Industria Lctea INTEGRANTES Ruarte Matas Sebastin Martinelli Mara

Industria Láctea INTEGRANTES: • Ruarte, Matías Sebastián • Martinelli, María Paula • Quiles, Pablo Martín • Pietrelli, Luis Santiago
")
Leche �Definición: Según el Código Alimentario Argentino se entiende por leche (sin calificativo alguno) al producto obtenido por el ordeño total e ininterrumpido, en condiciones de higiene, de la vaca lechera en buen estado de salud y alimentación, proveniente de tambos inscriptos y habilitados por la Autoridad Sanitaria Bromatológica Jurisdiccional y sin aditivos de ninguna especie. La leche es la base de la industria láctea, materia prima principal de diversos productos alimentarios como la mantequilla, queso y yogur. También se aprovechan algunos subproductos procedentes de ella, como el suero que se utiliza para la alimentación animal.

Valor Nutricional � La leche es un alimento líquido, con un contenido en materia seca (10 -13%). Su valor energético es de 700 Kcal/l. Posee un excelente aporte de calcio, fósforo y riboflavina, es rica en tiamina, cobalamina y vitamina; a su vez, contiene poco hierro, cobre, ácido ascórbico, niacina y vitamina D. Composición Media � La leche está formada por glóbulos de grasa suspendidos en una solución que contiene el azúcar de la leche (lactosa), proteínas (fundamentalmente caseína) y sales de calcio, fósforo, cloro, sodio, potasio y azufre. La leche entera esta compuesta en: � Agua: 88% a 90% � Grasa: 3, 5% a 4% � Proteínas: 2, 9% a 3, 5% (caseína, lactalbúmina o nata, y lactaglobulina) � Lactosa: 4, 5% a 5%. � Sales minerales: Sodio 30 mg, Fósforo 90 mg, Potasio 140 mg, Calcio 125 mg, Cl 105 mg. � Otras (Hierro, Azufre, Cobre) Su PH es ligeramente ácido, comprendido entre 6, 6 y 6, 8, última indica alteración por fermentación. Grandes cantidades de vitaminas A, B, D 3 y E, algo de C, y D.

El sistema Proteico Fracción Caseínica: representa el 87% de las proteínas de la leche; comprende varios tipos de moléculas: αs-caseína (5 O%), β-caseína (30%), K-caseína (15%) y Y-caseína (5%). Pueden separarse por electroforesis o ultra centrifugación. Los complejos αs y K se asocian entre ellos y con la caseína, formando las micelas. Las propiedades físico-químicas de éstas son importantes en muchos tratamientos tecnológicos, además de la elaboración de queso. β - Lactoglobulina: Es la proteína más importante en el lactosuero de la leche y representa el 10 % de las proteínas totales de la leche. Su desnaturalización por calentamiento reduce el riesgo de coagulación de la leche durante la esterilización, pero puede conducir a la formación de una cuajada inconsistente, durante la preparación de ciertos quesos. α - Lactoglobulina: Es una de las proteínas que fijan la galactosa a la glucosa y aseguran la síntesis de la lactosa. Cuando se coagulan las caseínas, quedan en solución las otras proteínas. Conjuntamente con la lactosa y sales minerales se constituye el lactosuero. La leche contiene, además proteínas diversas como enzimas y otras. El lactosuero o suero de leche es un líquido obtenido en el proceso de fabricación del queso y de la caseína, después de la separación de la cuajada o fase micelar.

Los Lípidos de la Leche Triglicéridos………………. . 97 - 99 % Fosfolípidos y Colesterol………… 3 – 1% � Los triglicéridos contienen, principalmente, ácidos grasos saturados siendo algunos de elevado punto de fusión (ácidos mirístico, palmítico, esteárico), y otros de cadena corta (butírico, caproico) de bajo punto de fusión. Dan un olor particular a la leche y sus derivados. � La materia grasa de la leche está expuesta a alteraciones como la lipólisis y la oxidación. � La lipólisis la realizan las lipasas de la leche (o bacterianas). Es el proceso metabólico mediante el cual los lípidos del organismo son transformados para producir ácidos grasos y glicerol para cubrir las necesidades energéticas. Las Iipasas se inactivan durante la pasteurización de la leche. � La oxidación actúa sobre todo en los dobles enlaces de los ácidos grasos. Se ve favorecida por la acidez, la presencia de luz y trazas de ciertos metales (hierro y cobre, principalmente).

Los Glúcidos de la Leche � En la leche de vaca los glúcidos están representados por la lactosa, que se sintetiza en la glándula mamaria. Es un disacárido, de sabor poco azucarado, poco soluble, que posee un grupo reductor. Actúa como sustrato de fermentación para las bacterias lácticas que la hidrolizan a glucosa y galactosa, y las transforman en ácido láctico. Puede eliminarse del lactosuero, pasándola por una columna "Shepadex" (tamiz molecular). Gérmenes en la Leche Son de cuatro tipos: � Bacterias no patógenas. � Bacterias formadoras de ácido láctico, causantes de la fermentación. � Bacterias de putrefacción. � Bacterias patógenas, siendo estas últimas las únicas peligrosas para la salud porque provocan serias enfermedades e infecciones. Las más comunes son: el bacilo de Koch (que causa la tuberculosis de tipo alimenticio), bacilos tíficos y paratíficos, bacilo diftérico, germen de la escarlatina y brucella melitensis (que provoca la fiebre de Malta o brucelosis).

Calidad Entre los factores que se destacan por su influencia en la calidad de la leche se encuentran: � La selección del ganado, no sólo por su rendimiento sino para cantidad y calidad de las proteínas de la leche. � La alimentación de las vacas, influye sobre el sabor y contenido en proteínas de la leche. � La higiene debe tenerse en cuenta en el ordeñe, ya sea manual o mecánico � Después del ordeñe, la leche debe enfriarse lo más rápidamente posible, manteniendo constantemente la temperatura por debajo de los 5ºC, ya que el óptimo desarrollo de las bacterias psicrófilas es a los 10°C. � También se controlan establos, estado sanitario de las vacas, condiciones del ordeño y operaciones de manipulación. Requisitos Higiénicos � Obtención de vacas libres de enfermedades infecto-contagiosas, declaradas clínicamente sanas por un veterinario. � No podrá utilizarse la leche de vacas que han dado a luz hasta después del sexto día del parto, ni de animales bajo medicamentos. � Personal de ordeñe, transporte y sus familiares deben estar libre de enfermedades repulsivas y contagiosas, además deben utilizar ropas lavables y cubrecabezas.

En tambo 1 - Ordeñe 2 - Transporte de la leche a la industria 3 - Recepción En Industria DIAGRAMA DE PROCESO PARA LECHE INDUSTRIALIZADA Leche pasteurizada 4 - Filtrado y/o higienizado 5 - Enfriado 6 - Depósito de recepción 7 -Precalentamiento de la leche (sección de Recuperación) 8 - Normalización o estandarización (desnatadora centrífuga) Sale la crema que contiene 30% de materia grasa que se usa para mantequilla 9 - Homogeneización Leche (UHT) Ultra Alta Temperatura 10 - Pasteurización (sección de Calentamiento) 11 - (UHT) Esterilización 11 - Sección de Recuperación (precalienta la leche que ingresa) 12 - (UHT) Refrigeración 12 - Refrigeración (en depósitos isotermos) 13 - (UHT)Envasado Aséptico 13 - Envasado Para producción de queso no se enfría (se envía desde este punto).

Descripción de las operaciones 1 - Ordeñe: Se limpia la mama con un paño seco, luego uno húmedo y se le da una ducha de agua templada y se vuelve a secar. En el momento del ordeñe los primeros chorros se tiran en una bandeja de fondo negro para determinar la existencia de elementos extraños. � En los pequeños tambos el ordeñe es manual, la leche extraída se recoge en baldes y luego se trasvasa a "tarros" de hojalata. � En los grandes establecimientos industriales hay equipos ordeñadores mecánicos que succionan la leche y la hacen circular por tuberías.

Descripción de las operaciones 2 - Transporte de la leche a la Industria: La calidad de la materia prima actúa como condicionante fundamental de la calidad del producto final, por ello se debe cuidar y controlar cada una de las etapas, desde su origen (el tambo), hasta el preciso momento en que se la utiliza como materia prima dentro de la planta elaboradora. Los recipientes que se utilizan para el transporte desde el centro de producción a la industria son: � Vehículos. � Termos de recolección. � Tuberías.

Descripción de las operaciones 3 -Recepción: Ya en las plantas de tratamiento, los termos de recolección son literalmente “enchufados” a la planta, para realizar la descarga y el muestreo de la leche. � En el control de calidad se comprueban cualidades de composición, higiénicas y sanitarias de la leche. Se verifica que no esté aguada, con acidez excesiva y limpia. Estos controles de calidad se pueden clasificar en dos grandes grupos: Análisis Fisicoquímicos y bacteriológicos. � EI control de cantidad se puede realizar por métodos volumétricos o gravimétricos, siendo estos más precisos.
:")
Descripción de las operaciones � Análisis Físico-QuÍmicos: � Determinación del contenido en grasa (Butirosa): Se determina con un Butirómetro (un tubo con vástago graduado, que se llena con 11 mililitros de leche; 10 mililitros de ácido sulfúrico (S 04 H 2), Y 1 mililitro de alcohol amílico. El contenido mínimo de grasa es 3%. � Determinación del extracto seco total: Extracto Seco Total – Grasa Butirosa = Extracto Seco No Graso > 8, 25% � Determinación de la acidez: Se calcula colocando una solución de Na. OH, dentro de 10 ml de leche hasta que la fenolftaleína adquiera color rojo. Con los ml gastados se calculan los Grados DORNIC. La acidez normal es de 12 a 200 DORNIC. � Determinación de la densidad: Se utiliza un Lactodensímetro para su medición. La densidad de la leche debe estar comprendida entre 1, 028 y 1, 033 g/cm 3 a 150 C. � Análisis Bacteriológico: � Detección de bacterias patógenas y Recuento Microbiológico: Se realiza la prueba de la Reductasa (con azul de metileno).

Descripción de las operaciones 4 - Filtrado y/o Higienizado: Con la depuración se consigue: � Eliminación grosera de suciedad : Mediante tamices, colocados sobre los recipientes de la báscula de recepción o instalados en la conducción entre el tanque de depósito previo y el recipiente de alimentación. � Depuración más completa: Mediante filtrado. Los materiales filtrantes más usados son el algodón comprimido, los tejidos de nylon o los tamices metálicos de malla con cribas microfinas. Los equipos utilizados son: � Filtros de caldera de acero inoxidable. � Centrifugadoras. 5 - Enfriado: Luego de ser ordeñada y filtrada, la leche posee la temperatura corporal de la vaca, alrededor de 37ºC, temperatura a la cual la multiplicación de bacterias se realiza con extrema facilidad, razón por la cual, es indispensable enfriarla. Para lograr una leche de alta calidad, es necesario enfriar la leche en forma muy rápida a menos de los 4ºC, al ingresar en los tanques especialmente diseñados denominados Isotermos, los cuales se construyen de acero inoxidable, de 25. 000 a 300. 000 lts. provistos de agitadores para evitar la formación de nata en la superficie y la no acidificación de la leche. Pueden ser verticales u horizontales y la leche cruda puede permanecer en los mismos hasta 2 o 3 días, donde va a conservarse a la temperatura de 4°C.

Descripción de las operaciones 6 - Depósito de Recepción: Una vez almacenada en los depósitos isotermos, la leche cruda es conducida hasta un depósito de recepción, de poca capacidad, que se utiliza como un depósito regulador que impulsa (mediante una bomba) la leche al ritmo adecuado a la capacidad del equipo de pasteurización. 7 - Precalentamiento de la leche: A continuación pasa a través de un conjunto de intercambiadores de placa de acero inoxidable, siendo la sección de recuperación, en la cual, en contracorriente, la leche cruda que entra, se calienta pasando de 4 o a 450 C con calor cedido por la leche ya pasteurizada que pasa de 750 a 350 C. Esta leche a 45ºC, sale del intercambiador y sufre dos tratamientos sucesivos. 8 - Normalización o Estandarización: Está encaminada a regular la cantidad de grasas. La operación es realizada por una desnatadora centrífuga, que separa la crema (o nata) de la leche (descremada). Esta crema contiene entre 65 -70% de agua y el resto es materia grasa, que se le dará posteriormente uso en la producción de manteca. El contenido mínimo de materia grasa de una leche no descremada es de 3. 2%, mientras que la descremada no debe contener más del 0. 1%.

Descripción de las operaciones 9 - Homogenización: Ésta operación reduce el tamaño de los glóbulos de grasa, para evitar que asciendan y formen una capa de crema en la superficie del líquido, quedando finalmente la grasa dispersa. Se obtiene haciendo pasar la leche bajo presión elevada (150 a 250 Kg/cm 2) a través de orificios o válvulas muy estrechas. Con lo que el tamaño se reduce aproximadamente a 1/5 del inicial. También se destruyen parcialmente, las micelas de caseína y los pedazos se adhieren a la superficie de los glóbulos grasos. Estos dos fenómenos estabilizan la emulsión, retardando la decantación y , mejorando la consistencia de la leche y su blancura. 10 - Pasteurización: El proceso de pasteurización es de aplicación universal y obligatoria en cualquier proceso previo a la elaboración de todos los subproductos lácteos derivados. La pasteurización "sección de calentamiento", es en la que la leche pasa de nuevo por un intercambiador de placas y eleva su temperatura a 75°C, donde es mantenida a dicha temperatura durante 16 seg. Toda la operación se controla en un tablero, donde un termógrafo recoge las temperaturas en las distintas fases. Luego es conducida a la "sección de recuperación" antes descrita, donde cederá calor a la leche cruda que entra. Seguidamente, en otra sección del intercambiador de placas "sección de enfriamiento se enfriará hasta la temperatura de envasado, si este es el destino para la leche, a contracorriente donde sucesivamente cederá calor. En el caso de fabricación de quesos, desde el pasteurizador, la leche va a ser enviada a cubas de cuajado, a una temperatura entre 30 – 35ºC, por esto es innecesaria la "sección de enfriamiento". El tratamiento de la pasteurización se necesita para destruir las formas vegetativas de algunas bacterias patógenas (mycobacterium tuberculosis), las salmonellas estreptococos piógenos que frecuentemente originan infecciones graves y epidemias provocadas por la leche. También se eliminan otras sustancias como las bacterias lácticas. La determinación de la eficacia de la pasterización puede constatarse poniendo de manifiesto la NO existencia de la fosfatasa , la cual requiere temperaturas superiores que los necesarios para destruir a Mycobacterium tuberculosis, (el más termorresistente de los gérmenes patógenos que se encuentran en la leche).

Descripción de las operaciones Métodos de Pasteurización: Pasteurización Baja o lenta LTH (low temperature holding): 62°-65° C durante 30 minutos. Luego se enfría a 4°-10° C. Conserva mejor el valor nutritivo de la leche, pero el efecto germicida es inferior al exigido. 2. Pasteurización Alta HTST (high temperature, short time): 72°-78° C durante al menos 15 segundos. Se realiza en intercambiadores de calor pasando por las secciones de calentamiento, recuperación y enfriamiento (como se explicó anteriormente). 1.

Descripción de las operaciones 11 - Sección enfriamiento: El tratamiento de pasteurización incrementa el tiempo de conservación, pero como esta leche no está totalmente estéril debe enfriarse rápidamente hasta 4 -5 ºC y guardarla refrigerada, con el fin de evitar la proliferación de bacterias termo resistentes. Mediante esta sesión de calor se pre-calienta la leche cruda que ingresa anteriormente. 12 - Refrigeración: Por medio de la refrigeración se somete a la leche a temperaturas muy inferiores a la de pasteurización. La temperatura final depende del producto que se desee obtener. A menudo bastan las de 10 a 20 grados centígrados, requiriendo otros productos de una temperatura aun mas baja, menos de 5 grados centígrados. La refrigeración debe efectuarse con rapidez e inmediatamente después de la pasteurización. 13 - Envasado: La función del envase, básicamente, consiste en no alterar ningún aspecto del producto contenido y evitar que la acción del medio influya y modifique las características de ese producto.

DERIVADOS DE LA LECHE QUESOS

Aspectos generales El queso es un alimento sólido elaborado a partir de la leche cuajada de vaca, cabra, oveja, búfala, camella u otros mamíferos. La leche es inducida a cuajarse usando una combinación de cuajo (o algún sustituto) y acidificación. Las bacterias se encargan de acidificar la leche, jugando también un papel importante en la definición de la textura y el sabor de la mayoría de los quesos. Hay una importante variedad conocida de quesos.

Contenido graso Éste depende del tipo de queso y el grado de maduración. Mientras más añejo es el queso, más grasa contiene y menos agua. Para hacer un kilo de queso se requieren cerca de 10 litros de leche y que el contenido graso de la leche entera es de aproximadamente 3%. La grasa en el queso es la que le da la intensidad de sabor, es así como los quesos con menos contenido de grasa carecen de textura y profundidad.

Contenido graso Queso Cottage: 3% de grasa Quesos frescos: 12% de grasa. Quesos duros: (Parmesano, Cheddar, Roquefort, Emmenthal) cerca de un 30% de grasa. Quesos crema: (Mascarpone) casi un 50% de grasa.

Clasificación de los quesos Quesos frescos: No se madura después de la fabricación, reteniendo una gran parte del suero Muy poco conservable (depende del contenido de humedad y de las condiciones higiénicas). No debe madurar o fermentar después de su fabricación, por lo que deben conservarse en frío. Tipos: Cottage, de nata, textura semi dura

Clasificación de los quesos Quesos maduros: Queso de pasta blanda: Tienen una textura blanda, untuosa, suave y uniforme Periodo de maduración relativamente corto. No tienen cáscara y algunos son protegidos con parafina Tipos: Mozzarella, Mascarpone Quesos de pasta semi-dura La mayor parte de ellos se pueden clasificar como quesos prensados. Se obtienen por coagulación enzimática Consistencia firme pero elástica y de sabor suave y bien definido. Algunos poseen agujeros que se producen por adición de bacterias Poseen entre un 36 y un 46 % de agua. Tipos: Gruyére, Pategras, Provoleta, Dambo, Fontina, holandés (Gouda)

Clasificación de los quesos Quesos maduros: Quesos de pasta azul La leche o la cuajada se siembran con mohos azules seleccionados actúan sobre las proteínas, pero principalmente hidrolizan la materia grasa Se salan en seco, con elevadas dosis de sal. Tipos: Roquefort Quesos de pasta dura La maduración de los quesos de pasta dura se desarrolla lentamente en el interior de la masa. Su masa es más resistente a las condiciones ambientales, posee una cáscara ancha, pintada según la variedad. Poseen entre un 27 a un 35 % de agua. Se conservan fácilmente y se pueden almacenar durante mucho tiempo. Tipos: Provolone, Parmesano, Cheddar.

Clasificación de los quesos Quesos fundidos: Elaborado a partir de queso y a veces de algunos productos lácteos fermentados a los que se añade un emulgente, algo de sal y colorante alimenticio. Pierde su identidad al transformarse en queso fundido pero adquiere otras características Conservación más fácil y larga. Tipos: Incluye el queso fundido en lonjas y el queso fundido en porciones, también llamado queso para untar.

Proceso de elaboración del queso

Proceso de elaboración del queso 1. CUAJADO O COAGULACIÓN: Consiste en una serie de modificaciones fisicoquímicas de la caseína que conducen a la formación de un coágulo. Tiene lugar debido a la acción simple o conjunta de la acidificación por las bacterias lácticas (coagulación láctica) y de la actividad del cuajo (coagulación enzimática). Caseína: La caseína (del latín caseus, "queso") es una fosfoproteína (un tipo de heteroproteína) presente en la leche y en algunos de sus derivados (yogurt o el queso). En la leche, se encuentra en la fase soluble asociada al calcio (fosfato de calcio) en un complejo que se ha denominado caseinógeno.

Proceso de elaboración del queso: TIPOS DE COAGULACIÓN DE LA CASEÍNA § Coagulación láctica o ácida: Realizada por las bacterias lácticas. Coagulación enzimática: Cuando se añade cuajo a la leche. § No está desmineralizada como la ácida: ésta es la principal diferencia entre los dos tipos. o Factores § Coagulación mixta: Se utiliza en la elaboración de la mayor parte de los quesos. La leche se coagula por la acción conjunta del cuajo y la acidificación, con predominio de una u otra. q. Coagulación fundamentalmente láctica q. Coagulación fundamentalmente enzimática

Proceso de elaboración del queso: El cuajo Es una enzima proteolítica segregada por el cuarto estómago de los terneros antes del destete. La primera función es la de provocar la desestabilización de las micelas de caseína rompiendo la caseína K en los enlaces peptídicos. El segundo papel del cuajo es el de hidrolizar estos enlaces. Sustitutos: Mezclas de pepsina bovina y renina, enzimas coagulantes extraídas de vegetales y cuajos de origen microbiano. Capacidad coagulante de un cuajo (fuerza) :

Proceso de elaboración del queso 2. DESUERADO DE LA CUAJADA: Los quesos son concentrados de leche. La concentración se consigue eliminando agua y elementos solubles. La pasta queda está formada esencialmente por la caseína y la materia grasa adherida físicamente a ella. El lactosuero que se extrae contiene la mayor parte de la lactosa y de sustancias nitrogenadas no coaguladas y una proporción variable de minerales.

Proceso de elaboración del queso: El desuerado El lactosuero tiende a separarse de la cuajada que como consecuencia disminuye el volumen (sinéresis). El proceso de desuerado es diferente en una cuajada ácida que en una enzimática o una mixta, y los quesos que se obtienen también características muy distintas. Cortado: consiste en cortar la leche coagulada en trozos, aumentando la superficie de exudación del suero. Agitación: la agitación mecánica de los granos en el lactosuero evita su aglomeración y acelera su deshidratación.

Proceso de elaboración del queso: El desuerado Calentamiento: se activan las reacciones del cuajo y disminuye la viscosidad del coagulo Acidez: produce la disminución del agua de hidratación de las micelas, solubiliza parte de las sales de calcio y favorece la contracción del coágulo. Moldeado: colocación de la cuajada en moldes, cuya forma y tamaño varían con cada tipo de queso. Prensado: Permite extraer el agua libre del queso y completar así su desuerado. No se aplica a todos los tipos de queso, sino solo a los que tienen una estructura capaz de soportar una presión directa. Salado: Se efectúa en todos los quesos con el fin de regular el desarrollo microbiano, suprimiendo bacterias indeseables como controlando el crecimiento de los agentes de la maduración.

Proceso de elaboración del queso: Cuba de queso por etapas A: durante el removido B: durante el cortado C: durante el drenaje de suero D: durante el prensado

Proceso de elaboración del queso 3. MADURACIÓN DEL QUESO: Esta maduración requiere mantenerse durante cierto tiempo a una temperatura y en condiciones tales que se produzcan los cambios físicos y químicos característicos del mismo. Se produce la transformación bioquímica, y gradual de los componentes del queso en muchos productos más solubles; se desarrolla el aroma, la textura se vuelve más untuosa, aparecen ojos o agujeros y se forma la corteza superficial. Lactosa Proteínas Materia Grasa

Proceso de elaboración del queso: Maduración Agentes De La Maduración: Enzimas y Flora Microbiana. Principales Grupos De Microorganismos: La flora dominante en los primeros instantes de la maduración son los estreptococos productores de ácido láctico, Str. lactis y Str. cremoris. Suelen ser bacterias mesófilas o termófilas. Factores Que Dirigen La Maduración: § El contenido de humedad § El p. H § La temperatura § El contenido de sal § El contenido de oxígeno en el aire Clasificación según el tipo de maduración: Ø De maduración superficial (quesos blandos) Ø Maduración en interior (quesos duros)

Leche destinada a quesería Para la elaboración de quesos hay que utilizar leche de muy buena calidad tanto desde el punto de vista de su composición y flora microbiana como en relación a su aptitud para la fermentación y coagulación. Si no se cumplen estos requisitos, se producen muchos problemas en la fabricación y aparecen diversos defectos en el queso. Hay factores que pueden modificar la aptitud quesera de la leche.

EL RENDIMIENTO QUESERO Cantidad de queso obtenido a partir de una determinada cantidad de leche. Desde el punto de vista económico, es una de las variables más importantes, ya que una recuperación ineficiente de las proteínas o materia grasa durante la manufactura del queso puede ocasionar grandes pérdidas económicas. Cálculo: Con el número de kg de queso obtenidos a partir de 100 kg de leche y el número de kg de queso obtenidos a partir de la materia grasa Factores que influyen sobre el rendimiento § La composición de la leche § La composición del queso § Las técnicas de fabricación § Las pérdidas

DEFINICIONES DE YOGURT - Es un producto lácteo obtenido mediante la fermentación bacteriana de la leche. - Según la OMS el yogur es una leche coagulada obtenida por fermentación láctica ácida, producida por Lactobacillus bulgaricus y Streptococus thermophilus, bifidobacterium, acidophillus de la leche pasteurizada o concentrada con o sin adiciones (de leche en polvo, azúcar, etc). Los microorganismos del producto final deben ser viables y abundantes.

CARATERISTICAS DEL YOGURT Ø Se puede producir de cualquier tipo de leche. Ø Se le puede añadir fruta, vainilla, chocolate y otros saborizantes, pero también puede elaborarse sin añadidos (natural). Ø Se elabora por la simbiosis entre dos bacterias. Ø Si el yogur no se calienta hasta matar a las bacterias después de la fermentación, se vende bajo la denominación de «cultivo activo vivo» .

CARATERISTICAS DEL YOGURT Ø El yogur pasteurizado tiene un periodo de conservación de meses y no necesita refrigeración. Ø El yogur es rico en proteínas así como en varias vitaminas del grupo B y minerales esenciales. Ø Tiene tanta grasa como la leche a partir de la que se produzca.

PRODUCCION DE YOGURT SELECCIÓN DE LA LECHE RECEPCION DE LA LECHE CRUDA ESTANDARIZACION Y PREPARACION DE LA MEZCLA FILTRACION DESODORIZACION HOMOGENEIZACION ENFRIAMIENTO PASTEURIZACION INOCULACION ENVASADO INCUBACION HOMOGENEIZACION SEGUNDO ENFRIAMIENTO

SELECCIÓN DE LA LECHE Para que el cultivo iniciador se desarrolle, han de tenerse en cuenta los Siguientes criterios: Bajo recuento bacteriano. Libre de antibióticos, desinfectantes, leche mastítica, calostro y leche rancia. Sin contaminación por bacteriófagos.

RECEPCÍON DE LA LECHE CRUDA Es un punto de control en donde deben realizarse verificaciones inmediatas de la calidad acordadas de la leche cruda. FILTRACIÓN Se realiza la filtración de la leche para evitar el ingreso de partículas gruesas en el proceso.

ESTANDARIZACIÓN Y PREPARACIÓN DE LA MEZCLA v. Se regula el contenido de grasas y sólidos no grasos. v. Se agrega azúcar de acuerdo al tipo de producto a elaborar. v. Se regula el contenido de extracto seco mediante.

DESODORIZACIÓN Se desodorizar la leche en un depósito al vacío con el fin de: a) Mejorar la estabilidad del gel de yogur incrementando la viscosidad. b) Eliminar las sustancias aromáticas y sápidas indeseadas. c) Incrementar los efectos de la homogeneización. d) Reducir los riesgos de que se queme la leche durante el calentamiento en el cambiador de placas. La desodorización se realiza a una temperatura de 7075ºC y a una presión de 70 -80 k. Pa.

HOMOGENEIZACIÓN En la práctica de la elaboración de yogurt se homogeneiza muchas veces la leche higienizada al objeto de impedir la formación de nata y mejorar el sabor y la consistencia del producto. Técnicas a tener en cuenta: Homogeneización de la nata. La homogeneización en caudal parcial.

PASTEURIZACIÓN Para que el yogur adquiera su típica consistencia no sólo es importante que tenga lugar la coagulación ácida, sino que también se ha de producir la desnaturalización de las proteínas del suero, en especial de la β-lactoglobulina. El tratamiento térmico óptimo consiste en calentar a 90 ºC y mantener esta temperatura durante 15 minutos. Muchas fábricas aplican temperaturas mayores a 100 ºC. Esta práctica no es aconsejable debido a que no consigue incrementar el efecto, pero puede provocar la desnaturalización de la caseína, lo que se traduce en una reducción de la estabilidad del gel ácido.
 o generalmente hasta")
ENFRIAMIENTO Se enfría hasta la temperatura óptima de inoculación (42 -45ºC) o generalmente hasta unos grados por encima y luego se envía a los tanques de mezcla. INOCULACIÓN Consiste en incorporar a la leche el cultivo para llevar a cabo la fermentación. La cantidad de inóculo agregado determina el tiempo de fermentación y con ello la calidad del producto.

INCUBACIÓN Consiste en mantener la mezcla anterior a una temperatura promedio de 40 a 45 °C. durante 3 a 4 horas. Transcurrido este tiempo se observa la coagulación del producto adquiriendo la consistencia de flan. La acidez final del yogur debe ser de 0. 85 a 0. 95% de ácido láctico (en un producto de mediana acidez) y el p. H entre 4. 2 a 4. 5. Según el producto a elaborar y el tipo de instalación se van a poder realizar la incubación y la fermentación de las siguientes maneras: En los envases de venta (yogur consistente). En tanques de fermentación (yogur batido y yogur para beber).

HOMOGENEIZACIÓN Se rompe por agitación el coágulo formado en la etapa previa y se agregan edulcorantes, estabilizantes, zumos de frutas, según corresponda la variedad del producto. SEGUNDO ENFRIAMIENTO El enfriamiento se ha de realizar con la mayor brusquedad posible para evitar que el yogur siga acidificándose en más de 0, 3 p. H. Se ha de alcanzar, como mucho en 1, 5 -2 hs, una temperatura de 15°C. ENVASADO Cierre hermético y control de esterilidad.

DESACIDIFICACION DE LA NATA Por lo general la nata que se obtiene es de buena calidad y su acidez varía entre 0. 08 y 0. 12%. Si la nata tiene una acidez superior al 20% pueden aparecer sabores anormales a pescado, oxidado, etc. La normalización de la acidez de la nata se realiza adicionando un álcali. Se utilizan neutralizantes sódicos o cálcicos. La excesiva desacidificación convierte la nata en un medio favorable para el desarrollo de bacterias proteolíticas.

PASTEURIZACIÓN Y REFRIGERACIÓN La nata se somete a una pasteurización más severa que la leche: como mínimo 74°C durante 16 segundos. Se deben cuidar las condiciones para evitar una desestabilización de la materia grasa y favorecer la aparición de una textura harinosa en la mantequilla. Tipos de enfriamiento: ØEnfriamiento rápido: favorece la formación de muchos cristales pequeños. ØEnfriamiento lento: se forman menos cristales de mayor tamaño.

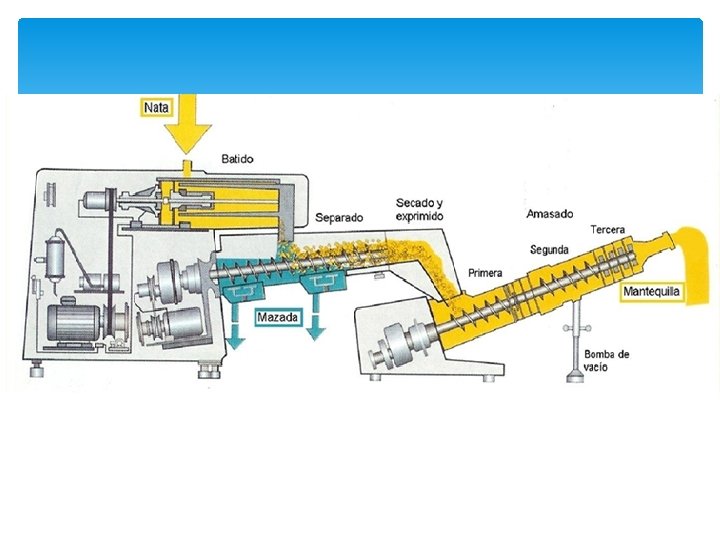
MADURACIÓN FISICA DE LA NATA La nata se refrigera rápidamente en un intercambiador tubular o de placas, para conseguir la solidificación parcial de los glóbulos grasos. BATIDO DE LA NATA La emulsión se invierte y el suero se separa. La manteca se amasan y se obtiene una masa homogénea. Temperatura de Batido: 40 -60 minutos. 7º-10º (verano); 10º-13º (invierno). Adición de colorante.

SALADO La sal contribuye a intensificar el sabor y prolonga el tiempo de conservación de la mantequilla. Sus propiedades antisépticas limitan el desarrollo microbiano y evitan la aparición de algunos defectos. AMASADO Tiene el fin de mezclar íntimamente los granos de mantequilla, dispersar finamente el agua y la sal en la fase continua, es decir, la materia grasa. Tiene también el efecto de favorecer la expulsión de la grasa líquida y cristalizada de Ios glóbulos grasos.

ENVASADO Se realiza en continuo en moldeadoras-empaquetadoras automáticas. La operación se realiza sin incorporación de aire al producto. ALMACENAMIENTO Es importante refrigerar rápidamente el producto en cuanto se termina de envasar. La mantequilla de consumo inmediato se mantiene a 4ºC durante 48 horas. Se debe mantener la cadena de frío.

FABRICACION EN CONTINUO A. Flotación o aglomeración: esta técnica es la misma que la discontinua, pero aplicada de forma acelerada. La nata que se utiliza tiene concentración entre 40 y 50% de materia grasa. B. Concentración: la nata se concentra y se invierten las fases por enfriamiento a la entrada del butirador y por el frotamiento mecánico de los tornillos o de los agitadores del interior del aparato. El proceso se completa con el batido y el amasado en continuo. C. Emulsión o combinación: este comprende tres operaciones: Desestabilización de la nata muy rica en grasa (85 - 99%). Estandarización de la composición. Refrigeración para solidificar la mantequilla.

TRATAMIENTO DE EFLUENTES q Efluentes líquidos con un alto nivel de carga orgánica; q. Dentro de la industria láctea, los principales contaminantes son los productores de derivados lácteos como el queso y la mantequilla; q. Presencia de aceites y grasas; q. Variaciones importantes de PH y de la temperatura; q. Niveles elevados de N y P (por la limpieza); q. Conductividad elevada (por el cloruro de Sodio de salado de los quesos); q. Fuentes de generación: Ø PROCESO: pérdidas de leche, suero y salmuera; Ø LIMPIEZA: equipos, tanques, tuberías y superficies; Ø REFRIGERACIÓN: condensado de vapor y aguas de refrigeración.

TRATAMIENTO DE EFLUENTES REDUCCION EN ORIGEN DE LA GENERACIÓN DE LOS EFLUENTES Reducir pérdidas de leche; Segregación de impurezas en la filtración; Evitar vertido del suero; Eliminar en seco la sal del queso después de salarlo; Control del consumo del agua; Optimización de la limpiez; Valorización del Suero: • • • Alimentación animal; Elaboración de bebidas; Fermentación; Concentración; Energía (biodigestión).

TRATAMIENTO DE EFLUENTES Evaporación al vacío: De entre las diferentes tecnologías disponibles destaca la evaporación al vacío, ya que esta técnica permite la recuperación y reutilización de una importante cantidad de las aguas de lavado. La evaporación al vacío resulta ser una solución muy eficiente con residuos líquidos que conllevan una mayor dificultad en la depuración y la disminución del volumen de residuo a eliminar.

TRATAMIENTO DE EFLUENTES : Biodigestión
- Slides: 63