HAZARD AND OPERABILITY STUDY Brainstorming Multidisciplinary Team Approach

HAZARD AND OPERABILITY STUDY • • Brainstorming, Multidisciplinary Team Approach Structured Using Guide Words Problem Identifying Cost Effective

When to Use? Optimal from a cost viewpoint 1. when applied to new plants at the point where the design is nearly firm and documented or 2. to existing plants where a major redesign is planned. It can also be used for existing facilities.
 identification of hazards")
Results Types: The results are the team findings. Which include: (1) identification of hazards and operating problems, (2) recommended changes in design, procedure, etc. , to improve safety; and (3) recommendations for follow-on studies where no conclusion was possible due to lack of information. Nature: Qualitative.

Requirements Data: The Haz. Op requires detailed plant descriptions, such as drawings, procedures, and flow charts. A Haz. Op also requires considerable knowledge of the process, instrumentation, and operation, and this information is usually provided by team members who are experts in these areas. Staff: The Haz. Op team is ideally made up of 5 to 7 professionals, with support for recording and reporting. For a small plant, a team as small as two or three could be effective.

Time and Cost The time and cost of a Haz. Op are directly related to the size and complexity of the plant being analyzed. In general, the team must spend about three hours for each major hardware item. Where the system analyzed is similar to one investigated previously, the time is usually small. Additional time must be allowed for planning, team coordination, and documentation. This additional time can be as much as two three times the team effort as estimated above

HAZOP STUDY - TEAM COMPOSITION A Team Leader, an expert in the HAZOP Technique Technical Members, for example New Design Existing Plant Design or Project Engineer Plant Superintendent Process Engineer Process Supervisor (Foreman) Commissioning Manager Maintenance Engineer Instrument Design Engineer Instrument Engineer Chemist Technical Engineer

Principles of HAZOP Concept • Systems work well when operating under design conditions. • Problems arise when deviations from design conditions occur. Basis • a word model, a process flow sheet (PFD) or a piping and instrumentation diagram (P&ID) Method • use guide words to question every part of process to discover what deviations from the intention of design can occur and what are their causes and consequences may be.
 CONSEQUENCES (trivial, important, catastrophic)")
PRINCIPLES OF HAZOPS CAUSE DEVIATION (from standard condition or intention) CONSEQUENCES (trivial, important, catastrophic) -hazard -operating difficulties *COVERING EVERY PARAMETER RELEVANT TO THE SYSTEM UNDER REVIEW: i. e. Flow Rate. Flow Quantity, Pressure, Temperature, Viscosity, Components
 at which the process parameters are")
STUDY NODES The locations (on P&ID or procedures) at which the process parameters are investigated for deviations. These nodes are points where the process parameters (P, T, F etc. ) have an identified design intent. INTENTION The intention defines how the plant is expected to operate in the absence of deviations at the study nodes. DEVIATIONS These are departures from the intension which can be discovered by systematically applying the guide words. • Process conditions • activities • substances • time • place

GUIDE WORDS Guide Words Meaning No, None Negation of Intention More Of Quantitative Increase Less Of Quantitative Decrease As Well As (More Qualitative Increase Than) Qualitative Decrease Part Of Logical Opposite of Intention Reverse Complete Substitution Other Than

Deviations Generated by Each Guide Word Guide word REVERSE: reverse flow Deviations

B A B EXAMPLE C The flowsheet shows that raw material streams A and B are transferred by pump to a reactor, where they react to form product C. Assume that the flow rate of B should not exceed that of A. Otherwise, an explosion may occur. Let’s consider the flow of A in line 1: NONE MORE LESS AS WELL AS PART OF REVERSE OTHER THAN No flow of A Flow of A greater than design flow Flow of A less than design flow Transfer of some component additional to A Failure to transfer a component of A Flow of A in a direction opposite to design direction Transfer of some material other than A

Beginning End 1 Select a vessel 2 Explain the general intention of the vessel and its lines 3 Select a line 4 Explain the intention of the line 5 Apply the first guide words 6 Develop a meaningful deviation 7 Examine possible causes 8 Examine consequences 9 Detect hazards 10 Make suitable record 11 Repeat 6 -10 for all meaningful deviations derived from first guide words 12 Repeat 5 -11 for all the guide words 13 Mark line as having been examined 14 Repeat 3 -13 for each line 15 Select an auxiliary system (e. g. Heating system) 16 Explain the intention of the auxiliary system 17 Repeat 5 -12 for auxiliary system 18 Mark auxiliary as having been examined 19 Repeat 15 -18 for all auxiliaries 20 Explain intention of the vessel 21 Repeat 5 -12 22 Mark vessel as completed 23 Repeat 1 -22 for all vessels on flow sheet 24 Mark flow sheet as completed 25 Repeat 1 -24 for all flow sheets Figure 8. 9 Hazard and operability studies : detailed sequence of examination (Chemical Industry Safety and Health Council, 1977 Item 6)

HAZOP DISPLAY

EXAMPLE An alkene/alkane fraction containing small amounts of suspended water is continuously pumped from a bulk intermediate storage tank via a half-mile pipeline into a buffer/settling tank where the residual water is settled out prior to passing via a feed/product heat exchanger and preheater to the reaction, is run off manually from the settling tank at intervals. Residence time in the reaction section must be held within closely defined limits to ensure adequate conversion of the alkene and to avoid excessive formation of polymer.
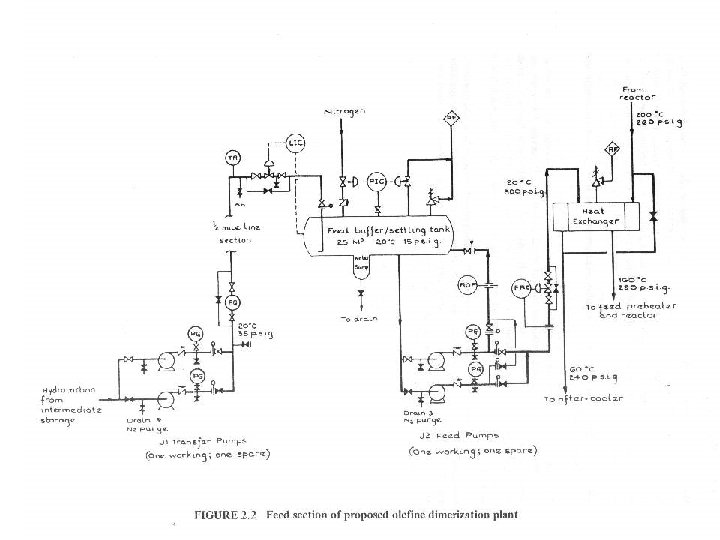

Results of hazard and operability study of proposed olefine dimerization unit: results for line section from intermediate storage to buffer/settling tank (1)

Results of hazard and operability study of proposed olefine dimerization unit: results for line section from intermediate storage to buffer/settling tank (2)

Results of hazard and operability atudy of proposed olefine dimerization unit: results for line section from intermediate storage to buffer/settling tank (3)

C HAZOP PREPLANNING ISSUES Preplanning issues addressed in a typical refinery unit HAZOP include the following: • Verification of as-built conditions shown on the P&IDs • Line segment boundaries set; markup of P&IDs • List of support documents compiled • P&IDs (base study document) • Process flow diagrams (PFDs) • Process description • Operating manuals/procedures • Processing materials information • Equipment and material specifications • Tentative schedules of time to be spent per P&IDs sheet • Recording technique (computer program or data sheet) determination • List of standard abbreviations and acronyms compiled • Criticality rankings devised • HAZOP training given to all team members (one day) • Arrange for system or process briefings for team before work begins.

HAZOP STUDY LOGISTICS Logistical development of this refinery unit HAZOP included the following: • • • Preplanning issues were addressed the prior week. The team include three core team members and four part-time members. The study included 16 moderately busy P&Ids. The study took three and one-half weeks. The team met 4 hours per day in morning review sessions and spent 2 hours per day on individual efforts for reviews, follow-ups, and field checks. Dedicated space was required for storing the large number of documents. The study resulted in 170 data sheets. The team recorder used a personal computer to record, sort, and retrieve data. The Stone & Webster proprietary program PCHAZOPa was used. The plant operator was the key contribution plant member of the team. Key operating procedures were reviewed relative to the P&Ids and safe engineering practices.
- Slides: 21