Hazard Management in Pharma Industries Design Operation for

























- Slides: 30
Hazard Management in Pharma Industries Design & Operation for Safety Enhancement PRESENTATION BY P. ESHWAR REDDY, CEO RAMKY PHARMA CITY (INDIA) LIMITED 27, March 2009
HAZARD MANAGEMENT ISSUES • • • Unplanned growth of Pharma Clusters No proper zoning Insufficient land, buffer zone, infrastructure Inadequate knowledge of processes and operations Lack of safety awareness, risk analysis, emergency prepardness • In adequate knowledge on run away reactions, safe storage and handling of chemicals • Inadequate process details given to operations staff • Technology piracy
CONVENTIAL PROCESS Raw Material Product Process By-Product Energy Waste Recover & Recycle Treatment & Disposal
STEPS INVOLVED IN PROCESS SELECTION 1. Selection of solvents 2. Quality of raw materials 3. Equilibrium reactions, by-products 4. Sequential reactions, remove product as it forms 5. Mixing 6. Alternate process routes 7. Batch or continuous processing 8. Addition of reactants & addition sequence 9. Cooling & heating systems in reactors 10. Process controls (p. H, Temperature, Pressure etc. . )
POINTS FOR DISCUSSION FOR SAFETY IN OPERATIONS 1. LAYOUT 2. DESIGNS 3. ENGINEERING STANDARDS 4. OPERATING PROCEDURES 5. TRAINING 6. HOUSEKEEPING
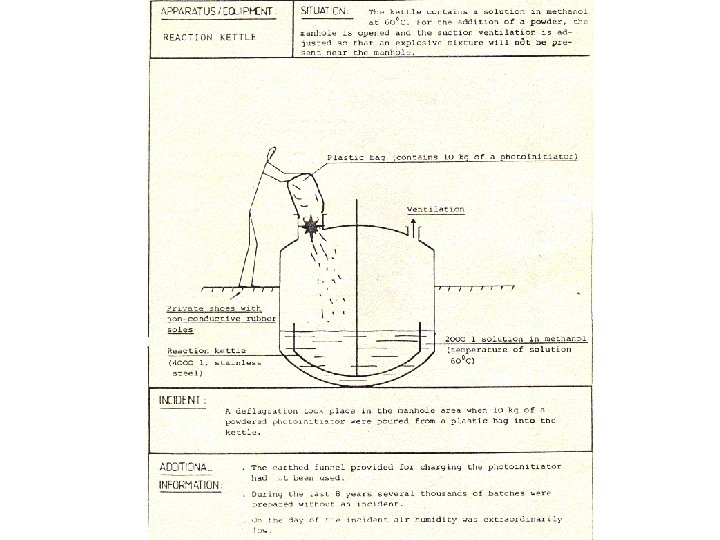
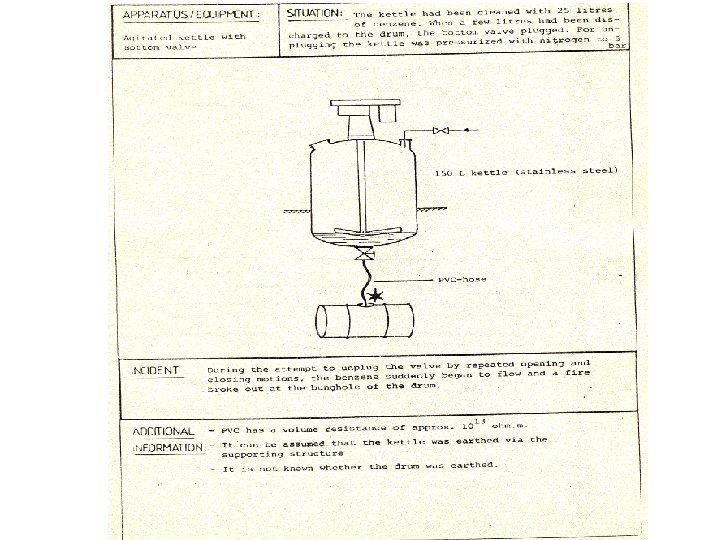
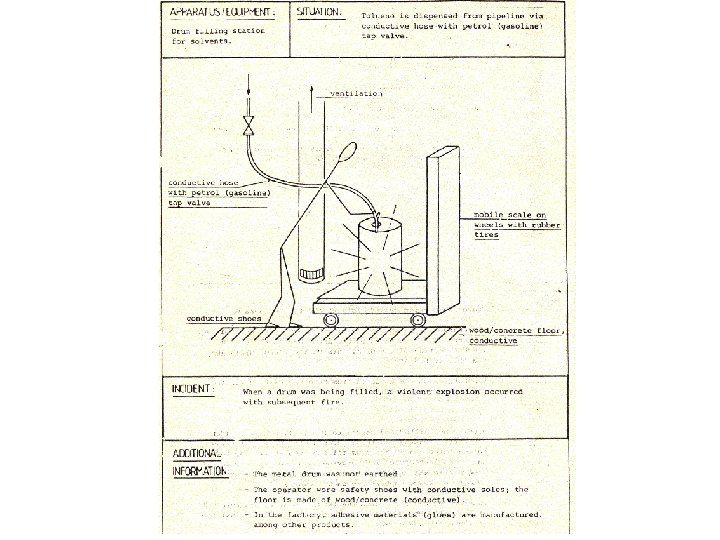
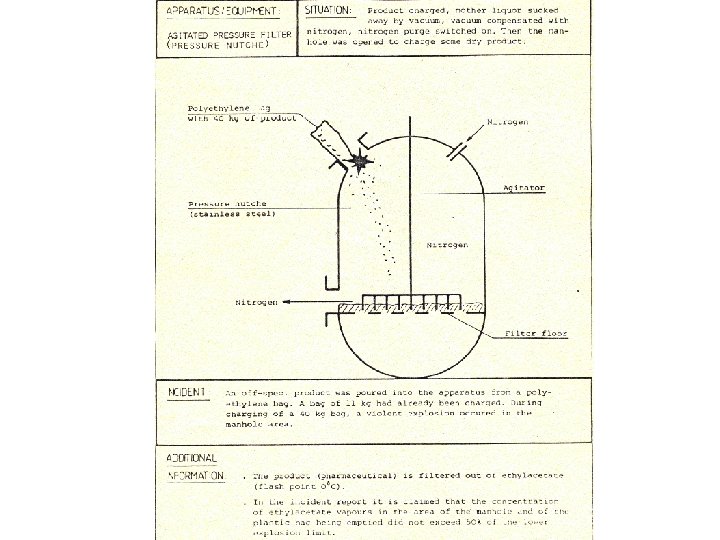
LAYOUT 1. TANK FARMS 2. EQUIPMENT LAYOUT 3. DISTANCE BETWEEN UTILITIES & PROCESS PLANT DESIGNS & STANDARDS 1. REACTIONS ABOVE FLASH POINT 2. STATIC ELECTRICITY 3. VACCUM SYSTEMS 4. PIPING & CROSS CONTAMINATION 5. UTILITIES COMPATIBILITY 6. BATCH DISTILLATIONS
WRONG OPERATION : ONE COMPONENT NOT ADDED UREA GOT REACTED WITH CHLORINE AND BYPRODUCT NITROGEN TRICHLORIDE FORMED (HIGHLY EXPLOSIVE)
BAD ENGINEERING AND WRONG OPERATION BOTH VENTS CLOSED BY OPERATOR
BAD ENGINEERING : WRONG PIPING Na 2 S + 2 HCl → 2 Na. Cl + H 2 S QUANTITY : 7 kg HCl H 2 S GENERATED : 2. 2 m 3 EMPTY SPACE IN FILTER : 100 Lt PRESSURE DEVELOPED : 22 kg/cm 2 Nitrogen
UTILITIES COMPATABILITY : WRONG COOLING MEDIA Eg: REACTION WITH ACIDCHLORIDES WATER INGRESS AND EXPLOSION
STANDARD OPERATING PROCEDURES 1. IDENTIFICATION OF MATERIALS 2. BATCH QUANTITIES 3. OPERATING PARAMETERS 4. SEQUENCE OF OPERATION 5. USAGE OF CATALYSTS 6. MSDS
HAZARD ANALYSIS This is applying quantitative methods to safety problems Three stages of hazard analysis 1. Estimating how often a incident can occur 2. Estimating the consequences to employees, public, plant and profits 3. Compare results of 1 &2 above with target or criterion ( Reduce probability of occurance, minimise risk, ignore the risk)
IN BRIEF THE STAGES ARE 1. HOW OFTEN ? 2. HOW BIG ? 3. SO WHAT ?
Example of target Hazard Rate CASE A: One person killed every year for 100 years CASE B: 100 people killed once in 100 years What should be priority: Prevention of Case A or Case B Arguments in favor of prevention of Case A: Case B will never happen if plant life is 10 years(odds are 10 to 1 against) It is certain one person will be killed every year- so why not prevent Arguments in favor of prevention of Case B: Press, public and government make more fuss Case B disrupts organisation and local community May cause production to be halted for long time, perhaps for ever
Estimating how often an incident will occur 1. Hazard rate- eg. rate of pressure increase 2. Protective systems in place 3. Demand rate (no. of times protective system to operate) 4. Failure rate of protective systems 5. Fractional dead time of protective system
Main sources of error in Hazard analysis 1. Failure to foresee all ways in which a Hazard can arise 2. Errors in the logic 3. Failure to see poor designs of protection systems 4. Design assumptions not followed 5. Wrong data
Hazard Identifying and Assessing Methods of identifying Hazards Obvious Methods of Assessing Hazards Obvious See what happens Experienced HAZARDS Check List Hazop Codes of Practice Hazard Analysis
HAZOP This is a Hazard and Operability study to identify hazards and problems which prevent efficient operation GUIDE WORDS None More of Less of Part of More than Others
HAZOP-Deviations Generated by each Guide Word GUIDE WORD DEVIATION NONE No Flow, Reverse Flow MORE OF Higher flow, Teperature, Pressure etc. LESS OF Lower flow, Temperature, Pressure etc. PART OF Change in ratio of components, component missing MORE THAN More components than design, extra phases, impurities, corrosion products. OTHERS Start up, Shut Down, failure of utilities, catalyst charge …
HAZOP TEAM New Designs Existing Plant Design Engineer Plant Manager Process Engineer Process Operator Commissioning Manager Plant Engineer Instrumentation Manager R&D Chemist Safety Manager Process Consultant Independent Team Leader
HAZOP STUDY Prerequisites • • • Detailed Process Description P & I Updated Diagrams MSDS Standard Operating Procedures Operator Log-Sheets Points - of - Watch • • Do not get carried away Hardware and Software Modifications without authorization Over confidence- no need for Hazard identification
SOME MORE EXAMPLES OF ACTUAL INCIDENTS
RECOMMENDED ACTION PLAN • Establish guide lines for establishing the Pharma cluster industries • Provide consultancy / training in designs, process evaluation, project planning etc. • Establish core centre for providing services in Hazards identification, evaluation and mitigation • Provide services , facilities and training in emergency prepardness and emergency plans • Provide training in plant operations, documentation, bulk chemicals storage and handling • Guide in conducting hazardous reactions such as halogenation, hydrogenation, nitration, ethoxylations and high pressure/temperature reactions
AND NOW THE FINAL WORD SAFETY LIES IN OUR MIND Safe actions follow if we build belief in q q q Right Methods Safe Practices Safe Processes.
Thank You