LA AUTOMATIZACIN Automatizacin es la sustitucin de personas























 ® Esta Consiste en emplear sistemas de información computarizada")







 considera que la causa raíz de todos los males")














- Slides: 47
LA AUTOMATIZACIÓN ©Automatización: es la sustitución de personas por el uso de las máquinas. ©La novedad en la empresa del siglo XXI, es la de lograr que los objetivos de Eficiencia y Flexibilidad sean compatibles en los sistemas productivos mediante la integración de computadores y máquinas.
CAUSAS y EFECTOS CAUSAS © Actuación previa: ©Liberación de Simplificación de la tecnología de recursos humanos proceso. para que realicen © Impacto en estructura tareas que organizativa: la implantación de requieran mayores nuevas tecnologías requiere: conocimientos. ©Eliminación de ©estructuras organizativas nuevas trabajos © nuevas formas de comunicación desagradables / interdependientes. peligrosos.
Beneficios e inconvenientes de la Automatización Beneficios Inconvenientes © Incremento de costes productividad de mano de fijos obra © Incremento de calidad mantenimiento © Reducción ciclo de © Reducción de fabricación flexibilidad de © Incremento de capacidad recursos © Reducción de inventarios © Incremento de ventas
La automatización moderna La automatización es Intenta compatibilizar más sencilla de implantar en un flujo objetivos antagónicos: lineal por: la alta repetibilidad y el gran FLEXIBILIDAD y EFICIENCIA volumen de producción Novedosa en entornos Para conseguir alta repetibilidad en de : procesos de bajo volumen se utiliza : Una producción en lotes y en los la Tecnología de servicios. Grupo
EN LA TECNOLOGÍA DE GRUPO ©Se trata de organizar los componentes, partes de los productos en grupos ©Cada uno constituirá una familia con necesidades de fabricación similares ©Asignando grupos de máquinas (células) para su producción para minimizar el cambio de éstas. ©Las máquinas de un grupo a su vez requieren cambios menores para adaptarse a diferentes lotes dentro de una misma familia.
La TG n “… Es caracterizada por la explotación de similitudes en las actividades vinculadas a la producción” n Busca descomponer los sistemas de manufactura en varios sub-sistemas, o grupos, controlables.
La TG Es un conjunto de técnicas manufactureras que nos permite explotar las similitudes básicas de piezas y de procesos manufactureros a partir de su clasificación y codificación estructurada. n Con esta las familias pueden ser clasificadas por tamaño, forma, secuenciamiento de fabricación o por volumen. n Es usada con técnicas de codificación. n
Codificación en TG. n Cada parte recibe un código estructurado que describe las características físicas de la pieza. n Hace más fácil determinar la secuencia de fabricación. n Es menor el número de partes usadas. n Las piezas con características similares son agrupadas en familias.
La TG n Busca identificar: n Familias de partes con características similares. n Grupos de máquinas para procesar las partes de cada familia y a esta agrupación se le denomina células de manufactura.
En la TG se usa la plataforma de producto y familia de producto. n Una plataforma de productos engloba el diseño y componentes compartidos por un conjunto de productos. Una plataforma efectiva es el núcleo tecnológico de una exitosa familia de productos, sirviendo como los cimientos para una serie de productos fuertemente relacionados.
n En las TG los productos que comparten una común plataforma pero tienen especificaciones y funcionalidades características para satisfacer diferentes conjuntos de clientes forman una familia de productos.
¿Como agrupar familias de partes? Según sus semejanzas geométricas o por la similitud de los métodos de proceso. n Los métodos para la formación de células de manufactura pueden ser orientados por el proyecto o por la producción. n n n Agrupan partes basándose en características de su proyecto. Basándose en los procesos requeridos para su producción.
EN LA TECNOLOGÍA DE GRUPO Las células son áreas separadas Pequeñas líneas de fabricación en las que: • Se consigue simplificar la ruta de fabricación: • Se reduce el tiempo del producto en el taller. • También las colas de espera • Programación y Control de la producción más sencilla.
MEDIANTE DISTRIBUCIÓN EN FORMA DE U: adecuada para las células Entrada Salida Máquinas Operarios Desplazamiento del operario
EN LAS CÉLULAS DE TRABAJO ©Una operación puede realizarse por más de una máquina ©Las máquinas pueden realizar diferentes tareas. ©Las rutas se cambian /combinan para evitar embotellamientos ©Finalidad: ©que la producción siga ©que pueda haber máquinas en mantenimiento sin parar la producción
Tipos de Automatización Fija Automatización Flexible o Programable © Volumen de producción alto © Diseño producto estable © Ciclo de vida producto largo © Objetivo: repetibilidad cuando volumen de producción baje. © Hay un programa para cada producto y el operador proporciona las instrucciones apropiadas para cambiar de proceso siempre que sea necesario.
VARIACIÓN DE LOS NIVELES DE AUTOMATIZACIÓN EN UN SISTEMA DE PRODUCCIÓN: - © Automatización débil: por ej. : ©acoplar a máquinas convencionales intercambiadores automáticos de herramientas, mecanismos de parada y arranque de máquinas, etc. ©Robots ©Máquinas de Control numérico + ©CAM (Manufactura Asistida por ordenador) ©FMS (Sistemas de Fabricación Flexible ©CIM(Manufactura integrada por ordenador)
DESCRIPCIÓN DE LOS NIVELES DE AUTOMATIZACIÓN © Los Robots: son máquinas programables, sobre las que se configura un conjunto de movimientos para que sean reproducidos. © Aplicación: © Tareas monótonas © trabajos peligrosas © trabajos de gran precisión © operaciones en espacios reducidos © Configuración : © brazo mecánico © fuente de energía © cerebro o controlador Trabajos : ©desplazamientos © soldaduras © pintura © ensamblaje © inspección © prueba
LOS ROBOTS © Manipulador manual: © Desde el operado por control remoto, remoto © Pasando por el que © Secuencia fija: unas realiza una secuencia tareas prefijadas idéntica de movimientos, © Secuencia variable: © Hasta el capacitado para puede cambiarse su un conjunto de actuación actuaciones posibles que pone en práctica según © Aprendizaje información suministrada © Inteligente: determina por un sensor del input. sus propias acciones Por ej. con la posibilidad por medio de sensores. de cambiar su brazo.
LAS MÁQUINAS DE CONTROL NUMÉRICO: Es la modalidad de automatización flexible más utilizada. © Aplicación: Programados para fabricar lotes pequeños de piezas de formas complicadas. © Control: programación basada en lista de instrucciones con tareas / velocidad que cambian según la información alfanumércia introducida por el operador © Software parametrizado por variables de control adaptativo para comprobar y reajustar si necesario: ©temperatura ©desgaste herramientas © condiciones materiales © Dotadas con: © cartucheras giratorias © carrusel de herramientas.
LOS SISTEMAS DE FABRICACIÓN FLEXIBLE ©Definición : son sistemas controlados por un ordenador central que conecta varios centros de trabajo informatizados con un sistema automático de manipulación de materiales. ©Principales elementos de los FMS : ©Vehículos de control remoto ©Cintas transportadoras ©Sistemas de almacén asistidos por ordenador ©Objetivo: sincronización de actividades para maximizar el uso del sistema.
LA MANUFACTURA ASISTIDA POR ORDENADOR ©Definición: Es la Ingeniería automatizada aplicada a la fabricación. ©Aplicación: Sistemas que controlan las operaciones y suministran instrucciones a las máquinas del taller: © los equipos de proceso © los equipos de transporte © los equipos de gestión de materiales ©Suele estar vinculado a ingeniería de diseño dando lugar a un CAD-CAM
LA MANUFACTURA INTEGRADA POR ORDENADOR ©CIM: Diseño automatizado e integrado de todo el proceso producción. Unión de todas las “islas de automatización”: ©Fabricación ©Inspección y control ©Cambio o lanzamiento de maquinaria ©Operación automatizada de las máquinas ©Movimiento y manejo de materiales ©Función de gestión: las funciones de diseño, compra, logística, fabricación se racionalizan y coordinan vía tecnología informática y de las comunicaciones, eliminando la necesidad de papeles.
Manufactura Integrada Por Computador (CIM) ® Esta Consiste en emplear sistemas de información computarizada y filosofías administrativas para integrar totalmente las actividades relacionadas con la producción, desde las necesidades del cliente, diseño del producto, del proceso, la producción hasta el apoyo post-venta
® CIM tendrá elementos integrados a través de una base de datos por computadora: ® Diseño asistido por computadora (CAD). ® Manufactura asistida por computadora (CAM). ® Robótica. ® Planeación de Recursos de fabricación(MRP II). ® Tecnología de grupos (Group Tecnology). ® Estos elementos resultan básicos para el diseño y manufactura del producto.
Barreras a la Implementación de CIM ® Es una inversión con efecto a largo plazo. ® Existen alternativas de menor costo y riesgo. ® Reducido número de éxitos logrados. ® Genera la incertidumbre e inconvenientes asociados a la inversión en alta tecnología. ® Difícil ® La justificación financiera a corto plazo. empresa se resiste al cambio. ® Confusión sobre el propio concepto CIM.
Problemas Tecnológicos ® La modelización sólida en tres dimensiones del CAD requiere de elevada potencia informática. ® La incapacidad para desarrollar automáticamente el control de calidad durante el proceso. ® La no disponibilidad de robots con visión 3 D y de movilidad robusta en tareas complejas. ® La capacidad inadecuada de hardware y software para los sistemas flexibles de ensamblaje piezas. ® Los inadecuados sistemas de software para la gestión de las bases de datos.
Problemas Organizativos ® El mayor problema puede estar en realizar la transformación organizativa necesaria para la adopción de la tecnología y su implementación. ® El concepto CIM en su más amplio sentido no se limita a la automatización integrada del sistema productivo, sino que pretende lograr la total integración de la unidad de negocios. ® Planificar la implementación y enfoque estratégico. ® Implementación RR. HH. de CIM y la estrategia de
Necesidades de Diseño Especificaciones de Requerimiento Informe Viabilidad Conceptualizac ión PROCESO DISEÑO CAE Documentación Evaluación Optimización Planificación Producción Análisis Modelado CAD PROCESO DE FABRICACIÓN CAM Adquisición Herramientas Planificación Procesos Producción Control Calidad Embalaje Distribución Adquisición MPrima Marketing Adquisición Herramientas Relación entre el CAM-CAD-CAE
Cómo puedo hacer más exitosa mi organiación
La organización vista como sistema de producción influencias externas procesamiento influencias externas M E productos/servicios insumos T retroalimentación A
La teoría de Restricciones- (TOC) considera que la causa raíz de todos los males que aquejan a casi todas las organizaciones se debe a que son estructuradas, manejadas y evaluadas por partes, (departamentos, secciones, etc. ) y no como una organización integral; como un todo. Algunos resultados de lo anterior son: -rendimientos menores de los esperados, -dificultades para asegurar y mantener una ventaja estratégica y competitiva, -fuertes dificultades financieras -dificultades para llenar las expectativas reales de los clientes, -convivencia conflictos crónicos sin resolver entre las distintas partes que conforman la organización. -generación de soluciones particulares que atacan los síntomas y no la causa raíz de los problemas de la organización como un todo.
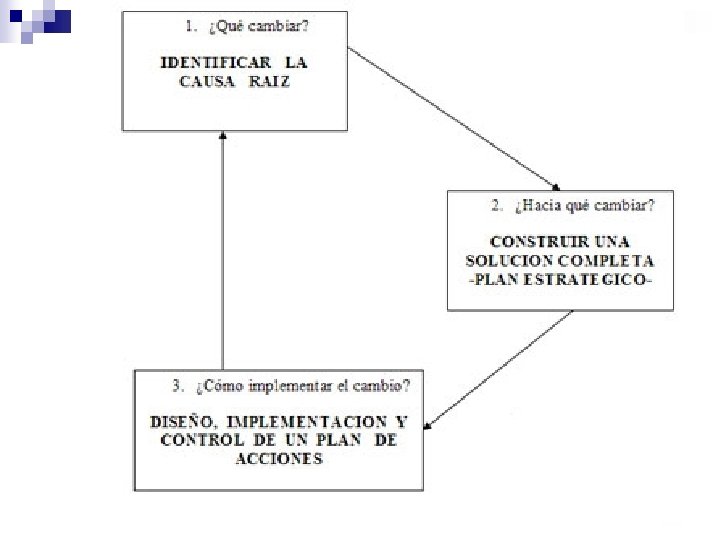
Una vez que son removidas las barreras que impiden que las partes trabajen sincronizadamente y que se tenga conciencia que forman parte de un sistema integral, se logrará una notable y continua mejora en todos y cada uno de los problemas que se mencionaron antes. Algunas organizaciones han comprendido que en vez de reaccionar al cambio, o dejarse llevar por la corriente, implementar un proceso de mejora continua constituye una absoluta necesidad. Para estas organizaciones un proceso de mejora continua significa resolver de manera más rápida y efectiva las siguientes preguntas, cada vez: • ¿Qué cambiar? • ¿Hacia qué cambiar? • ¿Cómo implementar el cambio?
1. ¿Qué cambiar? De una lista de síntomas observables, (disminución en las ventas, incumplimiento en los tiempos de entrega, pérdidas financieras, inestabilidad laboral, altos inventarios, altos gastos operativos, etc. ) y mediante el proceso de causa-efecto se identifica la causa raíz que genera todos los males de la organización. 2. ¿Hacia que cambiar? Los resultados que se obtienen de la operación diaria de la organización y que no nos satisfacen hoy, son consecuencia de practicar hoy, políticas y procedimientos, y utilizar medidores que fueron diseñados e implementados en algún tiempo del pasado cuando la realidad era muy diferente a la actual y que estaban basados en unos supuestos, -modos de pensar y actuar, que ya no producen los resultados esperados, precisamente porque la realidad ha cambiado. Retar dichos supuestos, confrontar su validez actual, constituye el principio del desarrollo completo de una solución –plan, estrategia- que ataque la causa raíz y por consecuencia lógica, ataque todos los síntomas actuales.
3. ¿Cómo implementar el cambio? Considerando la unicidad de cada organización, se desarrolla un plan de implementación de la estrategia que permita a la organización hacer la transición del presente que agobia y atenaza a un futuro amable, cómodo y competitivo. El plan debe detallar qué acciones se deben realizar, para lograr qué objetivo intermedio, en qué orden y cuándo se deben realizar otras acciones que conduzcan a los siguientes objetivos intermedios hasta lograr el objetivo final, y finalmente, quiénes son los responsables de llevarlas a cabo. ¿Cómo puede contribuir la Teoría de Restricciones a mantener un Proceso de Mejora Continua? Todas las empresas están buscando que su Proceso de Mejoramiento Continuo sea exitoso y perdurable. Para que sea exitoso es necesario tener un líder desde la Alta Gerencia, que sea carismático en la promoción del proceso permanentemente. Y para que sea perdurable, es necesario que se formen líderes constantemente, en todas las áreas.
El proceso necesario y suficiente para comprender globalmente cómo mejorar una empresa, consiste de las siguientes etapas: 1. Entender la Meta del Proceso, enmarcada dentro de las condiciones necesarias de hacer más dinero hoy y en el futuro, satisfacer a los accionistas, a los consumidores y a los empleados, simultáneamente. 2. Definir los eslabones de la cadena y sus enlaces. 3. Identificar el eslabón más débil. Identificar la restricción del sistema. 4. Explotar el eslabón más débil. Lograr que le ofrezca al sistema toda su capacidad, que es la máxima capacidad de todo el proceso. Explotar la restricción.
5. Subordinar todos los demás eslabones y enlaces para ayudarle al eslabón más débil. Subordinar y sincronizar todas los demás procesos al comportamiento de la restricción. 6. Si ya no se puede obtener más capacidad del eslabón más débil, se debe buscar la mejor forma para aumentar la capacidad del eslabón más débil. Aumentar la capacidad de la restricción. 7. Cuando ese eslabón ya no sea el eslabón más débil, entonces vuelva al punto 3 porque siempre habrá una restricción. 8. No dejar que la INERCIA genere nuevas restricciones. Esto garantiza que se de un Proceso de Mejora Continua La garantía de que este proceso funcione es que todas las áreas de la empresa conozcan y comprendan las relaciones causa-efecto fundamentales, que les permitan evaluar el impacto de sus decisiones y acciones locales sobre la Meta del proceso. Y esas relaciones causaefecto se integran en un lenguaje que le permite a las personas entender que la suma de las mejoras locales no es igual a la mejora global. Es un lenguaje orientado a identificar dónde enfocarse localmente para ser mejor globalmente.
Premisas … El menor costo del producto es lo más importante para asegurar las metas financieras porque … n Cada parte de un sistema debe trabajar a su máxima eficiencia porque … n El margen de contribución del producto es la clave para garantizar la utilidad del negocio n
Pero … Los mejoramientos hay que definirlos con relación a la meta global y no con relación a metas parciales o de un área o componente del sistema n Recuerde que el producto más rentable es el que produce más utilidad por unidad del recurso más escaso n
Meta de un negocio n La meta de una empresa lucrativa es la generación, ahora y en el futuro, de dinero para la satisfacción (ahora y en el futuro) de las expectativas de los socios, el mercado, el personal, y la sociedad en general.
La meta de los negocios Y Y Y Generar hoy y en el futuro más unidades de meta satisfaciendo el personal Y el mercado Y los dueños - “stakeholders” Y 42
La meta del negocio El personal Los dueños El mercado Generar hoy y en el futuro más unidades de meta satisfaciendo dueños, mercado y personal 43
Los cinco pasos n Fije la meta del sistema y utilice los medidores correctos 1. Identificar la restricción del sistema Decidir cómo explotar la restricción del sistema Subordinar todo lo demás a las decisiones de la explotación Elevar la restricción del sistema Si en el paso anterior se rompe la restricción, volver al paso 1 2. 3. 4. 5.
Criterios Las evaluamos en términos de sus efectos en el renglón de utilidades y rentabilidad n Necesitamos un puente que relacione las acciones con la utilidad del negocio n n El menor costo de producción n ¿Costo n estándar del producto? Con indicadores globales n Troghuput, operación inventario/inversión, gastos de
Elementos de análisis de un cambio 1. 2. 3. 4. 5. ¿Qué le impide a la empresa incrementar su troghuput? ¿Cambiará el troghuput? ¿Cambiarán los gastos de operación? ¿Cambiarán los inventarios/inversiones del negocio? ¿Cuál es efecto económico real de esta propuesta de cambio?
¡Muchas gracias por su atención