Gesto da Produo e Operaes Layout de Empresas
















 / (0, 8")




 • Máquinas em sequência conforme as")
 O produto")




















 min Ocupação (O) % 1 A 3")






 (Q) Y (8) Z (12) A")
/QT A = (2,")



. Vantagens:")

 Quatro passos fundamentais para analisar as")




 O que se entende por gargalo? 2) Qual a relação")
- Slides: 66
Gestão da Produção e Operações Layout de Empresas
Layout de Empresas Veremos: • Elaboração, aplicação e avaliação de layout e suas vantagens e desvantagens • Determinação do número de equipamentos e balanceamento de linhas de montagem
1. Layout na empresas industriais Sequência lógica: • Localização da unidade industrial • Determinação da capacidade • Layout da empresa
2. Capacidade e turnos de trabalho • • Capacidade nominal Capacidade máxima Capacidade para atender demandas futuras 1, 2 ou 3 turnos
Capacidade e turnos de trabalho Capacidade nominal: • Aquela conseguida quando os equipamentos trabalham a plena carga, sem interrupção ou com eficiência de 100% • Capacidade nominal é diferente do valor efetivo ou real
Capacidade e turnos de trabalho Capacidade máxima ou efetiva: • Capacidade real da unidade produtiva levando se em conta a eficiência, as horas efetivamente trabalhadas, descontadas as perdas com os tempos de preparação, manutenção e outros. CM = CN x Ef Onde: Ef = eficiência
Capacidade e turnos de trabalho Capacidade ociosa: • Capacidade disponível e não utilizada. • Tempo improdutivo
Exemplo • Produtos A e B • Tempo de operação A = 8 min e B = 2 min • Determinar a capacidade produtiva mensal de A e/ou B. • Sendo: • Mês 22 dias úteis • 8 horas diárias • Folga ou perda para manutenção 10%
Solução Capacidade de A Ca = tempo total / tempo de produção x eficiência Ca = (8 h/dia * 60 min/h / 8 min/pç) * 22 dias/m * 0, 9 Ca = 1188 pç/m Capacidade de B Cb = (8 h/dia * 60 min/h / 2 min/pç) * 22 dias/m * 0, 9 Cb = 4752 pç/m
Exemplo • Com base no exemplo anterior supor: • demanda de 500 itens para A e 1000 unidades para B. • determinar a taxa de utilização e capacidade ociosa em % mensal.
Solução Ca = 1188 pç/m Da = 500 pç/m Tua = Da / Ca = 500 / 1188 Tua = 0, 42 = 42 % Cb = 4752 pç/m Db = 1000 pç/m Tub = Db / Cb = 1000 / 4752 Tub = 0, 21 = 21 %
Capacidade ociosa • Capacidade Ociosa = capacidade total utilizada • Taxa de utilização = tempo de utilização/ tempo disponível • COab = 100% - (42%+21%) = 100% – 63% = 37%
3. Etapas • • quantidade à produzir? planejar o todo, depois as partes. planejar o ideal e depois o prático. seguir a sequência: local, layout global, layout detalhado, implantar e reformular sempre que necessário. • Calcular o número de máquinas.
3. Etapas • Selecionar o tipo de layout e elaborar o layout considerando o processo e as máquinas. • planejar o edifício. • Desenvolver instrumentos que permitam a clara visualização do layout. • Utilizar a experiência de todos. • Verificar o layout e avalizar a solução. • Vender o layout. • Implantar.
3. 1 Determinação do número de equipamentos Depende de: • capacidade • turnos • especificações técnicas dos equipamentos
3. 1 Determinação do número de equipamentos Exemplo Fábrica de rodas. Capacidade para 1. 000 anual. 2 turnos 8 horas, trabalho útil de 6, 9 h/turno. 1 roda a cada 0, 8 min/prensa. Perdas 1%. Ano = 300 dias úteis. Quantas prensas são necessárias?
Exemplo Rodas por prensa = (6, 9 h/turno x 60 min/h) / (0, 8 min x prensa/roda) = 517, 5 rodas/prensa. turno Rodas sem defeito = 517, 5 x 0, 99 = 512, 33 rodas/prensa. turno Dois turnos = 512, 33 x 2 = 1024, 66 rodas/prensa. dia Em um ano = 1024, 66 x 300 = 307. 398 rodas/prensa. ano
Exemplo Número de prensas = NP NP = 1. 000 rodas por ano / 307. 398 rodas/ prensa. ano = 3, 25 prensas Conclusão: • Confiabilidade do modelo • Capacidade econômico-financeira
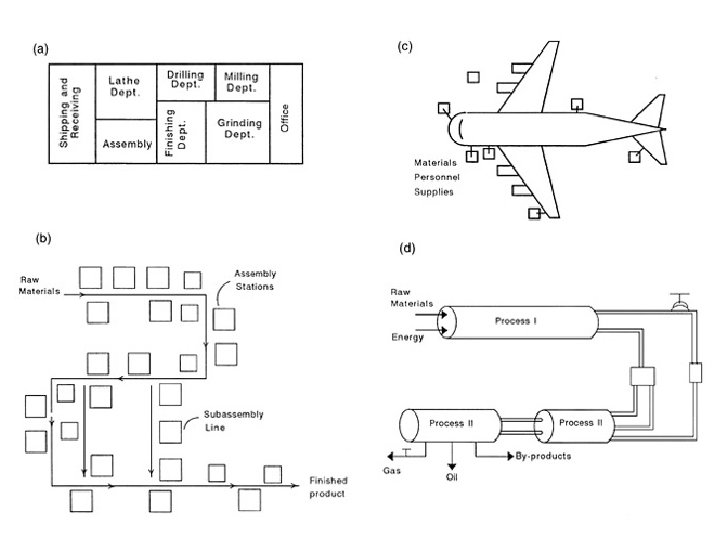
3. 2 Tipos de Layout 3. 2. 1 Layout por Processo ou Funcional • processos e equipamentos do mesmo tipo na mesma área. • o material se desloca para os processos.
3. 2 Tipos de Layout 3. 2. 1 Layout por Processo ou Funcional Características: • Flexível para atender a mudanças de mercado • atende a produtos diversificados em quantidades variáveis ao longo do tempo • pode apresentar fluxo longo dentro do layout • adequado para produções diversificadas em pequenas e médias quantidades • possibilita relativa satisfação do trabalho
Layout de Empresas Layout Orientado por Processo ou funcional Embalagem Pintura Jateamento Corte Usinagem Colagem Plaina Furadeiras
3. 2. 2 Layout em linha (por produto) • Máquinas em sequência conforme as operações de produção do produto. Características: • produção com pouca diversificação • alto investimento em máquinas • costuma gerar monotonia e estresse nos operadores, menor QVT • pode apresentar problemas com relação à qualidade dos produtos
Layout de Empresas LAYOUT EM LINHA (OU POR PRODUTO OU FLOW SHOP) O produto flui através dos processos A-E, na seqüência ditada pelas exigência de montagem do produto. E A D A B D B C C D B E B C
3. 2. 3 Layout celular • um local com toda sequência de produção ou maior parte • o material se desloca dentro da célula
3. 2. 3 Layout celular Características • Relativa flexibilidade quanto ao tamanho do lote • Específico para uma família de produtos • Diminui o transporte de material • Diminui os estoques • Centraliza a responsabilidade sobre os produtos fabricados • Enseja (espera-se) satisfação do trabalho • Permite elevado nível de qualidade e produtividade
Layout de Empresas Manufatura Celular Célula A Plaina Célula C Célula B Pintura
3. 2. 4 Layout por posição fixa O material permanece no local e as máquinas se deslocam para executarem as operações Características • Para um único produto em quantidade pequena ou unitária. • Navios, transformadores elétricos, turbinas pontes rolantes, grandes prensas, balanças ferroviárias, aviões e outros produtos de grandes dimensões físicas.
3. 2. 5 Layouts combinados Ocorrem para aproveitamento dos benefícios de dois ou mais tipos de layouts.
3. 3 Informações para o Layout • • • especificação do produto características do produto: dimensões, etc. quantidades de produtos e de materiais sequência de operações e de montagem espaço necessário para cada equipamento: incluindo espaço do operador, movimento das peças e manutenção • informações sobre recebimento, expedição, estocagem de materiais e transportes.
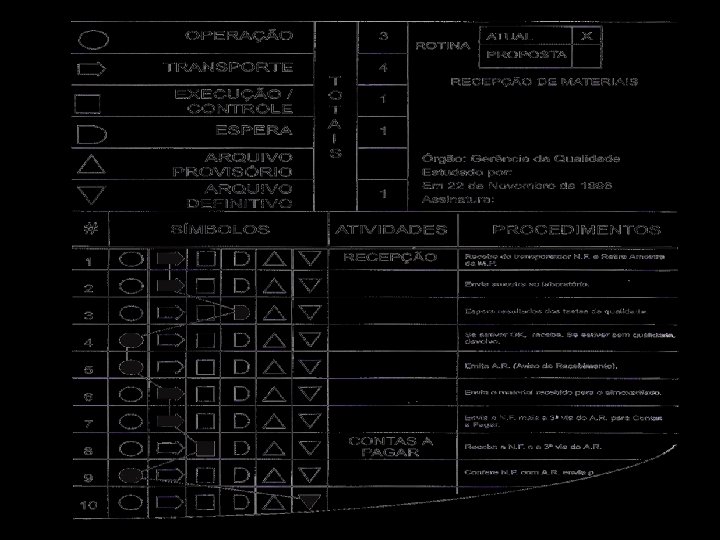
Layout de Empresas 3. 4 Identificação do fluxo Pode se utilizar a carta multiprocesso e o fluxograma. Para análise de proximidade pode-se utilizar o diagrama de relacionamentos.
Fluxograma de Blocos Processo de Recebimento de Matéria-prima Início Recebe Notas Fiscais Envia amostras para o Laboratório Confere com o Pedido de Compra Efetua Testes de Qualidade OK ? Não Sim O K? Si m Envia lote ao Depósito Não Devolve lote ao Fornecedor Aguarda novas entregas
4. Layout funcional 4. 1 Desenvolvimento do Layout Deve-se minimizar custos de transportes, estabelecendo-se os centros produtivos.
4. 1 Desenvolvimento do Layout Deve-se estabelecer os demais centros de administração • controle de qualidade, • manutenção, • almoxarifado, • recebimento, • expedição, • etc.
4. 1 Desenvolvimento do Layout Deve-se alocar os demais centros de serviços: • administração, • banheiros, • restaurante e refeitório, • segurança, • Etc.
4. 1 Desenvolvimento do Layout As alternativas devem ser verificadas podendose utilizar modelos para melhor visualização como: • desenhos computadorizados, • cartolina, • madeira, • plástico, • maquetes, • todos em escala.
4. 1 Desenvolvimento do Layout Áreas alocadas para cada setor devem levar em consideração: • Quantidade de equipamentos, • Normas existentes de segurança e saúde do trabalho, • Normas sanitárias, número mínimo de banheiros, etc.
Layout de Empresas 4. 2 Avaliação do Layout Quantitativa e qualitativa. Custos de transportes = Custo unitário x Distância x Quantidade CT = Cu x D x Q
Layout de Empresas 5 Layout em linha de montagem Trabalhos realizados em seqüência e em postos de trabalho, por um ou mais operadores com ou sem máquinas.
Layout de Empresas 5. 1 Balanceamento de linha de montagem Tempo de ciclo: intervalo de tempo entre duas peças consecutivas ou freqüência de saída de peças. TCp = tempo de produção disponível / quantidade requerida TCp = T / Q TCp = tempo de ciclo para produção desejada ou requerida;
Layout de Empresas Número de operadores teórico Nt = tempo total para produção de uma peça / Tempo de ciclo = Tt / Tc Ou Nt = Ʃ Tempo individual de operações / Tc = Ʃ Ti / Tc Número real de operadores (Nr) Deve-se determinar o número real de operadores por simulação Eficiência do balanceamento E = Nt / Nr
Layout de Empresas Exemplo Desejamos produzir 10 peças por hora Operador trabalha 45 min / hora Operações (T em Min):
Layout de Empresas Exemplo Desejamos produzir 10 peças por hora Operador trabalha 45 min / hora Operações (T em Min): A B C D E F G TOTAL 3 3, 5 1 1, 7 3 2, 8 2, 5 17, 5 Determine: Tc e Nt Nr e a divisão de trabalho E
Layout de Empresas Solução Tc = 45 min/hora / 10 peças/hora = 4, 5 min por peça Ti = 3+3, 5+1+1, 7+3+2, 8+2, 5= 17, 5 min Nt = 17, 5/4, 5 = 3, 89 operadores
Layout de Empresas Posto Operações Tempo (T) min Ocupação (O) % 1 A 3 2 B+C 4, 5 3 F+D 4, 5 4 G 2, 5 5 E 3 66, 7 100 55, 6 66, 7 Nr = 5 E = 3, 89/5 = 77, 8% Tc 4, 5
Conclusões • Não é possível obter 10 peças em 45 min com 4 operadores. • A divisão de trabalho atribui uma ou mais atividades, dentro da seqüência lógica do fluxo de processo porém com um tempo que não supera o Tc de 4, 5 min. • Ha desigualdades entre operadores. • Em células, espera-se que os operadores mais ociosos colaborem com os mais sobrecarregados.
Layout de Empresas Conclusões • Caso dispuséssemos de 4 operadores, poderíamos ter: G+E = 5, 5 min Tc = 5, 5 min Produção = 45/5, 5 = 8, 18 peças por hora
Regra básica para agrupamento das operações: agrupar as operações de tal forma que o somatório das suas respectivas durações mais se aproxime da duração do ciclo de montagem e não seja quebrada a seqüência lógica da montagem
5. 2 Linha de montagem de multiprodutos Mesma metodologia considerando tempo de ciclo como tempo ponderado em função da quantidade a produzir de cada modelo Exemplo: Deseja-se produzir X, Y e Z. Cada operador trabalha 48 min por hora. Deve-se produzir 30 produtos por hora sendo 10 X, 8 Y e 12 Z.
Layout de Empresas Seqüência de montagem B C A E D
Layout de Empresas Determine • Tc e Nt • Divisão de trabalho e Nr • E
Layout de Empresas Tempos de operação X (10) (Q) Y (8) Z (12) A 2, 5 3 2, 8 B 1, 7 1, 2 2, 4 C 0 1, 5 0, 8 D 2 1 2 E 1, 6 0 0 Total 7, 8 6, 7 8
Layout de Empresas • Tempo ponderado de operações A = (Tx*Qx+Ty*Qy+Tz*Qz)/QT A = (2, 5*10+3*8+2, 8*12)/30 produtos= 2, 72 min B = (1, 7*10+1, 2*8+2, 4*12)/30 = 1, 85 min C = 0, 72 min D = 1, 73 min E = 0, 53 min
Layout de Empresas • • Tc = 48/30 = 1, 6 min/produtos Ti = 7, 55 min Nt = 7, 55/1, 6 = 4, 72 operadores Divisão do trabalho
Layout de Empresas Postos 1 2 3 4 Operações A B D C+E Tempo 2, 72 1, 85 1, 73 1, 25 Nr 2 2 2 1 Tempo/Nr 2, 72/2 1, 85/2 1, 73/2 1, 25 1, 36 0, 87 0, 93 1, 25 TC 1, 36
Layout de Empresas Balanceamento E = 4, 72/7 = 67, 4% Conclusões Com sete operadores poderíamos produzir quantidade maior de produtos pois o Tc caiu para 1, 36 min Poderia-se produzir mais: Produção = 48/1, 36 = 35, 29 produtos
6. Layout em células de manufatura Baseado em trabalho em grupo coeso (time). Vantagens: • Qualidade • Produtividade • Motivação
6. 1 Formação de Famílias Peças com processamento semelhante Três conceitos • conceito Russo • conceito da codificação • conceito do fluxo do processo
6. 1. 1 Conceito Russo (Mitrofanov e Sokolovsk) Quatro passos fundamentais para analisar as peças: • agrupar segundo equipamentos dos processos (torno, fresa, prensa) • agrupar segundo geometria (cilíndricas como eixos, buchas) • agrupar segundo tipo de projeto (parafusos, eixos, anéis, engrenagens) • agrupar por similaridade do ferramental necessário.
6. 1. 2 Conceito da codificação Infinitas possibilidades de codificação, na maioria dos casos, cada empresa desenvolve sua codificação.
6. 1. 3 Conceito do fluxo do processo Para este processo necessitamos: • Ordens de fabricação com todos os dados; • Lista de equipamentos fabris.
6. 1. 3 Conceito do fluxo do processo Cinco etapas: • Registro do fluxograma • Simplificar o fluxograma e determinar os grupos principais • Determinar as exceções e eliminá-las • Determinar as famílias e grupos definitivos • Analisar o material necessário
Característica do Processo Layout de Empresas Variedade e Volume do Produto Matriz Produto Muitos Vários Baixo Único Produto Volume. Produtos Muito altos Processo Único Baixo Volume Alto Volume volumes Sem Fluxo descontínuo Misturado com Fluxos Dominantes Line Flow Contínuo ou Automático Projeto processos Lotes Linha Montagem Processo Contínuo
Questões para discussão 1) O que se entende por gargalo? 2) Qual a relação existente entre a “capacidade do gargalo” e a capacidade da empresa? 3) Explique o que é layout por processo ou funcional. 4) Explique o que é layout em linha. 5) Explique o que é layout em linha. 6) Explique o que é layout por posição fixa. 7) Explique o que é layout misto. 8) Explique qual a melhor maneira de avaliar um layout por processo. 9) O que se entende por tempo de ciclo em uma linha de montagem?