Jauhemetallurgian perusteet Basics of Powder Metallurgy 4 Hard

Jauhemetallurgian perusteet Basics of Powder Metallurgy 4

Hard Metals

Hard Metals

Hard Metals

Hard Metals

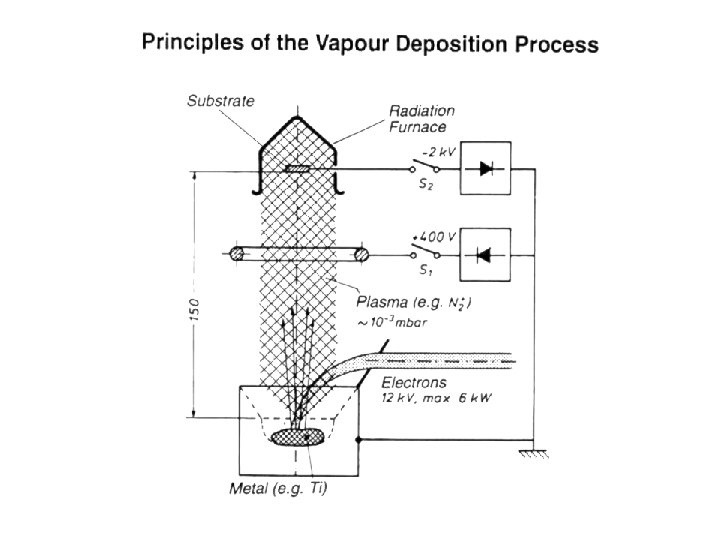
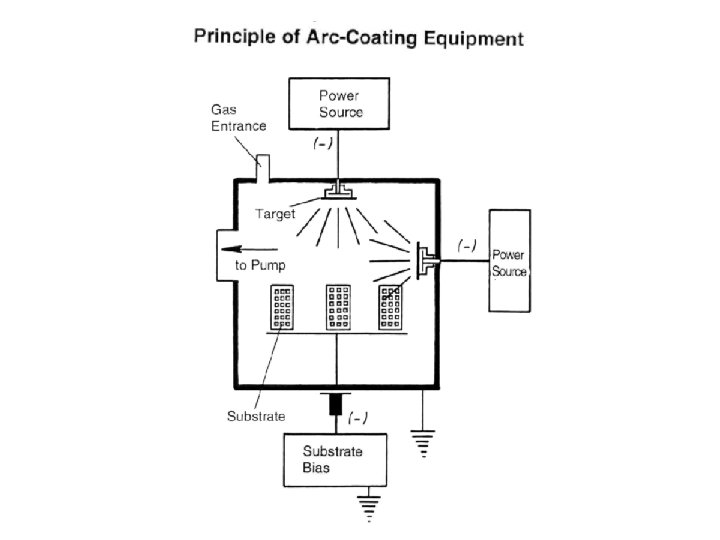
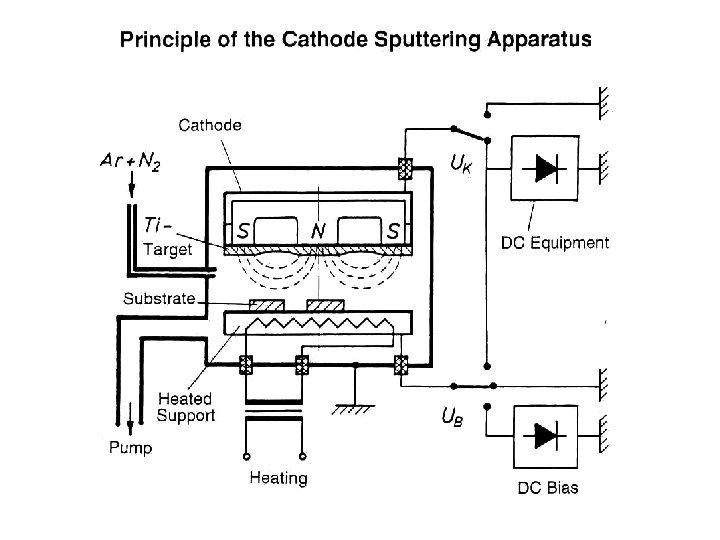
Coating methods

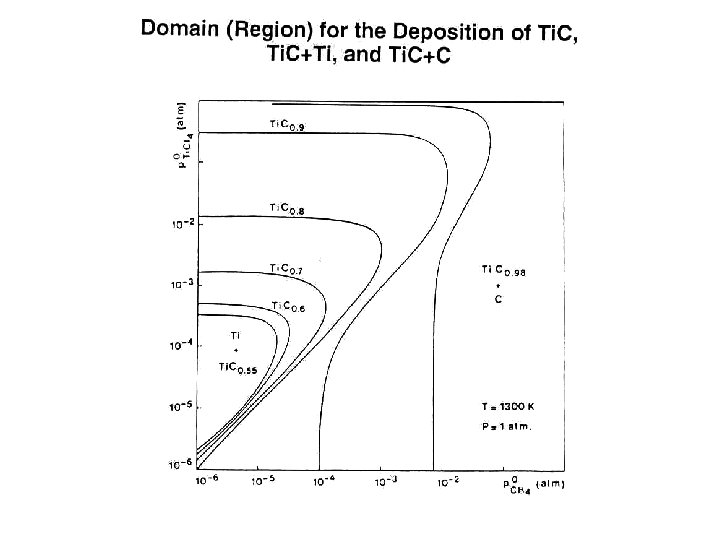
Coating methods: CVD

Typical Hard Coatings

Typical Hard Coatings

Why Hard Coatings

Why Hard Coatings

Post-Sintering Operations for structural PM components

Re-Pressing and Sizing Cycle

Re-Pressing and Shaping

Effect of Sizing Pressure on Strength

Sizing Effect on Tolerances

Changes in Properties vs. Density

Parking Interlocking Wheel Powder forged in two steps

Vacuum Impregnation Process

Steam Treatment Effect

More Post-Treatment Methods Salt bath nitriding: using alkali salts which release nitrogen Gas nitriding: using ammonia added to endogas (greater risk of dimansional variations), ~570°C Carburisation: using hydrocarbons added to endogas, ~850 -900°C. If 2 -3% NH 3 added, carbonitriding takes place. Phosphating: using Zn, Mn or Fe phosphates to protect from corrosion (stable till 500°C) Boronizing: for increasing of wear resistance by forming double Fe 2 B/Fe. B layer; using powder pack of B 4 C and KBF 4, treatment 850 -1000°C, 1 -8 h Chromizing: using powder pack of Cr + NH 4 Cl at 1120°C Sheradizing: coating by Zn in a rotating drum with Si. O 2 at 420°C, 2 h And a number of others…

Heat Treatment Unit for PM products

Surface Hardness for PM Iron

Tempering Effect for Fe+Mn. Cr. Mo alloys

Nitriding Effect on Fatigue

Find out yourself: • What is needed for infiltration? When can it be performed? • What risks are associated with any heat treatment of a porous ferrous compact? • Which post-sintering procedures are applied to ceramic materials? • What material parameter should be controlled during the high temperature treatments?
- Slides: 30