GIDA MAKINA VE EKIPMAN DERSI 2 HAFTA Bu

GIDA MAKINA VE EKIPMAN DERSI 2. HAFTA Bu derste, • Hammadde hazırlık makinaları • Tartma ve ölçme aletleri • Taşıma ve iletim düzenleri anlatılacaktır.

Hammaddenin işletme kapısından içeriye alınmasıyla uygulanmaya başlanan işlemler gıda endüstrisinde hazırlık işlemleri olarak kabul edilir.

Bir işletmenin tasarımından başlayarak kapasite, yer seçimi, bina yerleşimleri, makina ve ekipman seçimi, projelendirme, montaj ve işletmeye alma gibi aşamalar seçilirken ham ürünün fiziksel özellikleri mutlaka ön plana alınmış olmalıdır.

Üretim hatlarına konulacak makina ve ekipman seçimi yapılırken dikkate alınması gereken bazı noktalar • Ürün kayıplarını en aza indirecek önlemleri düşünmek • Ürün cinsine göre temizlik koşullarını sağlamak • Mikroorganizma faaliyetine ve yeni bulaşılara izin vermeyecek nitelik ve önlemleri düşünmek • Hammaddenin fiziksel ve yapısal diğer özelliklerinin yitirilmemesini sağlayacak önlemleri almak • Zamanlama üzerinde titizlikle durmak.

Hammadde hazırlık makinaları 1. Tartma ve ölçme aletleri, 2. Taşıma ve iletim düzenleri, 3. Temizleme ve ayıklama makinaları, 4. Yıkama makinaları, 5. Sınıflama makinaları, 6. Sap ayırma, kabuk soyma ve çekirdek çıkarma makinaları.

1 - Tartma ve Ölçme Aletleri Gıda endüstrisi işletmelerinde tüm makinalarin arızasız ve kesintisiz çalışmalarını sağlamak ve son ürünün kalitesinden güven duymak, gerek işletmeye giren ve çıkan gerekse işlem sırasında işlenen ürünlerde miktar, kalite, hız, akış, seviye, sıcaklik, basınç, konsantrasyon, ph ve düzeylerine ait ölçümlerin yapılmasında kullanılırlar.

1 -1 Kantite ölçen aletler • Ölçüm aletinin tipini veya ölçüm birimini hammadde veya yarı işlenmiş ürünün sıvı, yarı katı, katı oluşu etkiler. • Birim fiyatının doğru olarak saptanması • Son ürünün ağırlığının yasalar gereği doğru olarak etiket üzerine basılması • Ölçümler ağirlik veya hacim üzerinden yapılır. Hammaddenin sıvı fazda olması girişte yapılacak ölçümün l/sa, katı fazda olması halinde ise kg/sa cinsinden yapilmasi gerekir. Makinalarin kapasite saptamasi yapilirken bu noktalar göz önünde bulundurulur.

a- Ağırlık ölçenler • Kantar : Kefe ve kadran olarak iki bölümden oluşmaktadır. • Elektronik kantarlar : Dijital okuma yapılır. Oldukça güvenilirdir.
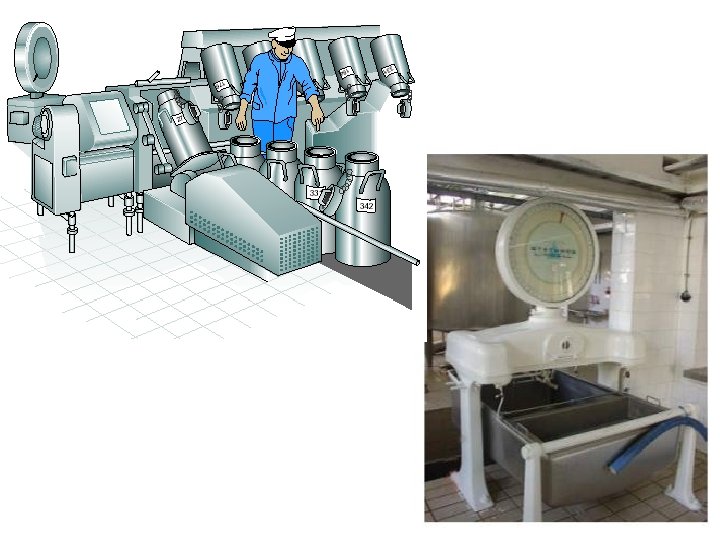


b- Hacim ölçenler • Sayaç : Sayaç, ölçümü hacimsel olarak yapar ve dijital olarak gösterir. Sayaç, sıvı ürünün çalkalanması sonucu sistemde oluşan havayı da ölçeceğinden, ölçeceğinden bu kusuru gidermek amacı ile sisteme, sayaçtan önce bir hava alma veya hava çıkarma ünitesi (deaeratör) konur. • Ölçüm tankı : Ölçüm tankı ayaklarının altına, ölçüm sonucunu gösteren ve kumanda panosuna elektriksel sinyal gönderen “yük hücresi” denilen duyarlı uyarıcılar yerleştirilmektedir.
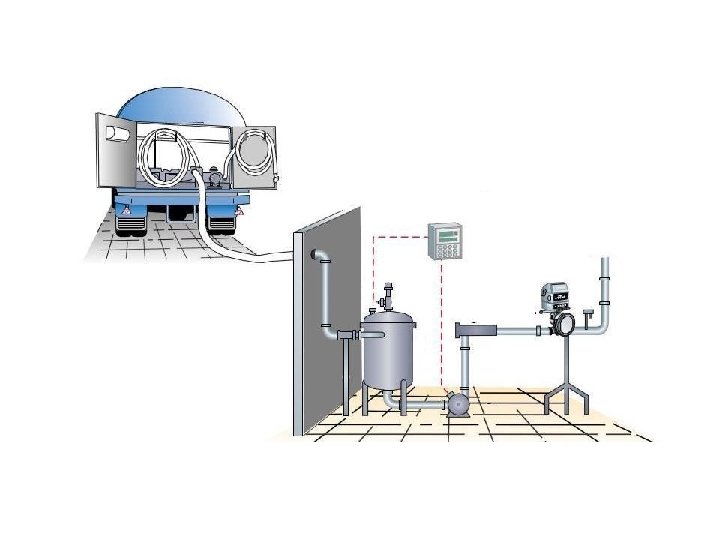
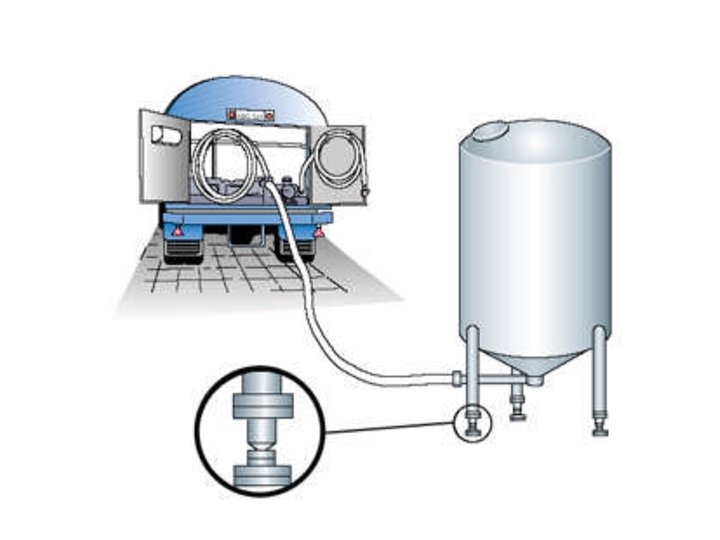

Tankların boşaltılması , • Tankın dibinde bir miktar ürün kalması ekonomik bir kayıptır. • Bu kaybı önlemek amacıyla tank boşaldıktan sonra bir süre daha pompalama işlemine devam edildiğinde, sisteme hava girecek ve bu hava ürün kalitesinde ve sistemde sorunlara neden olacaktır. • Bu sakıncayı önlemek üzere tankın en alt noktası olan boşaltma boğazına bir “alt seviye kontrol elektrotu” elektrotu takılır. • Tank tamamen boşaldığında, elektrotun kontrol panosuna ilettiği sinyal, pompalama işlemini tam zamanında durdurur.
 • Pitot tüpü • Venturimetre •")
Sıvıların akış hızının ölçülmesi, • Akışmetre (Türbinli akışmetre) • Pitot tüpü • Venturimetre • Orifismetre • Rotametre • Yüzgeçler • Hareketli perde • Boya yöntemi • Tuz hızı gibi çeşitli yöntemler kullanılarak yapılır.

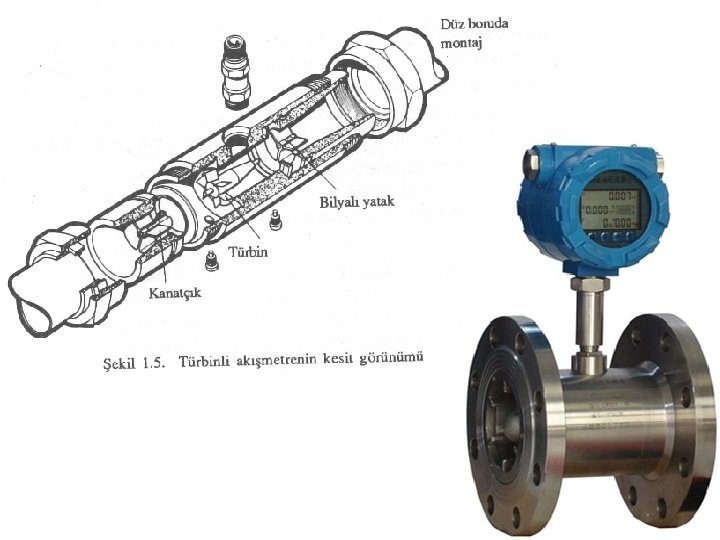
Türbinli akışmetre, • Borulu iletim hattına, hattın bir parçası gibi takılmaktadır. • Görünümü bir boru gibi olan türbinli akışmetrenin gövdesi içine, iki ucundan çok duyarlı (sürtünmesize yakın) yataklandırılmış bir türbin mili (şaftı) yerleştirilmiştir. • Türbin üzerindeki radyal kanatçıklar, boru içerisinden akmakta olan sıvı ürünün hacmi ile orantılı bir hızla ve sıvının itme kuvveti ile serbestçe dönerler. • Türbinin dönüşü elektronik olarak ölçülür. Kontrol panosundaki “sinyal toplayıcı” toplayıcı yardımıyla alınan sinyaller sayısal değerlere dönüştürülür.

• https: //www. youtube. com/watch? v=ywcce 2 Ho. TCc Orifis, Venturi • https: //www. youtube. com/watch? v=Dq 2 a. Lc 3 k. QMc Elektromanyetik Akış Ölçüm Prensibi

1. 2 Kalite Ölçen Aletler • Üretici işletmeler “kalite kontrolu” kontrolu konusuna çok ciddi olarak eğilmekte, tüketicilere “kalite güvencesi” vermekte, bunu kalite güvencesi kuruluşlarından belgelettirmekte ve bu belgeyi bir övünç nedeni olarak tüketicilerine açıklamaktadırlar. • Kalite, “üstün olma derecesi” derecesi ile belirlenir. Bir başka deyişle kalite, ürünün “kabul edilebilirlik özelliklerinin toplamıdır. toplamı

Kalite saptaması yaparken, • Görünüş faktörleri • Tekstür faktörleri • Tat-koku faktörleri Göz önünde bulundurulmaktadır.

a- Görünüş Faktörleri • Bu faktörler arasında görme duyusu ile karar verilebilen büyüklük, şekil, bütünlük, bulanıklık, parlaklık, şeffaflık, renk ve kıvam faktörleri ile çürük, bere, benek, leke ve tortu gibi çeşitli kusur ve bozulma faktörleri sayılabilir.

a 1 - Büyüklük ve Şekil Ölçerler • Büyüklük ve şekil faktörleri kolaylıkla ölçülebilmelerine karşın önemli faktörlerdir. • Bazi durumlarda görünüş faktöründen önemlidir. Ör. Konserveye girecek hıyarın eğrilik derecesinin saptanmasi gerekir. Konu elle yapilan islemlerin yerini makinalar aldiginda daha cok onem kazanir.

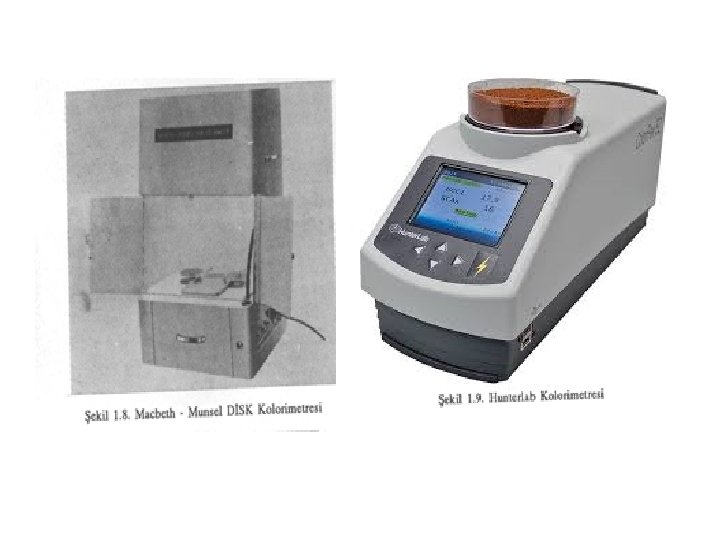
a 2 - Renk ve Parlaklık Ölçerler • Gıdalarda renk, yalnızca kaliteli olmalarının değil aynı zamanda olgunluk ve çürüme derecesinin de bir göstergesidir. Ürünün “ışık geçirgenliği” (şeffaflık) özelliğine göre renk miktarını ölçebilen “kolorimetre” ve “spektrofotometre”ler kullanılır. Ölçüm sonucu çok duyarlıdır. Renkli üründen yansıyan ışık “renk değeri”, “renk tonu” ve “renk berraklığı” olarak tanımlanan üç bileşene ayrılmaktadır. Renk değeri, rengin aydınlık ve karanlık olma özelliğini, renk tonu rengin kırmızı, yeşil veya sarı olma durumunu gösteren dalga boyunu, renk berraklığı da rengin şiddetini belirler.

a 3 - Kıvam Ölçerler • Kıvam, yarı sıvı ürünlerin akış direnci ile ölçülebilir. Yarı sıvı ürünün çapı belli değerdeki bir delikten geçmesi için geçen süre saptanır. Ürünün kıvamı arttıkça süre uzar.

b-Tekstür Faktörleri • Gıdaların tekstür faktörlerinin ölçülebilmesi için ürüne kuvvet uygulanır. Bastırma, ezme, sıkıştırma, kesme, yırtma ve çekerek ayırma (koparma) gibi kuvvet uygulamaları sırasında ürünün tekstüründe değişmeler olur. Ürünün bu değişmelere karşı gösterdiği dirençler ölçülebilir.

Tekstür analiz sistemleri Gıda analizlerinde rutin olarak kullanılır. Örneğin, • Et, meyve ve sebze ürünlerinde kesme kuvveti ölçümü; • Yoğurt, yumuşak jeller ve soslar gibi viskoz ürünlerde akış özelliklerinin ölçümü; • Peynir, margarin ve tereyağında kıvam, sertlik ve sürülebilirlik özelliklerinin ölçümü; • Makarna ve şehriyede uzama ve kırılma kuvvetinin ölçümü • Bisküvi ve şekerlemelerde kırılma özelliklerinin ölçümü • Cips gibi gevrek ürünlerde sertlik, kırılganlık ve dayanıklılık özelliklerinin ölçümü

https: //www. youtube. com/watch? v=BE 67 Ku. H-y. Qg

c- Tat-koku faktörleri • Tatlılık • Ekşilik • Tuzluluk Gibi faktörlerdir. Bu özelliklerin kantitatif olarak ölçümü oldukça zor olup, kişiden kişiye değişebilir. Tat, koku analizlerini yapan kişilere degüstatör denilmektedir.

GIDA MAKINA VE EKIPMAN DERSI 3. HAFTA Taşıma ve İletim Düzenleri • Gida endustrisinde ham, yari islenmis ve islenmis urunler kati, sivi ve yari kati ozelliklere sahiptir. Islemlerin tasima ve iletim duzenleri bu ozelliklere gore kurulur. • Gida endustisinde tasima ve iletim amaciyla kullanilan goturucu sistemler 3 ana grupta toplanir; • Mekanik götürücüler • Pnömatik götürücüler • Hidrolik götürücüler

1 - Mekanik Götürücüler • Çeşitli gıdaların ham, yarı işlenmiş ve son ürün olarak taşınma ve iletilmeleri için kullanılan hareketli mekanik parçalardan oluşan düzenlerdir. • Götürücü, Götürücü iki nokta arasındaki sonsuz hareketli bir sistemdir

Her iki nokta arası amaca göre düz-dikey, düz-yatay veya düz-eğimli bir hat olacağı gibi helezon şeklinde de olabilir. n

Yaygın olarak kullanılan götürücüler • Bantlı Götürücüler • Helezonlu Götürücüler

A- Bantlı Götürücüler • Bantlı götürücünün birbirinden ayrı belirli uzaklıktaki iki uç noktasına sonsuz dönü hareketi yapan birer tambur, kasnak veya makara yerleştirilmiştir. Sonsuz dönü hareketi bir bant ile düz harekete dönüştürülür.

A- Bantlı götürücüler • İlke olarak bantlı götürücü, bir ucundaki kasnaktan tahrik edilir. Tahrik kaynağı genellikle bir elektrik motorudur • Tahrik edilen kasnağın devir sayısı, sayısı istenildiği gibi değiştirilebilir. • Yük taşıyan avara merdaneler en az sürtünmeli dönüş yapacak şekilde yataklanmıştır. • Bantın diğer ucundaki kasnak ayarlanabilir. Bunun için “gergi” vidası kullanılır. • Düz ve lastik kayışlar, keten dokuma veya lastikle kaplanmış keten dokuma kayışlar, metal elemanların oluşturduğu mafsallı, mafsallı paslanmaz çelikten veya plastikten yapılmış hasır-örgü veya zincirler kullanılır.
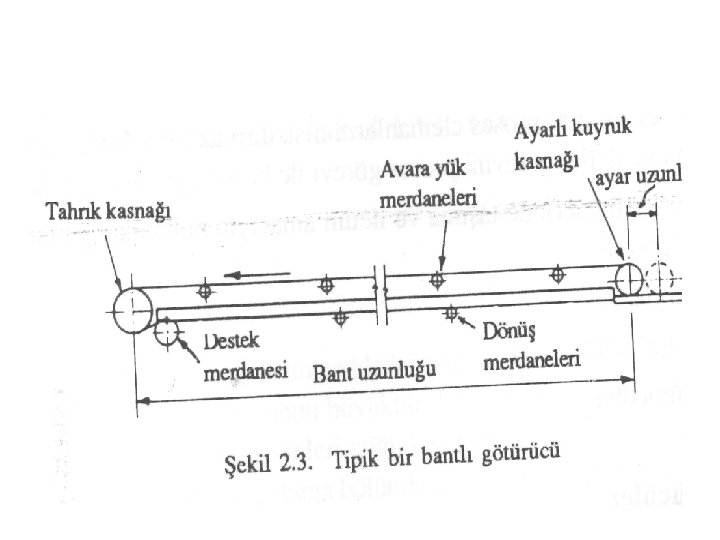


• Bant kenarından dökülebilir nitelikteki ürünlerde ürün kaybını önlemek için taşıyıcı ana merdanenin iki yanına eğimli olarak konumlandırılmış iki merdane daha eklenmiştir. • Taşınan ürünün hafif, dökülüp saçılmayan veya ambalajlı nitelikte olması halinde de ana bantın iki yanına dikey koruyucu klavuzlar konulmuştur.

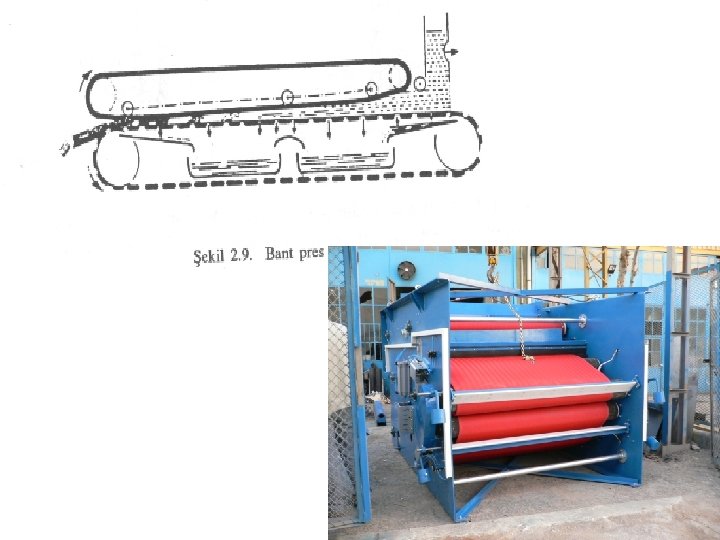
a 1 - Bant presler • Bazı meyve suyu üretimi yapan işletmelerde ön pres olarak kullanılmaktadır. • Genellikle yatay olarak hareket eden iki banttan altta olanı deliklidir • Başlangıçta iki bant arasındaki aralık giderek bantın öteki ucuna doğru daralmakta ve böylece mayşe, aşamalı olarak artan bir basınç altında kalmaktadır.

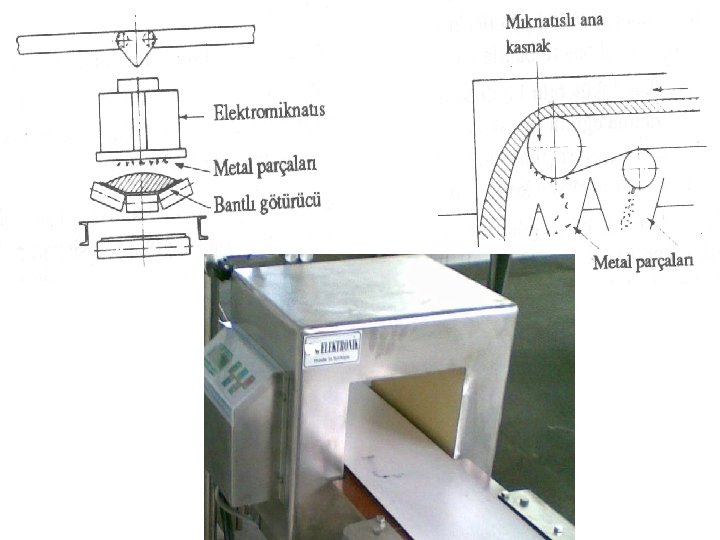
a 2 - Mıknatıslı düzenler • Üretim hattında boyut küçülten örneğin değirmen gibi makinaların bulunması halinde, makinanın arızalanmaması için götürücü banta bir elektromıknatıs düzeni eklenebilir. • Hammaddeye karışmış metal parçaları varsa bunlar ya bantın üzerine monte edilmiş mıknatıslı düzen tarafından veya bantın elektromıknatıslı merdanesi yardımıyla tutulur.

a 3 - Elevatörler • Şeker pancarının iletiminde kullanılan götürücülerde dikey paletli veya zincir bant üzerine yerleştirilmiş kovalar yada banta dikey sabit kanatlar taşıma görevini yaparlar. • Genellikle dikey olanlara elevatör adı verilen bu götürücüler, besleme yaptıkları yapıya bitişik olarak kurulurlar. Kovalar en üst noktaya ulaştıklarında kendiliklerinden boşalırlar.

Kovalı ve bantlı elevatör

• Çoğunlukla et işleyen gıda endüstrisi tesislerinin kesimhanelerinde kullanılan bir diğer mekanik sistem, üzerinde çengel veya çeşitli bağlama elemanları bulunan zincir bantlı götürücülerdir.

B- Helezonlu Götürücüler • Gıda endüstrisi işletmelerinde dikey, yatay veya belli bir eğimle taşınmak ve iletilmek istenen hammadde veya son ürünleri, sonsuz hareketli bir vida (Arşimet Vidası) yardımıyla götüren mekanik düzenlerdir.
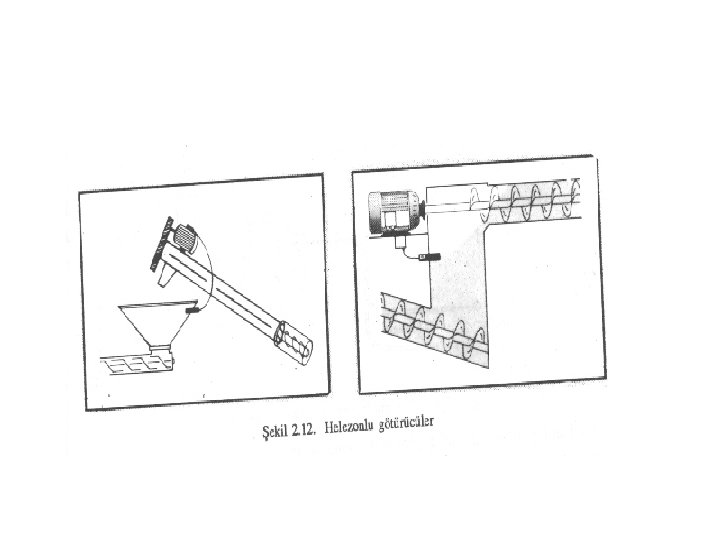

Helezonlu götürücülerin kullanımı • Tahıl işleyen un ve makarna fabrikaları ile değirmenlerde • Tereyağı ve margarin ambalaj makinalarında yarı katı durumda olan yağın makinanın haznesinden paketleme ağzına doğru iletilmesinde • Et ve et ürünleri işleyen fabrikalardaki makinalarda • Yağlı tohumlardan yemeklik yağ üretiminde ekstraksiyon yöntemiyle tohumların yağını çıkaran makinalarda • Meyve suyu üretimi kullanılmaktadır. yapan işletmelerdeki vidalı preslerde

https: //www. youtube. com/watch? v=Nl. UZ 7 https: //www. youtube. com/watch? v=Mm. AP x. GOl. Os a 7 Mm. GFM https: //www. youtube. com/watch? v=gj. F 97 https: //www. youtube. com/watch? v=n. Zrxv Wh 9 Vuo e. Ism 3 Y https: //www. youtube. com/watch? v=Ux 0 HI https: //www. youtube. com/watch? v=Pl. H 7 a x. YZw 3 k BJ 83 Hk https: //www. youtube. com/watch? v=HM 6 O https: //www. youtube. com/watch? v=t. S 6 Vo x 8 Pv. Y QCTjtj. U https: //www. youtube. com/watch? v=t. S 6 Vof https: //www. youtube. com/watch? v=hx 8 Pv. Y 7 IVMp. D 6 PA
 veya")
3 - Pnömatik Götürücüler Gıdaların belirli bir noktaya itici bir hava akımı (vantilasyon) veya bir hava emişi (aspirasyon) sağlanarak iletilmesinde kullanılan götürücülerdir.

Tipik bir pnömatik götürücü

• Pnömatik götürücü sistemlerde genellikle havanın itilmesini sağlamak için vantilatörler ve üfleyiciler, üfleyiciler emilmesini sağlamak için de aspiratör veya vakum pompaları kullanılır.

Vantilatörlerin büyük tipleri santrifüj pompalara benzer. Çalışma ilkeleri aynıdır. Pervane, hafif metalden yapılmış ve saçtan bir gövde içerisine yerleştirilmiştir.

https: //www. youtube. com/watch? v=ls. Gzvq Tuaf. Q https: //www. youtube. com/watch? v=g 7 Dd. L LPkn. Do https: //www. youtube. com/watch? v=Ezds. V GHCLNI

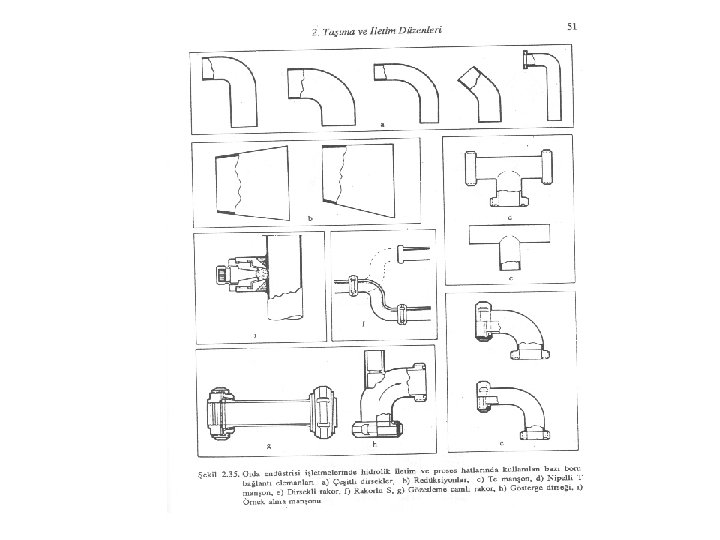
3 - Hidrolik Götürücüler • Hidrolik götürücüler, işletmelerin besleme, işlem ve ambalajlama hatlarındaki sıvı ve yarı sıvı ürünlerin iletiminde kullanılan düzenlerdir. • Başta pompalar olmak üzere çeşitli hortum ve borular, vanalar çeşitli fiting (boru elemanları) ve filtreler sistemin başlıca elemanlarıdır. Güç kaynağı genellikle pompaya doğrudan bağlanmış bir elektrik motorudur.

3. 1 Pompalar • Dışardan aldığı enerjiyi kinetik enerjiye dönüştürerek ve sıvının enerjisini arttırarak hareketini ve iş görmesini sağlayan hidrolik düzenin en önemli elemanıdır. • Pompalar çalışma ilkelerine ve yapılarına göre çok çeşitlidirler. 1. Volumetrik pompalar · Karşıt hareketli · Döner hareketli 2. Santrifüj pompalar · Aksiyal emişli · Radyal emişli

3. 1. 1 Volumetrik Pompalar • Volumetrik pompaların çalışması, belirli hacimdeki sıvının pompa içerisinde sıkıştırılması ve basıncının yükseltilmesi ilkesine dayanır. • Sabit bir gövde ile bunun içinde ileri geri hareket eden veya dönen bir eleman pompanın, sıvıya basınç kazandıran önemli iki ana parçasıdır. • Gıda endüstrisi işletmelerinde kullanılan volumetrik pompalar karşıt hareketli ve döner hareketli pompalar olarak ikiye ayrılır. • https: //www. youtube. com/watch? v=r. Psf 1 KNdk. X 0

3. 1. 2 Karşıt Hareketli Pompalar • Tek ve çift etkili pompalar olarak iki tiptir. Sıvı, pistonun birbirini izleyen her strok’undan birinde basılıyorsa tek etkili, strok her strok’ta basılıyorsa çift etkili pompa olarak tanımlanır. • Tek etkili pompanın sıvı iletimi kesikli olduğundan, bunu önlemek için sıvı önce bir hava basmalı tanka sevk edilir. Tankın değişmeyen basıncı ile sıvının kesiksiz iletimi sağlanır.

3. 1. 3 Döner Hareketli Pompalar • Gıda endüstrisinde sıvı ürünlerin daha düzenli olarak iletilmesinin gerektiği yerlerde ve viskozitesi yüksek olan örneğin krema ve teleme gibi yarı sıvı ürünlerin iletilmesinde kullanılır. • En yaygın olarak kullanılan döner hareketli pompalara örnek döner dişli pompalardır. • Karşıt hareketli pompadaki pistonun ileri geri hareketi, hareketi bu pompalarda çok duyarlı imal edilmiş döner hareketli iki dişli hareketine dönüştürülmüştür. • Dişliler birbirlerine ve pompa gövdesine çok az bir sürtünme oluşturacak kadar temas ederler ve ilettikleri sıvı ile yağlanırlar • Sıvının basınç kazanması ve iletimi, iletimi dişler arasında oluşan sıkışma ve genleşme ile sağlanır.
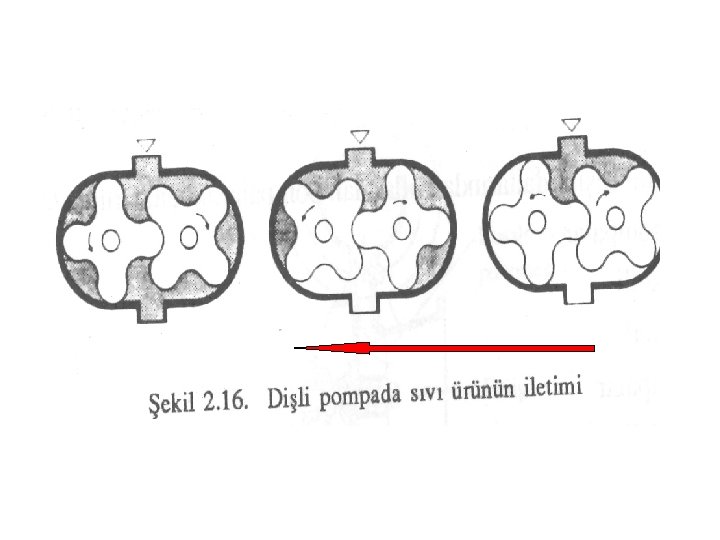

Çeşitli döner dişli volumetrik pompalar

Ürünün fiziksel özelliği bozulmasın isteniyorsa, dişgövde arası boşluğun fazla olduğu tek vidalı döner pompa tercih edilir

• Dolum makinalarında sıklıkla kullanılır. • Yüksek basınç gerektiren durumlarda • Ayran gibi yapının bozulmasının istenmediği durumlarda kullanılırlar

3. 1. 4 Santrifüj Pompalar • Santrifüj pompalar, volumetrik pompalar gibi yüksek basınç sağlamamalarına karşın yüksek debiye gerek duyulan işlere çok uygundurlar. • Bir santrifüj pompa basit olarak pompa gövdesi ve bu gövde içinde dönen bir çark’tan oluşur. Genellikle fan olarak tanımlanan bu çarka hareket veren elektrik motoru, pompaya doğrudan bağlanmıştır.

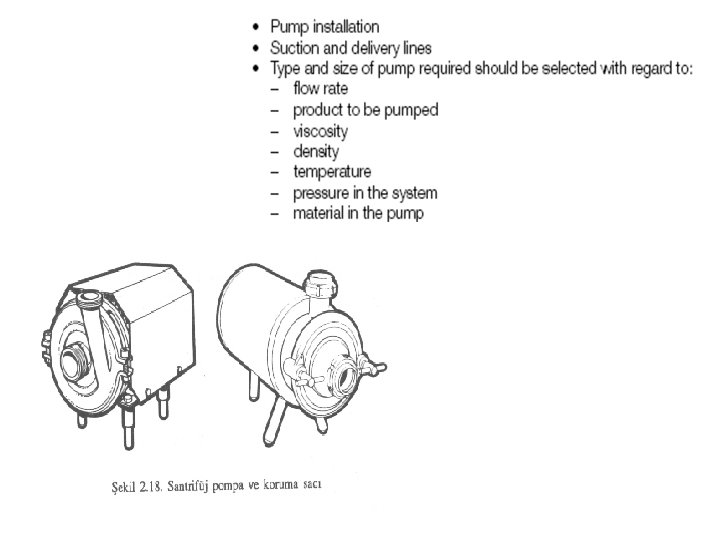
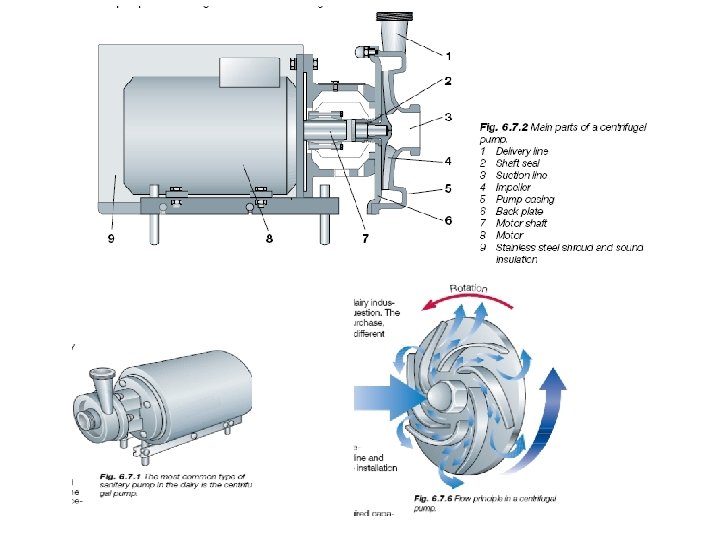

Santrifüj pompa çeşitleri • Santrifüj pompalar sıvı ürünün pompadaki akış yönüne göre • Sıvının giriş ve çıkışı aynı yönde ve fan miline paralel ise aksiyal emişli santrifüj pompa • Giriş ile çıkış arasında 90º’lik bir yön değişimi oluyorsa radyal emişli santrifüj pompa olarak adlandırılmaktadır.

https: //www. youtube. com/watch? v=wsm 5 https: //www. youtube. com/watch? v=Qy 1 i. V zzs. BI 4 s 6 Ez. NHg https: //www. youtube. com/watch? v=Rl. Wrn 9 A 7 gjw https: //www. youtube. com/watch? v=Ba. EH Vp. Kc-1 Q https: //www. youtube. com/watch? v=1 hu. JZ 1 XCh. YE

Emiş hattı: Pompa tanka yada transfer edeceği sıvıya mümkün olduğunca yakın monte edilmelidir. Emiş hattında vana fitting ve dirsek sayısı az olmalıdır Emme boğazının çapı mümkün olduğunca büyük olmalıdır Basma hattı: Basınç ayar valfi Çek valf Monte edilmelidir.
 • Sıvıların kapalı borulu sistemler iletilmesi sırasında karşılan sorunlardan birisidir. •")
Kavitasyon (oyuk açma) • Sıvıların kapalı borulu sistemler iletilmesi sırasında karşılan sorunlardan birisidir. • Sıvıların kaynama noktaları, basınçla ilişkili olarak değişir. Basıncın düşmesi buharlaşma noktasını düşürür. Sıvının basıncı, pompa emiş ağzına giriş sırasında çok düşük olursa o noktada bir buharlaşma oluşur. Sıvının buharlaşarak oluşturduğu çukurluğa kavitasyon denir. • https: //www. youtube. com/watch? v=U-u. UYCFDTrc

• Basıncı çok düşük olan sıvının pompanın emiş ağzında oluşan buhar kabarcıkları, sıvı ile birlikte emilerek sürüklenirler. • Pompa sıvının basıncını yükselttiğinde bu buhar kabarcıkları çok ani olarak yoğuşurlar. • Yoğuşmanın olduğu yerde 100. 000 atm değere varan yüksek bir basınç oluşur. • Oyuk açma pompa içinden gelen vuruntu ile anlaşılır. • Kavitasyon pompa fanında ve pompa malzemesinde aşınmalar oluşur ve pompa verimi düşer.

Kavitasyonu önlemek için • Pompanın emme boğazındaki basınç yükseltilebilir. Bu amaçla emme borusu çapı büyültülebilir ve boyu kısaltılabilir. • Gereksiz dirsek ve vanalar kaldırılarak yük kayıpları azaltılabilir. • Sıvının düzeyi pompa emiş ağzı düzeyinden yüksek tutulabilir. • Akışkanın sıcaklığı işlemin izin verdiği ölçüde düşük tutulabilir.

Akışın kontrolünde karşılan sorunların çözümü için • İletilmek istenen sıvı üründe hava veya başka bir gaz bulunmamalı veya oluşmamalıdır. mama • Kavitasyonu önlemek için pompa emişinin her noktasındaki sıvı ürünün basıncı, basıncı ürünün buharlaşma basıncından yüksek olmalıdır. • Isıl işlem görmüş ürünün sıcaklığını istenilen değere düşürmek için ürünün yönünü değiştiren bir “by-pass valfı” valfı devreye konulmalıdır. • İletim hattında düzenli bir akış sağlamak için pompanın emiş hattındaki basıncı sabit olmalıdır.

Şamandıralı tank • Şamandıralı tank, sıvı ürünün düzeyini pompa emiş düzeyinden yukarıda sabit bir düzeyde tutulmasını, • tanka giriş ve çıkış üstten değil aşağıdan olduğundan ürünün sıçramamasını veya köpürerek içine hava karışmamasını, • üründe hava olsa bile tanka girişten sonra havanın ürün yüzeyine çıkarak üründen uzaklaşmasını sağlamaktadır.

Şekil 11. Şamandralı tank

Boru, Vana ve Fitingler Hidrolik götürücü sistemi oluşturan diğer elemanlardir.

Boru ve Hortumlar • Boru ve hortum arasında belirgin bir ayırım yoktur. • Borular daha büyük çaplı, çaplı daha kalın çeperli ve genelde 6 -12 m uzunluktadırlar. • Hortumlar ise daha ince çeperli, çeperli gerektiğinde yüzlerce metre uzunlukta ve bir sargı oluşturacak şekilde sarılabilir niteliktedirler. • Metal borulara diş açılabilir, açılabilir hortumlarda ise açılamaz. Borular birbirlerine flanşlı, rakorlu ve kaynaklı birleşim yapabilirler. • Hortumlarda ise kelepçe kullanılır veya yakılıp yapıştırılabilirler. • Boru ve hortumlar, çap ve et kalınlıkları ile belirlenirler.

Boruların ve diğer elemanların birbirlerine bağlanması • Bir iletim hattındaki boru ve boru ekleme parçalarının birbirlerine sürekli olarak bağlı kalmaları istenirse, bu taktirde kaynak kullanılır. • Kaynakların iç yüzeylerinin bakteri faaliyetine izin vermeyecek şekilde çapaksız olması zorunludur Bu tip iletim veya üretim hatları CIP (clean-inplace) olarak tanımlanan kapalı, otomatik temizleme düzenleri ile temizlenir. • İletim veya işlem hatlarındaki boru ve diğer ekleme parçalarının temizlik, bakım-onarım ve makina yerlerinin değiştirilmesi gibi nedenlerle sökülmesi ve birbirinden ayrılmasının istendiği yerlerde kaynak kullanılmaz. Bu taktirde boru ve diğer fiting’ler birbirlerine rakorlarla bağlanırlar.

• Boru çapı seçimi; seçimi akış şekli uygulanan hız, basınç yatırım maaliyeti, bakım-onarım vb etmenlere bağlıdır. Boru ve diğer elemanların birbirine bağlanması son derece önemlidir. Aksi halde hesaplananın dışında akış direncinde düşmeler olabilir.

https: //www. youtube. com/watch? v=t. FD 81 Ewehx. E

Vana Sivi ve yari sivi gidalarin akisini tam veya kismi olarak acilarak yonleniren veya kontrol eden elemanlardir. • Sivi akisini baslatir veya durdurur. • Sivi akis miktarini ayarlar. • Sivi akisinin yonunu kontrol eder. • Akinti yonunde sivi basincini dengeler. https: //www. youtube. com/watch? v=t. FD 81 Ewehx. E

Borulu İletim Hatlarında Boşaltma • Gıda endüstrisi işletmelerinde işlem tamamlandıktan sonra gerek boru, vana ve fitingler gerekse işlem makinalarında bir miktar ürün kalır, kalır hemen temizlik işlemine geçilmemesi halinde önemli kayıplar oluşur. • Temizlik sırasında yok olacak bu ürün kaybını önlemek amacıyla basınçlı havalı bir “boşaltma düzeni” düzeni kullanılır.

Şekil 17. Borulu iletim hatlarının boşaltılması

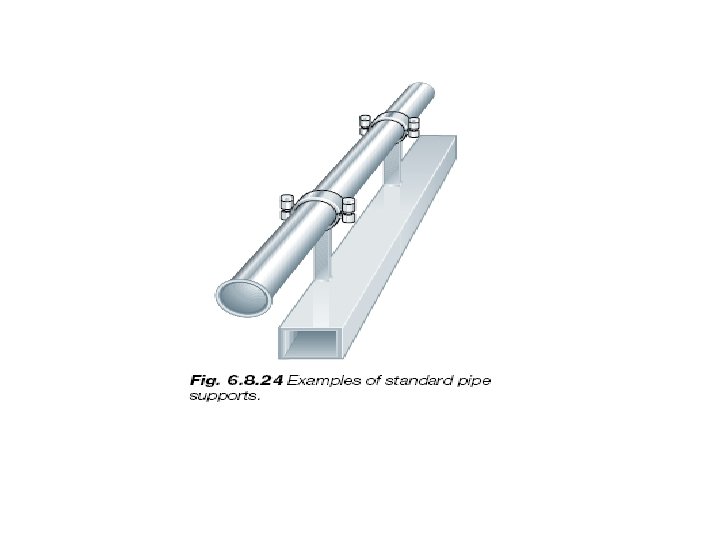
Boru Kelepçe ve Destekleri • Gıda endüstrisinde çeşitli boru destek ve kelepçeleri kullanılmaktadır. • Borular bu kelepçelere, yüksek sıcaklık derecelerinde çalışıldığında malzeme genleşmesi dikkate alınacak şekilde takılır. • Sabit destek ve kelepçeler kullanılmaz • Boru monte yüksekliği 2 m ve eğim 1: 200 - 1: 100 oranındadır.
- Slides: 87