HABEEB HATTAB HABEEB Office BNBlock Level3 Room 088

HABEEB HATTAB HABEEB Office: BN-Block, Level-3, Room -088 Email: hbuni 61@yahoo. com Ext. No. : 7292 H/P No. : 0126610058

COLD WORKING
 of metals")
Cold Working Cold working is a plastic deformation (rolling, extrusion and drawing) of metals below their recrystallisation temperature. This deformation causes the metal to be shaped. Differences between hot and cold working: ( See notes of chapter 14, pg 1 & 2)

Advantages of cold working: 1. Produces smooth and bright surfaces of parts that have been previously hot worked. 2. No oxidation 3. Strength and hardness are increased. 4. Can be used for hardening metals that do not respond to heat treatment 5. Close tolerance can be obtained.

Disadvantages of cold working: 1. Heavy equipment is needed. 2. Overworking causes brittleness. 3. More energy is required.

Effect produced by cold working: 1. Stresses remain in the metal unless they are removed by heat treatment. 2. Grains are distorted or fragmented 3. No recovery of the grains or metal properties because cold working is performed below recrystallisation temperature 4. Productive process. 5. Close tolerances of the product. 6. Good surface finish.
 Principle: An")
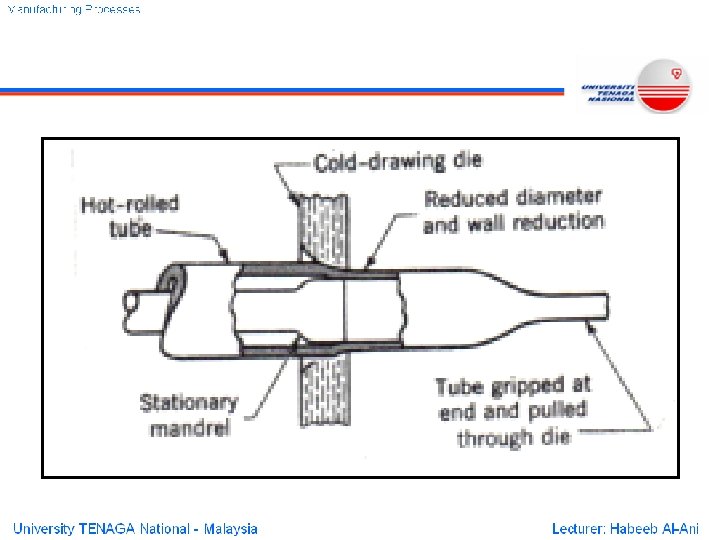
Process of Cold Working: 1. Tube finishing (Tube drawing or Tube reducing) Principle: An end of a tube that has been first hot rolled is withdrawn The die has a diameter smaller than the outside diameter of the tube. The internal diameter of the produced (reduced) tube is controlled by a mandrel. This operation is performed on a machine called “draw bench”. Disadvantage: So severe operation (requires high energy)

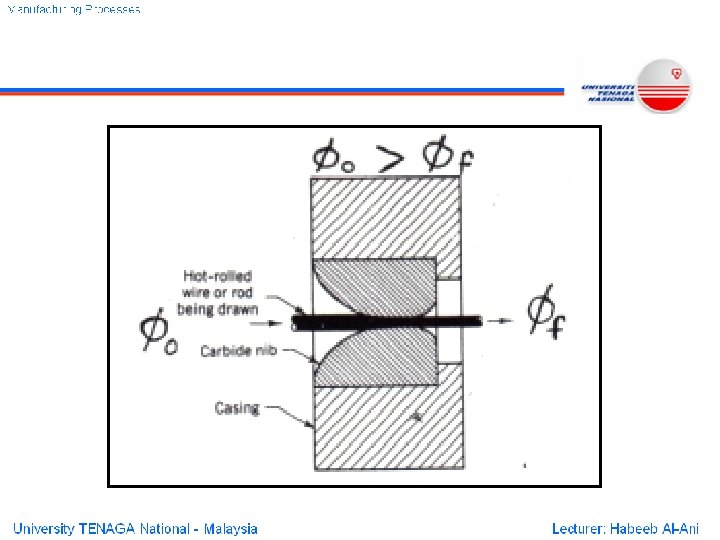
Process of Cold Working: 2. Wire Drawing Principle: This process is similar to tube drawing except that the mandrel (inside the tube) is eliminated because a wire (solid part) is drawn in this case. Any wire is produced by pulling hot rolled wire rod through several dies to decrease its size and increase its strength. An end of the hot rolled wire is pointed so that it can enter the die hole and then it is grasped. Wire drawing is accomplished by pulling this end.

Wire Drawing Cont. ---- Calculation: Wire drawing reduction and elongation. % Reduction = (Ao Ao Af) X 100
 X 100 Ao")
% Elongation = - (Lf Lo Remember: Qo = Qf Lo) X 100 Ao Vo = Af Vf Ao, Af, Lo, Lf – original and final areas and lengths Qo, Qf, Vo, Vf – original and final quantities and velocities.
 Metal spinning is a cold working operation of shaping")
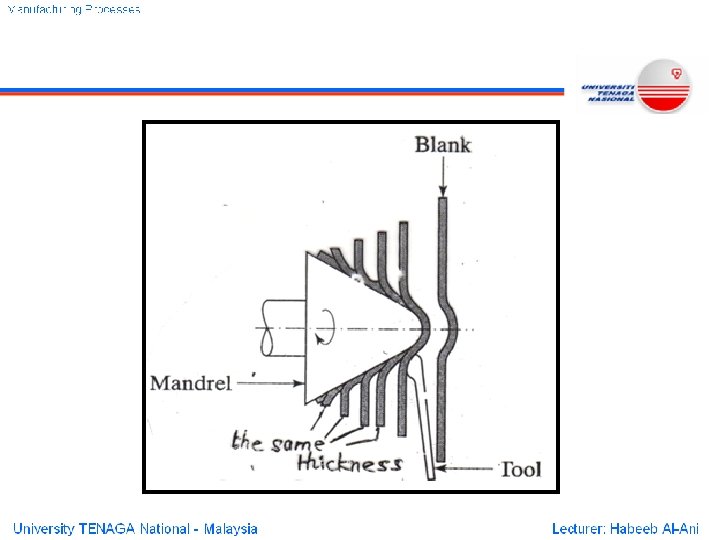
3. Metal spinning (Conventional Spinning) Metal spinning is a cold working operation of shaping thin metal by pressing it against a form (mandrel) while it (this form) is rotating. A rigid conventional hand-spinning tool deforms and shapes the metal over the mandrel. This process is accomplished on lathe machines and limited to symmetrical parts. Note: The wall thickness of the blank remains the same after spinning.
: 1. Tool cost")
Advantages and Disadvantages of metal spinning ( comparison with press working): 1. Tool cost is lower (adv. ) 2. Fast adaptation to new products (adv. ) 3. Labor cost are higher than for press work (disa. ) 4. Production rate is less (disa. ) Products: bells, light fixtures, kitchenware and kettles.
 spinning except that:")
4. Shear Spinning: Principle: The process is similar to metal (conventional) spinning except that: 1. It employs power driven rollers instead of hand tools 2. The wall thickness is reduced at the end of the operation. This process can be considered as a combination of rolling (spinning) and extrusion.
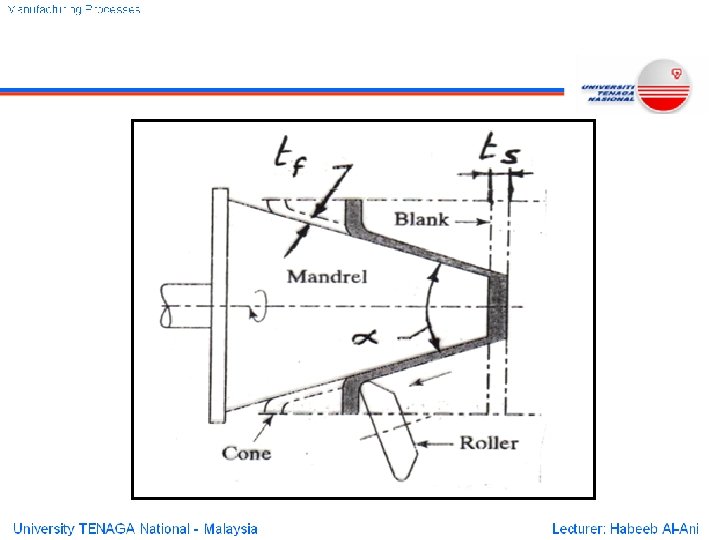
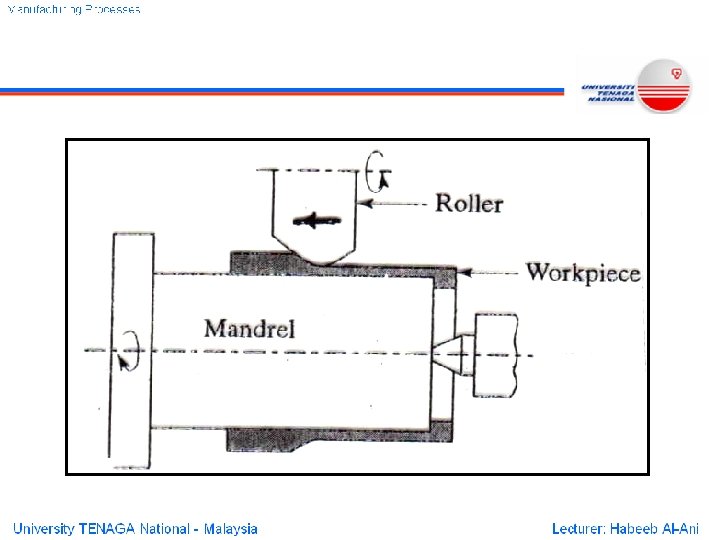

Shear Spinning: Cont---- Advantage: Strong parts, Material saving, Good finish. Calculation of final thickness: tf = ts ( sinα / 2) ff - Final thickness, in. fs - Starting thickness, in. α - Included angle of cone.

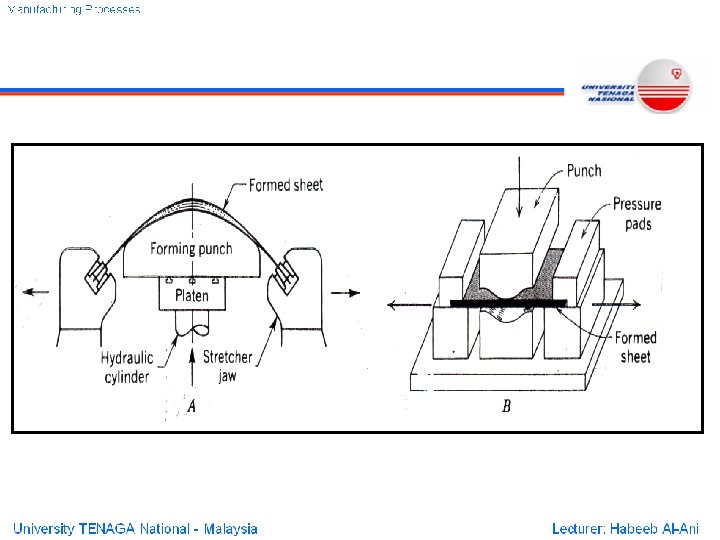
5. Stretch Spinning: In stretch forming the metal sheet is clamped along its edges and then stretch over a die, which moves upward or downward. The metal should be stretch by the die beyond its elastic limits to give a permanent set (deformation).

Stretch Spinning: Cont. ---- Calculation: The required pressure for stretch forming, P = 1. 25 Ys A Where Ys – Yield strength of metal, psi , A –area, in 2 A combination of stretch and draw forming can be employed. The sheet is first stretch and then pressed between two halves of a die. (Fig. b)

6. Swanging and cold forming: - Swaging is a special type of cold forging in which the metal is formed and shaped in the cavity of a die by means of successive hammer blows. - Sizing is a cold working used to finalise the dimensions of a part by slight compression. - Rotary swaging: A solid rod or wire is subjected to radial impacts by a set of reciprocating dies.
 Heading")
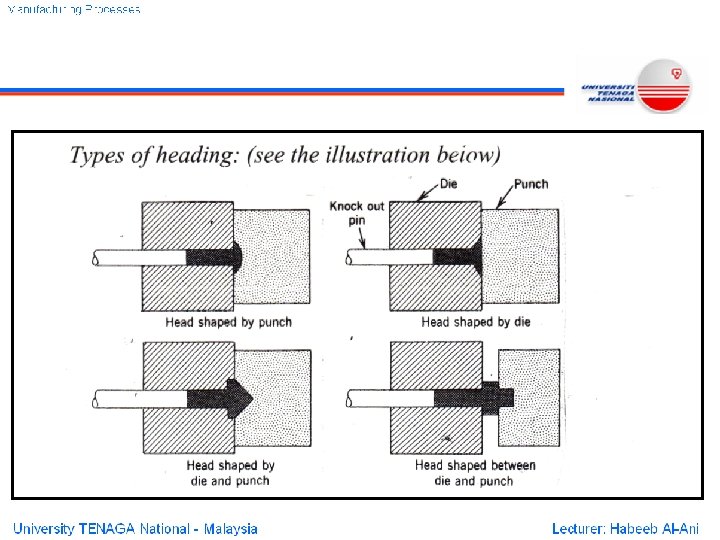
Swanging and cold forming: Cont. ---- - Cold forming ( Heading or Upsetting) Heading is an upsetting operation of the end of a rod in order to produce a larger cross section. Examples: nails, bolts, rivets and other fasteners.

7. Hobbing: Hobbing consist of pressing a hardened punch, having a a prticular tip geometry, into a block of metal. The cavity produced is then used as a die. 8. Coining: In coining, compression of a soft metal is performed in a completely Closed die cavity. As a result, shallow configurations are obtained. The die cavity is completely closed at the time of compression so the metal is not allowed to flow to outside. That is why the process requires high pressures. Products: coins.

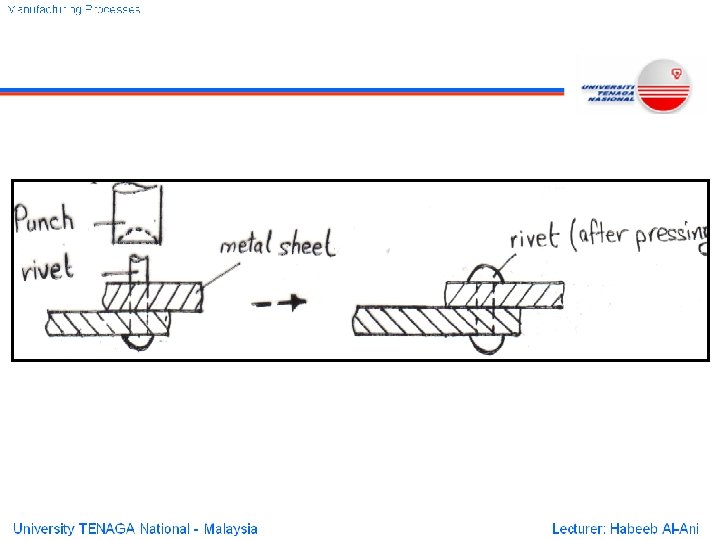
9. Embossing: It does not require high pressures because it is performed in open dies. Examples: name plates and identification tags (refer to fig. 15. 17) 10. Riveting: Riveting is heading of the end of a rivet placed in a hole made in the two parts to be fastened.

11. Roll forming: This is a high production process for fabrication flat metal strips (narrow sheets) into a desired uniform shape of their cross sections by passing them between several pairs of rolls.

12. Plate Bending: Metal plates and strips can be bent by passing them between three rollers (two of them are fixed and the third one is adjustable roller upward or downward.

13. Seaming: Seaming is the process of joining two edges of sheets by flattening them by compression. (Folding) Seaming produces watertight and airtight joints ( for containers)

THANK YOU
- Slides: 32