JustInTime Philosophy JIT is a longterm approach to













 small lots help achieve")





 Suppliers Flow with JIT Suppliers")














 2.")

")


 Separate internal")



















- Slides: 60
Just-In-Time Philosophy JIT is a long-term approach to process improvement. It uses timeliness as a lever to lower costs, improve quality and improve responsiveness. However, JIT requires enormous commitment. It took Toyota more than 25 years to get right! The focus of JIT is to improve the system of production by eliminating all forms of WASTE.
Just-in-Time • Downstream processes take parts from upstream as they need. – Get what you want – when you want it – in the quantity you want.
4. Just In Time-- What is It? • Just-in-Time: produce the right parts, at the right time, in the right quantity – Requires repetitive, not big volume – Batch size of one – Short transit times, e. g. keep 0. 1 days of supply
Characteristics of Just-in-Time · Pull method of materials flow · Consistently high quality · Small lot sizes · Uniform workstation loads · Close supplier ties · Flexible workforce · Automated production · Preventive maintenance
Push versus Pull • Push system: material is pushed into downstream workstations regardless to the demand or whether resources are available • Pull system: material is pulled to a workstation just as it is needed –
From a « push » to a « pull » System Work is pushed to the next station as it is completed S U P P L I E R S C U S T O M E R S
From a « push » to a « pull » System A workstation pulls output as needed S U P P L I E R S C U S T O M E R S
Here the customer starts the process, pulling an inventory item from Final Assembly… JIT Demand-Pull Logic Then sub-assembly work is pulled forward by that demand… Fab Vendor Sub Customers Final Assembly The process continues throughout the entire production process and supply chain Sub
Pull Versus Push Systems þ A pull system uses signals to request production and delivery from upstream stations þ Upstream stations only produce when signaled þ System is used within the immediate production process and with suppliers
Pull Versus Push Systems þ By pulling material in small lots, inventory cushions are removed, exposing problems and emphasizing continual improvement þ Manufacturing cycle time is reduced þ Push systems dump orders on the downstream stations regardless of the need
Basic Elements of JIT
Consistently high quality • Consistently meeting customer’s expectations. • Just-in-time systems seek to eliminate scrap and rework in order to achieve a uniform flow of materials • Use quality at the source which is having employees act as their quality inspectors such that never passing on defective units to the next process. • Poka-yoke (mistake proofing method) designing fail-safe systems to minimize human errors. Ex: design parts to be assembled in only one way- the correct way.
Small lot sizes • JIT systems maintain inventory with lot sizes that are as small as possible. • Small lot sizes have three benefits: 1) small lot sizes reduce cycle inventory which reduces the time and space involved in manufacturing and holding inventory. 2) small lot sizes help cut lead times then cutting pipeline and (WIP) inventory. (longer processing, longer inspection, defects delays)
Small lot sizes • Benefits of small lot sizes: 3) small lots help achieve a uniform operating system workload. setup times must be reduced to realize the benefits of small-lot production.
Uniform Workstation Loads • Uniform loads can be achieved by assembling the same type and number of units each day, thus creating a uniform daily demand at all workstations • Two models of production 1) Line production: all daily requirements of a model are produced in one batch before another model is started 2) Mixed model assembly: mix of models in smaller lots in a sequence (set up times should be low)
Standardized Components and Work Methods • The standardization of components, called part commonality or modularity, increases repeatability. • each worker performs a standardized task , Productivity tends to increase.
Close Supplier Ties • JIT systems operate with very low levels of inventory, close relationships with suppliers are necessary. • Stock shipments must be frequent, have short lead times, arrive on schedule, and be of high quality • Purchasing managers focus on three areas: reducing the number of suppliers, using local suppliers, and improving supplier relations
Flexible Work Force • Workers in flexible work forces can be trained to perform more than one job. • Workers can be shifted among workstations to help relieve bottlenecks as they arise without resorting to inventory buffers--an important aspect of the uniform flow of JIT systems. • they can step in and do the job for those on vacation or out sick.
Preventive Maintenance • Because JIT emphasizes low inventory between workstations, unplanned machine downtime can be disruptive. • Preventive maintenance can reduce the frequency and duration of machine downtime. • One tactic is to make workers responsible for routinely maintaining their own equipment and develop employee pride in keeping their machines in top condition
Streamlined Production Traditional Flow Production Process (stream of water) Suppliers Flow with JIT Suppliers Customers Inventory (stagnant ponds) Material (water in stream) Customers
Waste in Operations 1. Waste from overproduction (manufacturing an item before it is needed and with more quantities) this increase both inventory and lead time 2. Waste of waiting time (product is not moved and processed, poor materials flow, poor processes linkages this waiting may be 90 percent of LT) 3. Transportation waste (excessive movement and materials handling, risk of being damaged, lost, delayed, a cost for no added value 4. Inventory waste (a capital outlay that has not yet produced an income, excessive Inv hides shop floor problems, Increased inv is a result of overproduction and waiting)
Waste in Operations 5. Processing waste (more work is done on a piece than what is required by the customer, high precision equipment when simple machine is sufficient, overutilization of expensive assets) 6. Waste of motion (unnecessary efforts related to ergonomics like bending, stretching, reaching, lifting and walking) jobs with excessive motion should be redesigned 7. Waste from product defects (quality defect results in scrap and rework and wasteful costs lost capacity, scheduling efforts, increased inspection, and loss of customer good will) 8. Underutilization of people
Lowering Inventory Reduces Waste WIP hides problems
Lowering Inventory Reduces Waste WIP hides problems
Lowering Inventory Reduces Waste Reducing WIP makes problem very visible STOP
Lowering Inventory Reduces Waste Reduce WIP again to find new problems
Reduce Variability Inventory level Process downtime Scrap Setup time Quality problems Late deliveries
Reduce Variability Inventory level Process downtime Scrap Setup time Quality problems Late deliveries
Causes of Variability 1. Employees, machines, and suppliers produce units that do not conform to standards, are late, or are not the proper quantity 2. Engineering drawings or specifications are inaccurate 3. Production personnel try to produce before drawings or specifications are complete 4. Customer demands are unknown
Variability Reduction þ JIT systems require managers to reduce variability caused by both internal and external factors þ Variability is any deviation from the optimum process þ Inventory hides variability þ Less variability results in less waste
Performance and WIP Level • Less WIP means products go through system faster • reducing the WIP makes you more sensitive to problems, helps you find problems faster • Stream and Rocks analogy: – Inventory (WIP) is like water in a stream – It hides the rocks – Rocks force you to keep a lot of water (WIP) in the stream
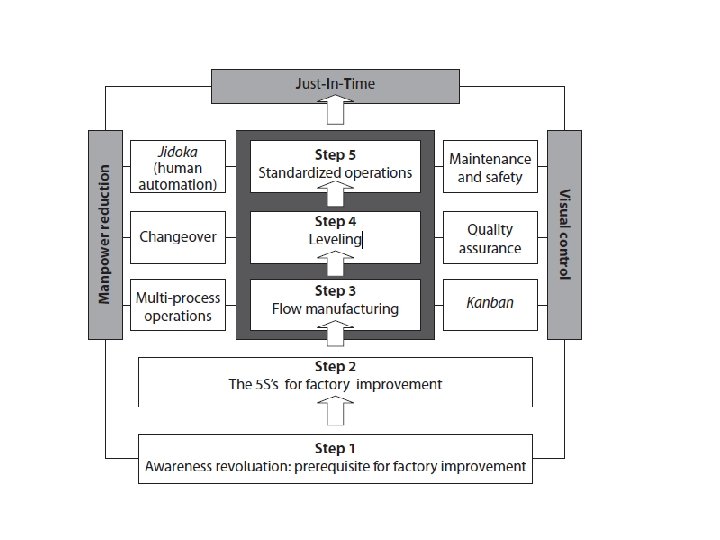
JIT Production system
Step 1: Awareness Revolution • it is important that everyone, including the production workers and the outside vendors, undergo the awareness revolution. • But the best place to start is at the top
Step 2: 5 S’s factory improvement • 5 s factory improvement: proper arrangement • (seiri), orderliness (seiton), cleanliness (seiso), cleanup (seiketsu), and discipline (shitsuke). • Arrangement and ordinariness is a first step visual red tag strategy (kanban)
Step 3. Flow Manufacturing 1. Continuous flow production line (U-shape or line arrangement) 2. Compact specialized and general-purpose equipment 3. One-piece flow (Shish Kabob production) 4. Minimum Cycle time 5. Multi-process handling 6. Multi-skilled workers 7. Standing (chair-free) operations
Flow Mfg: Scheduling Small Lots JIT Level Material-Use Approach A A B B A A A B B C A A B B B C C C Large-Lot Approach B B B Time B B
Step 4: leveling Matching capacities with loads (with customer needs)
Step 5. Standard Operations • Reveal and discover the net time for current operating conditions • Figure out the problems regarding work balance, ergonomic factors, and variation • Find out the real causes and plan improvement • Implement the improvement. • Standard operations, (use instruction manual).
Reduce Setup Times Initial Setup Time Step 1 90 min — Separate setup into preparation and actual setup, doing as much as possible while the machine/process is operating (save 30 minutes) Move material closer and improve material handling (save 20 minutes) Step 2 Standardize and improve tooling (save 15 minutes) Step 3 Step 4 Step 5 Use one-touch system to eliminate adjustments (save 10 minutes) Training operators and standardizing work procedures (save 2 minutes) Repeat cycle until subminute setup is achieved 60 min — 45 min — 25 min — 13 min — —
Quick Setups • • • SMED Principles: (Single Minute Exchange of Dies) Separate internal setup from External setup Convert internal setup to external setup Streamline all aspects of setup Perform setup activities in parallel or eliminate them entirely
SMED Some examples included: • Bringing the dies to the press ahead of time • Assuring that the dies were complete including all fasteners • Modifying all dies to the same physical size, eliminating setup adjustments • Specialized handling equipment • Quick acting fasteners
Common Techniques for Reducing Setup Time 1. Maintenance, Organization and Housekeeping It often happens that setup problems are related to poor maintenance such as worn parts, worn tooling, dirt, or damaged threads. Disorganization and poor housekeeping are also contributors to setup problems. These are easy to fix and should be a first step. 2. Internal Elements to External Internal elements occur when the machine is down. Examine each internal element and see if it cannot be done externally. For example, the pre-heating of an injection molding die could be done before it goes into the machine.
Common Techniques for Reducing Setup Time 3. Improve Elements Here we examine every element to see how we can eliminate it, simplify it, reduce the time required or improve it in some other way. 4. Eliminate Adjustments are often the most time consuming, frustrating and error prone parts of a setup. There are many ways to eliminate them entirely and this is the ultimate goal.
Kanban • Japanese for ‘signboard’ • Method for implementing JIT • In order to produce, you need both material to work on, and an available kanban. • Each work station has a fixed # kanbans.
Kanban þ Kanban is the Japanese word for card þ The card is an authorization for the next container of material to be produced þ A sequence of kanbans pulls material through the process þ Many different sorts of signals are used, but the system is still called a kanban
Kanban 1. User removes a standard sized container 2. Signal is seen by the producing department as authorization to replenish Signal marker on boxes Figure 16. 8 Part numbers mark location
Kanban Finished goods Kanban Customer order Work cell Ship Raw Material Supplier Kanban Final assembly Kanban Purchased Parts Supplier Kanban Subassembly Figure 16. 9
More Kanban þ When the producer and user are not in visual contact, a card can be used þ When the producer and user are in visual contact, a light or flag or empty spot on the floor may be adequate þ Since several components may be required, several different kanban techniques may be employed
More Kanban þ Usually each card controls a specific quantity or parts þ Multiple card systems may be used if there are several components or different lot sizes
Kanban Flow of work 2 3 • Workstation 2 finishes a part, outbound moves over • WS 2 has a blue tag available, so it gets another part to work on: – 2 takes off 1’s green tag giving it back to 1, and – puts on it blue tag and moves it into position.
Kanban Flow of work 2 3 • When 3 finishes a part, – Finished parts move over one spot – It has to have a red tag available to put on, – It gets a part from 2’s outbound pile, – And gives the blue back to 2
Kanban Flow of work 2 3 • When 3 finishes a part, – – Finished parts move over one spot He has to have a red tag available to put on, He gets a part from 2’s outbound pile, And gives the blue back to 2 • 3’s production will be taken by 4, offstage right. – Tag goes back into 3’s bin
Kanban 2 3 • Red finishes his part next. 2 3 • But 4 hasn’t freed up any of the red kanbans, so there is nothing for 3 to work on now. • 3 could maintain his machine, or see if 4 needs help
The Number of Kanban Cards or Containers þ Need to know the lead time needed to produce a container of parts þ Need to know the amount of safety stock needed Demand during Safety lead time + stock Number of kanbans = (containers) Size of container
Number of Kanbans Example Daily demand Production lead time (Wait time + Material handling time + Processing time) Safety stock Container size = 500 cakes = 2 days = 1/2 day = 250 cakes Demand during lead time = 2 days x 500 cakes = 1, 000 + 250 Number of kanbans = =5 250
Advantages of Kanban þ Allow only limited amount of faulty or delayed material þ Problems are immediately evident þ Puts downward pressure on bad aspects of inventory þ Standardized containers reduce weight, disposal costs, wasted space, and labor
Example • • A switch is assembled in batches of 4 units at an “upstream” work area. delivered in a bin to a “downstream” control-panel assembly area that requires 5 switch assemblies/hour. The switch assembly area can produce a bin of switch assemblies in 2 hours. Safety stock = 10% of needed inventory. k= Expected demand during lead time + safety stock size of container d. L (1+SS) 5(2)(1. 1) = = = 2. 75 or 3 C 4
Characteristics of JIT Partnershps • • Few, nearby suppliers Supplier just like in-house upstream process Long-term contract agreements Steady supply rate Frequent deliveries in small lots Buyer helps suppliers meet quality Suppliers use process control charts Buyer schedules inbound freight
Typical Benefits of JIT • Cost savings: inventory reductions, reduced scrap, fewer defects, fewer changes due to both customers and engineering, less space, decreased labor hours, less rework. • Revenue increases: better service and quality to the customer. • Investment savings: less space, reduced inventory, increased the volume of work produced in the same facility. • Workforce improvements: more satisfied, better trained employees. • Uncovering problems: greater visibility to problems that JIT allows, if management is willing to capitalize on the opportunity to fix these problems.