottovuoto dell’aria e sigillatura della confezione del prodotto. Nella confezione resta meno dell’ 1% di ossigeno mentre l’anidride carbonica prodotta dai tessuti e dalla respirazione aumenta fino al 10 -20% impedendo il deterioramento e i problemi connessi alla rancidità ossidativa e allo scolorimento. CONFEZIONAMENTO CON GAS Evoluzione del sottovuoto che consiste nell’inserimento di un’appropriata mistura di gas nella confezione costituita da N 2, O 2 e CO 2 N 2 O 2 CO 2 Gas inerte che previene lo sgonfiamento della confezione in cui ci siano prodotti in grado di assorbire CO 2. Sostituisce l’O 2 per impedire la rancidità ossidativa e il deterioramento chimico A basse concentrazioni impedisce lo sviluppo di anaerobi come Clostridium Botulinum Batteriostatico e fungistatico, abbassa il p. H estendendo la shelf -life. Insieme alla refrigerazione provoca un aumento della lag-fase dei microrganismi e del tempo di moltiplicazione
GENERATORI - ASSORBENTI OSSIGENO Detti anche AGELESS sono costituiti da sacchetti di materiale organico (acido ascorbico) o inorganico (polvere ferrosa) che assorbono l’ossigeno contenuto nella confezione proteggendo l’alimento dal deterioramento aerobio. Eliminando tutto l’ossigeno possono favorire lo sviluppo di microrganismi dannosi. I sacchetti nella confezione inducono scetticismo nel consumatore. GENERATORI DI VAPORE DI ETANOLO Detti anche ETHICAP, ANTIMOLD o più recentemente NEGAMOLD. Sono contenuti in sacchetti, all’interno della confezione, che liberano vapore di etanolo, spesso addizionato a polvere di vaniglia per migliorarne l’aroma, con lo scopo di impedire la crescita microbica e lo sviluppo di muffe. L’uso dei sacchetti nella confezione anche in questo caso provoca scetticismo da parte del consumatore.
IRRADIAZIONE A BASSO DOSAGGIO Prevede l’esposizione dei prodotti alimentari a radiazionizzanti che aumentano la shelf-life e migliorano la salubrità del prodotto grazie all’effetto antimicrobico dovuto al danneggiamento del DNA microbico a seguito dell’interferenza con i normali processi biochimici. IN BASE AL TEMPO DI ESPOSIZIONE E ALLA DOSE IRRADIANTE RADAPPERTIZZAZIONE RADURAZIONE RADIAZIONE Alte dosi fino a 50 k. Gy eliminano tutti i microrganismi ma determinano alterazioni di odore e tessitura Dosi tra 1 e 5 k. Gy eliminano il 90 -95% dei microrganismi e aumentano la shelf-life se il prodotto è conservato con ghiaccio Dosi tra 5 e 8 k. Gy eliminano tutti i microrganismi non sporigeni ma determinano cambi di colore, odore e sapore in presenza di ossigeno La sua applicazione è osteggiata da parte di scienziati, governi e consumatori. In Europa si passa dalla totale proibizione ad una lista di prodotti per i quali l’irradiazione è consentita. È stato necessario utilizzare tecniche come la termoluminescenza, la spettroscopia per risonanza di elettroni rotanti e studi sulla formazione di lunghe catene di idrocarburi per valutare le modificazioni negli alimenti irradiati e garantirne il controllo.
L’IMPIEGO DI RADIAZIONIZZANTI NELLA CONSERVAZIONE DEI PRODOTTI DELLA PESCA - Mantenere le caratteristiche del prodotto - Frenare le forme microbiche patogene - Limitare le forme microbiche alterative - Devitalizzare i parassiti presenti nelle masse muscolari e nell’intestino
In Italia l’impiego di radiazionizzanti NON è consentito dalla legge per i prodotti di origine animale Oltre 40 nazioni ne hanno autorizzato l’uso: n n Brasile Stati Uniti Olanda e Belgio Gran Bretagna 1985 1992 1995 1995
“FUNZIONAMENTO DELLE RADIAZIONIZZANTI” PRINCIPIO DI COMPTON PRODUZIONE DI IONI RADICALI LIBERI
PRINCIPALI FORME DI RADIAZIONIZZANTI ONDE ELETTROMAGNETICHE RAGGI GAMMA RAGGI X
QUALITA’ DEL PRODOTTO RADICALI LIBERI OSSIGENO ODORE SAPORE CONSISTENZA 2 HO 2 → H 2 O 2 + O 2 LA MOBILITA’ DEI RADICALI LIBERI E’ CONDIZIONATA DALLA TEMPERATURA E DALL’ aw COLORAZIONI VERDASTRE OSSIDAZIONE GRASSI IRRANCIDIMENTO
“EFFETTI DELLE RADIAZIONIZZANTI” AMINOACIDI E PROTEINE →decarbossilazione e deaminazione, ossidazione e polimarizzazione (black spot nei crostacei) LIPIDI → ossidazione e lento irrancidimento (non intaccano gli acidi grassi → essenziali come l’acido linoleico) VITAMINE → diversa resistenza (tiamina) → ENZIMI → danneggiamento della membrana dei lisosomi → BATTERI → rottura del DNA e della membrana cellulare e delle loro strutture → interne (gram- più sensibile dei gram+, le spore più delle forme vegetative) VIRUS → più radioresistenti dei batteri → INSETTI E PARASSITI → parziale distruzione(varia a seconda dell’età) →
“TECNICHE DI IRRAGGIAMENTO” RADURIZZAZIONE RADICIDAZIONE RADAPPERTIZZAZIONE
“RADURIZZAZIONE” NESSUNA STERILIZZAZIONE INATTIVITA’ TEMPORANEA 1 – 3 k. Gy 10 MICRORGANISMI/cm² “RADICIDAZIONE” UCCISIONE DELLE FORME VEGETATIVE ECCETTO LE SPORE 2 – 5 k. Gy “RADAPPERTIZZAZIONE” STERILIZZAZIONE > 7 k. Gy
VANTAGGI DELLE RADIAZIONIZZANTI Consentono di trattare prodotti ittici, già confezionati, con un trattamento antibatterico L’irraggiamento può essere effettuato su prodotti ittici gia congelati senza che questi vengano scongelati Consente di dissipare eventuali odori sgradevoli per il consumatore Prolungare la shelf-life
SVANTAGGI DELLE RADIAZIONIZZANTI Cambiamento delle qualità del pesce trattato Distruzione delle vitamine Produzione di composti volatili Ossidazione dei grassi e lento irrancidimento Possono modificare il colore del pesce (gamberetti, tonno)
NESSUNA PERICOLOSITA’ TOSSICOLOGICA E MUTAGENA DOSE MASSIMA 10 k. Gy (WHO)
L’IMPIEGO DI RADIAZIONIZZANTI NELLA CONSERVAZIONE DELLE CARNI - - - CARNI FRESCHE DI BOVINO E SUINO Il tempo di conservazione a T° di refrigerazione dopo un trattamento a dosi di 1, 5 – 5 KGy è prolungato del 100%; Il trattamento, a qualunque stadio della preparazione ne migliora lo stato igienico e facilita la conservazione; La radurizzazione è utilissima per carni trite, o in pezzi confezionati in involucri plastici. VOLATILI - La conservazione di polli, tacchino ecc. , confezionati come derrate pronte per la cottura è assai limitata, in quanto la carica microbica dopo la lavorazione è molto alta. Dosi gamma da 1, 5 – 15 KGy
L’IMPIEGO DI RADIAZIONIZZANTI NELLA CONSERVAZIONE DEI PRODOTTI A BASE DI CARNE - PRODOTTI SEMI TRASFORMATI Il prosciutto cotto in scatola, trattato a 70 – 75°C e irradiato a 5 KGy (ha una carica batterica ridotta) può essere conservato per 5 mesi a temperatura ambiente. PRODOTTI TRASFORMATI - Dopo l’azione del calore la radioesposizione a dosi di 4 – 7 KGy, su prodotti precucinati, confezionati nell’involucro finale, riduce nettamente la carica microbica prolungando nettamente il tempo di conservazione.
ASPETTI NORMATIVI n 1980 summit di un comitato misto di esperti FAO (Food and Agricolture Organitation), WHO e IAEA (International Atomic Energy Agency) le cui conclusioni furono: 1. L’irradiazione di un alimento fino a dosi complessive medie di 10 KGy non comporta alcun rischio tossicologico. 2. Il trattamento dell’alimento fino a dosi complessive medie di 10 KGy non comporta alcun particolare problema di tipo nutrizionale o microbiologico non essendo stata riscontrata alcuna significativa
n 1983 la Commissione Codex Alimentarius, gruppo misto FAO/WHO approva il Codex General Standars for Irradiated Foods succesivamente sottoposto a variazione nel 1992. n 1997 La Food and Drug Administrescion, delegata dal congresso degli Stati Uniti autorizza il trattamento di prodotti carnei a base di manzo, agnello e maiale come efficace mezzo di protezione del consumatore dalle infezioni causate da microrganismi patogeni tra i quali Escherichia coli O 157: H 7, Campilobacter Spp e Salmonella Spp, facendo così seguito alla precedente approvazione dell’irraggiamento del pollame a dosi di 3 KGy del 1990 n 1998 redazione di nuove raccomandazioni e conclusioni sul processo di irraggiamento degli
n Direttiva 1999/2 CEE (nota come direttiva quadro), stabilisce i criteri generali e le modalità di applicazione n Direttiva 1999/3 CEE (Direttiva di applicazione), stabilisce un’elenco di alimenti per i quali l’irraggiamento è specificatamente autorizzato (erbe aromatiche essiccate, spezie e condimenti vegetali) n Normativa nazionale: D. Lgs. n° 109/92 Art. 4, comma 4 sancisce l’obbligo di menzione del trattamento in etichetta con la dicitura “irradiato” ovvero “ trattato con radiazionizzanti” (unito alla denominazione e ubicazione dell’impianto dove è stato effettuato il trattamento) 1. 2. Decreto del Ministero della Sanità n° 454 del 18/7/1996 che autorizza l’irraggiamento di erbe aromatiche essiccate, spezie e condimenti a base di esse con radiazionizzanti alla dose massima di 10 KGy dopo che con analogo decreto del 30/8/1973 veniva autorizzato il trattamento con radiazioni gamma di agli, patate e cipolle per inibire la germogliazione.
n In Inghilterra sin dal 1986 l’irraggiamento è stato approvato come valido processo tecnologico in grado di influenzare positivamente la sicurezza degli alimenti. Dal 1991 è stato approvato l’irraggiamento di 7 gruppi di alimenti, tra cui carni, pollame e prodotti ittici e crostacei ( questi alimenti vengono etichettati in modo da dare opportuna indicazione al consumatore). n In Francia l’irraggiamento viene applicato anche al formaggio Camembert prodotto con latte crudo, ai fini del controllo della Listeria monocytogenes. n La normativa tedesca proibisce l’irraggiamento degli alimenti come mezzo di sanificazione. Permette l’importazione di spezie irradiate e verdure da lavorare ulteriormente mentre è vietato utilizzare l’irraggiamento per agli, patate e cipolle.
High Pressure Ø Risalgono al 1899 i primi esperimenti dello statunitense Bert Hite sul latte con pressioni di 450 Mpa Ø Grazie ai progressi dell’ingegneria registrati negli ultimi anni e all’ottimizzazione di apparecchiature con materiali resistenti alle HP, le ricerche sulle possibilità applicative del processo pressorio nell’industria alimentare si sono intensificate ed hanno riguardato vari alimenti
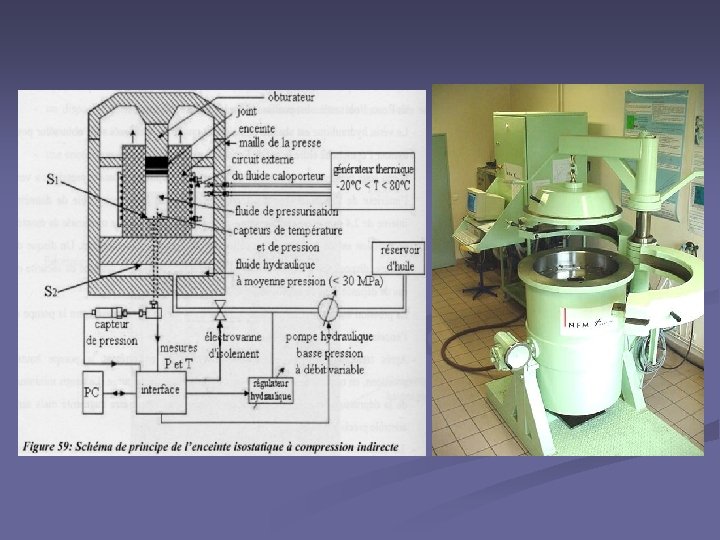
Le Alte Pressioni ALTE PRESSIONI IDROSTATICHE la distruzione della struttura minimi effetti secondaria e sul sapore, Possono essere inquadrate nei processiterziaria atermici di colore e valore molecole ("mild o "tecnologie morbide"), quelli nutritivotechnologies" dei proteiche, prodotti per cui non è necessario elevare la temperatura mentre i legami alimentari del prodotto al fine di ottenere la distruzione covalenti sono trattati. delle forme microbiche presenti nel generalmente substrato non colpiti. alimentare. Nel range di valori 50 -1000 MPa, possono essere applicate ai cibi freschi per ottenerne la sterilizzazione ed il prolungamento della shelf-life.
Alte Pressioni - principi generali Secondo il principio di Pascal, se si esercita una determinata pressione in un punto su un fluido incomprimibile (in questo caso l'acqua) la pressione si trasmette uniformemente e con la stessa forza in tutte le direzioni e, quindi, anche sulla superficie di un corpo (per es. l'alimento) immerso in quel liquido, indipendentemente da forma e dimensioni di quel corpo. L'unità di misura internazionale è il Pascal (Pa), ma per impieghi industriali si fa più spesso riferimento a milioni di Pascal, ossia ai Mega. Pascal (MPa). 1 MPa equivale a 10 bar, ossia a quasi 10 atmosfere.
Sistema Orizzontale Wave 6000/300 Tandem
I legami covalenti sono molto resistenti e non vengono scissi dall'azione della pressione, mentre i legami a ponte idrogeno, quelli a ponte disolfuro o ionici sono particolarmente sensibili ad essa. Di conseguenza, molecole di piccole dimensioni come le vitamine, in genere, non subiscono alcuna modificazione strutturale in seguito al trattamento pressorio, mentre le proteine sono scisse in peptidi e aminoacidi, i carboidrati in zuccheri semplici o composti gelatinosi. Tutto ciò porta alla diminuzione di consistenza del prodotto e alla gelatinizzazione degli amidi, con aumento della digeribilità dell'alimento.
Proprio per gli effetti "di intenerimento" e "gelatinizzanti" che il trattamento con Alte Pressioni permette di ottenere, questa tecnologia trova svariate applicazioni nel settore dell'industria alimentare, ed in particolare per trattare alimenti quali succhi di frutta e marmellate, patés, sughi, piatti precucinati a base di carne, pesci ecc.
Meccanismi d'azione delle Alte Pressioni sulle cellule microbiche I danni ad esito letale che le Alte Pressioni idrostatiche La pressione danneggia inoltre alcuni determinano sulle cellule microbiche presenti in un alimento sono conseguenti principalmente a due tipi di enzimi-chiave del metabolismo microbico, meccanismi d'azione che intervengono quando si bloccando in tal modo importanti sottopone l'alimento al trattamento pressorio. e vitali Questi due della effetticellula, sono: funzioni ne impediscono così la lo scompaginamento replicazione (azione la batteriostatica) distruzione di alcuni della membrana enzimi fondamentali cellulare del e successivamente la perdistruggono le attività vitali microrganismo e della cellula microbica (azione distacco della battericida). sua parete esterna
TIPOLOGIE DI ALIMENTI SOTTOPOSTI A HHP: Giappone Confetture di frutta
TIPOLOGIE DI ALIMENTI SOTTOPOSTI A HHP: USA Italia Succhi di frutta Portogallo
TIPOLOGIE DI ALIMENTI SOTTOPOSTI A HHP: Purée di frutta Italia Salsa di avogado USA
TIPOLOGIE DI ALIMENTI SOTTOPOSTI A HHP: Prosciutto crudo e cotto ITALIA Fette di pollo SPAGNA
TIPOLOGIE DI ALIMENTI SOTTOPOSTI A HHP: ITALIA
TIPOLOGIE DI ALIMENTI SOTTOPOSTI A HHP: Trance di Salmone e Merluzzo SPAGNA
TIPOLOGIE DI ALIMENTI SOTTOPOSTI A HHP: Ostriche e Aragoste USA
ESEMPI DI APPLICAZIONE Applicazione Condizione di processo Esempi e risultati Miglioramento di qualità di prodotti di frutta 300 -400 Mpa, 1 -5 minuti, 3040° C C Shelf-life di succhi di frutta e gelatine di frutta che supera 1 mese in refrigerazione Aumento della shelf-life e migliore qualità igienica di prodotti di carne 400 Mpa, 10 minuti a 50° C C La shelf-life del paté di fegato aumenta fino a 13 giorni a temperature di refrigerazione Effetti della tessitura e la consistenza di carni fresche e prodotti derivati 100 -300 Mpa, 30 minuti Migliorano aroma e consistenza di impasti ricavati da carni e pesci tritati Gelatinizzazione degli amidi 400 -500 Mpa, 20 -60 minuti, 4050° C C Aumenta la digeribilità degli amidi da parte delle α-amilasi umane. Possibilità di cuocere riso e pasta a minor temperatura Intenerimento delle carni 100 -150 Mpa, 4 minuti, 35° C oppure 100 -150 Mpa, 60 minuti, 60° C C Adatto per carni prima del rigor mortis. Adatto per carni dopo il rigor mortis Miglioramento di qualità di prodotti lattiero-casear 450 Mpa, 15 minuti, 2 -10° C C Aumenta la conservabilità dei foraggi freschi
Substrati per microrganismi dannosi alla salute pubblica n n n n n Listeria monocytogenes Latticini, carne, pesce, vegetali Listeria innocua Clostridium botulinum Carne, pesce Clostridium sporogenes Carne Clostridium perfrigens E. coli Carne Salmonella Typhimurium Pollame Staphyloccus aureus Pollame Bacillus cereus Pollame, carne Campilobacter sp.
Tipologie di Alimenti sottoposti a HPP: ü Latte ü Uova ü Foie gras (fegato d’oca) ü Succhi di frutta ü Marmellate ü Prodotti della pesca ü Prodotti carnei ü Guacamole ü Prosciutto ü Torte di riso
Sensibilità dei microrganismi alle HP Ø I lieviti sono i più sensibili alle HP (sono sufficienti pressioni di 200 -400 MPa per pochi minuti a 20°C per ridurne la carica di oltre 6 log. Ø Gram+ (Enterococchi e Stafilococchi) risultano più resistenti dei Gram- (Campylobacter e Pseudomonas). Ø Nell’ambito dello stesso genere si possono osservare differenze (S. senftenberg 775 W più sensibile di S. typhimurium ATCC 7136 a pressioni di 2380 -3400 MPa a 23°C in phosphate buffer e medium a base di pollo). Ø Elevata resistenza alle pressioni di alcuni ceppi di E. coli verocitotossici.
HP – Inattivazione delle spore Ø Resistenza spore di Clostridium spp. > Bacillus spp. Ø Le spore di molti lieviti e muffe sono facilmente inattivate da pressioni di circa 400 MPa, fatta eccezione per le ascospore di Byssochlamys
HP – Inattivazione delle tossine ØTossina botulinica inattivata con pressioni > 600 MPa Ø Un trattamento analogo è in grado di inattivare solo 80% di patulina (pericolosa micotossina) presente in un concentrato di mela
HP – Inattivazione dei parassiti Ø Larve di Anisakis simplex sono uccise da trattamenti utilizzanti pressioni di 200 MPa per 10 minuti a 0° 15°C Ø Trichinella spiralis inattivata da pressioni >175 MPa per 10 minuti a 25°C
Pressione e Temperatura Riduzione carica microbica Ø 345 MPa, 50°C…………… L. innocua CWD 47…………… 7 log Ø 900 MPa, 60°C……………spore di Cl. pasteurianum. ………. . totale Ø 1500 MPa, 80°C……spore di Cl. sporogenes PA 3679……totale
Pressione e Radiazioni Ø 200 MPa, 1. 0 k. Gγ (30°C, 30 minuti) applicati a campioni di carne di agnello trita successivamente stoccati a 0 -3°C Totale inattivazione di Coliformi e Staphylococcus spp. Ø Al contrario il trattamento singolo con pressioni o radiazioni ottenne la riduzione della carica di Staphylococcus spp. di solo 1 grado log.
Pressione – Tempo – Temperatura Inattivazione 300 MPa, 10 minuti, 25°C……… S. typhimurium…………… totale 700 MPa, 5 minuti, 70°C……… B. stearothermophilus…. totale 800 MPa, 5 minuti, 60°C………. . B. licheniformis……………. . totale
OSCILLATORY PRESSURE CYCLING Ø 4 -6 cicli di pressione 600 MPa (70°C) della durata di 5 minuti ciascuno determinano inattivazione delle spore di B. stearothermophilus di 4 -6 log Ø Applicando trattamenti di pressione oscillatoria alternanti tra 60 e 500 MPa di 1 minuto si potrebbe ridurre il numero di spore di B. subtilis di un fattore >108
OSCILLATORY PRESSURE CYCLING • Germinazione delle spore a valori bassi di pressione e distruzione della forma vegetativa alla successiva esposizione alle alte pressioni
Dr. A. El Moueffak “Groupe Hautes Pressions ICMCB - UPR CNRS 9048 - ENSCPB” Prof. Gérard Demazeau University of Bordeaux 1 “SCIENCES ET TECHNOLOGIES” University “FEDERICO II” de Naples
SCOPO DEL LAVORO Lo scopo del lavoro è stato quello di testare il comportamento di Listeria innocua inoculata in campioni di carne trita di pollame sottoposti a trattamento ciclico con le Alte Pressioni Idrostatiche. In primis però abbiamo applicato il trattamento di pressurizzazione continua e ciclica su campioni di Triptic Soy Broth inoculati con Listeria innocua.
MATERIALI E METODI Listeria innocua ATTCC 33090 è stata ottenuta da pellets congelati in provette termosaldate dall’Istituto Pasteur, Parigi , Francia. La carne trita di pollo è stata fornita da uno stabilimento riconosciuto CEE.
Preparazione della sospensione batterica in soluzione di tryptic soy broth TSB broths Sacchetti Pellets
Preparazione dei campioni di carne trita di pollo inoculati con Listeria innocua 1 -ml di sospensione cellulare ottenuta da TSB fu aggiunta a 25 g di carne di pollo trita e agitata per 5 minuti.
Procedura e parametri delle Alte Pressioni testate I campioni di Listeria innocua ATCC 33090 in sospensione di TSB furono sottoposte a trattamenti di pressione tra 150 -550 MPa, a 4 e 20°C per tempi: • 5 min; I I campioni di carne trita di pollo • 10 min; inoculati con Listeria innocua ATCC • 15 min; 33090 furono sottoposti a pressione di • 20 min; 200 -350 MPa a 4°C per 5 min x 3 cicli. • 30 min ; • 5 min x 3 cicli; Dopo il trattamento tutti i campioni • 3 min x 5 cicli; • 2 min x 5 cicli ; sono stati stoccati a temperatura di refrigerazione fino alle analisi. • 5 min x 2 cicli; • 2 min x 7 cicli.
RISULTATI
Effetto della pressurizzazione continua su Listeria innocua in tryptic soy broth
MPa 10 m 20 m 30 m 0 8 8 7, 9 250 7, 9 300 6, 9 3, 1 3 350 5, 5 3, 1 2, 8 400 2, 4 2, 1 1, 3 450 1 2, 1 0 500 0 550 0
MPa 5 m 15 m 0 9 9 200 8, 1 250 7, 1 300 8 6, 8 350 6, 1 4, 7 400 4, 1 450 3, 8
Effetto dei trattamenti ciclici delle Alte pressioni su TSB MPA 2 x 5 5 x 2 5 x 3 3 x 5 7 x 2 0 8, 4 8, 4 150 8, 1 200 7, 2 7, 8 7, 4 250 7, 7 6, 7 5 5, 4 5, 5 300 5, 6 3, 9 2, 5 2, 6 2, 7 350 2 0 0 400 0 0 450 0 0
Valori di Listeria innocua inoculata in carne trita di pollo Valori della Carica Batterica Totale della carne trita di pollo MPa 5 x 3 0 8 200 6, 9 250 6, 8 300 6, 6 350 5, 9 MPa 5 x 3 0 5 200 4, 8 250 4 300 0 350 0
Valori di Listeria innocua inoculata in carne trita di pollo Valori della Carica Batterica Totale della carne trita di pollo MPa 5 x 3 0 6 200 5, 8 250 3 300 2, 5 350 2, 4 MPa 5 x 3 0 3 200 0 250 0 300 0 350 0
Valutazione dell’aspetto della carne trita di pollo sottoposta alle alte pressioni
High Pressure Processing In TSB culture medium S. enteritidis Pressure range(MPa): 150 -450 Time Temperature S. aureus 150– 550 15 min x 3 cycles 3 min x 5 cycles 2 min x 7 cycles 20°C
High Pressure Processing In caviar samples S. aureus 450 MPa 20°C 5 min x 3 cycles S. enteritidis 350 MPa 20°C 5 min x 3 cycles
Microbiological analysis Mediums: Peptone water, Buffered peptone-water (37°C/24 h) PCA (37°C/72 h), Hectoen (37°C/24 -48 h), BP (37°C/24 -48 h) • Recording number of colonies forming unity (log 10 cfu/m. L - g) • ED (effectiveness destructive of treatment) = Log 10 N/N 0 ……cfu in untreated samples N……cfu in pressurized samples
Inactivation of S. aureus ATCC 6538 in TSB at 20°C E. D. max at 350 MPa for 7 cycles (2 min) at 450 MPa for 3 and 5 cycles (respectively, 5 and 3 min) at 500 MPa for continuous treatment (15 min)
Inactivation of S. enteritidis ATCC 13076 in TSB at 20°C E. D. max at 250 MPa for 7 cycles (2 min) 250 at 300 MPa for 5 cycles (3 min) 300 at 350 MPa for 3 cycles (5 min) 350 at 400 MPa for continuous treatment (15 min) 400
Inactivation of S. aureus ATCC 6538 and S. enteritidis ATCC 13076 in caviar samples S. aureus Treatment Log 10 N Untreated 9 450 MPa /20°C/ 5 min x 3 cycles < 1 S. enteritidis Treatment Log 10 N Untreated 9 350 MPa /20°C/ 5 min x 3 cycles < 2
Effect of High Pressure Processing on characteristics of fish eggs Up to 150 MPa both cycles and continuous treatments didn’t affect texture, structure, colour and consistence of fish eggs
Use of cycles allows to reduce the pressure level : able to inactivate high charges of S. aureus and S. enteritidis necessary to preserve the texture of the fresh caviar
High Pressure Processing represents an interesting technique for caviar preservation because: could avoid the use of chemical additives could retain organoleptic qualities of fresh product
Prospettive d’impiego e vantaggi delle Alte Pressioni üAlternativa interessante alla pastorizzazione termica ü Mantenimento delle caratteristiche sensoriali ü Miglioramento di alcune qualità (intenerimento delle carni, migliore digeribilità…) ü Alimenti liberi da additivi e microbiologicamente sicuri ü Prolungamento della shelf-life del prodotto ü Rapido scongelamento delle carni ü Microcristallizzazione nel Congelamento da HP ü Produzione di alimenti di nuova tessitura (prodotti ittici)
• Nessuno sforzo è stato fatto per validare l’uso delle HP. . . • Sarebbe opportuno stabilire i criteri standard operanti e le condizioni di processo al fine di garantire l’attendibilità del trattamento pressorio al pari dei metodi termici convenzionali… • Creare un database di D-value delle HP per i patogeni alimentari e non risulterebbe a tal proposito sostanziale…