G 74 Delik Delme evrimin Aklamas G 74




… Q… R… G 76")



- Slides: 10
G 74 Delik Delme Çevrimin Açıklaması G 74 R… G 74 Z… Q… F… R: Geri çekilme miktarı Z: Deliğin referansa göre boyu Q: Gagalama miktarı mikron olarak F: Kesme ilerlemesi Bu çevrim; kısa aralıklarla (kademelerle) ilerlemeli, her kademe sonunda geri çekilmeli derin delmede “gagalama” tabir edilen tarzda takım hareketleri ile derin delik delme işlemlerinde kullanılır. Kesici takım ana komutla verilen miktarda fasılalar ile kesme ilerlemesi yapar, seri hızda bir miktar geri çekilir, sonra yine kesme hızında aynı kademe miktarı kadar ilerleme ile operasyona devam eder. Bu çevrim tanımlanan derinliğe ulaşana kadar devam eder. Bu çevrim ile kademeli kesme yapıldığı için, derin deliklerde ve işlenmesi zor olan malzemelere delik açılmasında verimli bir şekilde kullanılır.
G 74 Delik Delme Çevrimli Örnek Stok Özellikleri Mil Çap: 40. 000 Boy: 80. 000 Program O 7400; T 0404; (Matkap) G 54; G 97 S 300 M 3; M 8; G 0 Z 5; X 0; G 74 R 1; G 74 Z-30 Q 5000 F 0. 4; G 0 X 200 M 5; Z 250 M 9; M 30;
G 75 Kanal Açma ve Kesme Çevrimin Açıklaması G 75 R… G 75 X… Z… P… Q… F… R: Her kademeden sonra geri çekilme X: Kanalın son bulduğu x koordinatı Z: Kanalın son bulduğu z koordinatı P: Her kademedeki dalma miktarı mikron olarak Q: -Z yönünde kanal dışında yana kayma mikron olarak F: Kesme ilerlemesi (Z ve Q kullanılmadığında kesme yapılır. ) G 75 Simulasyon Bu çevrim, kısa aralıklarla (kademelerle) ilerlemeli, her kademe sonunda geri çekilmeli (gagalama) tarzda takım hareketleri ile dış çapta veya iç çapta kanal işlemeye veya parça kesmeye yarar. Kesici takım, ana komutta verilen miktarda kesme ilerlemesi yapar, sonra seri hızda bir miktar geri çekilir, sonra yine kesme hızında aynı kademe miktarı kadar ilerleme ile operasyona devam eder. Bu çevrim verilen koordinatlara ulaşana kadar devam eder.
G 75 Kanal Açma Çevrimli Örnek Program O 7500; Stok Özellikleri T 0606; Mil G 54; Çap: 40. 000 G 50 S 2000; Boy: 80. 000 G 96 S 140 M 3; M 8; G 0 Z-33; X 44; G 75 R 1; G 75 X 28 Z-40 P 2000 Q 2500 F 0. 4; G 0 X 200 M 5; Z 200 M 9; M 30; % G 75 ile Kesme Çevrimli Örnek Program O 7501; T 0606; G 54; G 50 S 2000; G 96 S 140 M 3; M 8; G 0 Z-33; X 42; G 75 R 1; G 75 X 0 P 5000 F 0. 3; G 0 X 200 M 5; Z 200 M 9; M 30; % Stok Özellikleri Mil Çap: 40. 000 Boy: 80. 000
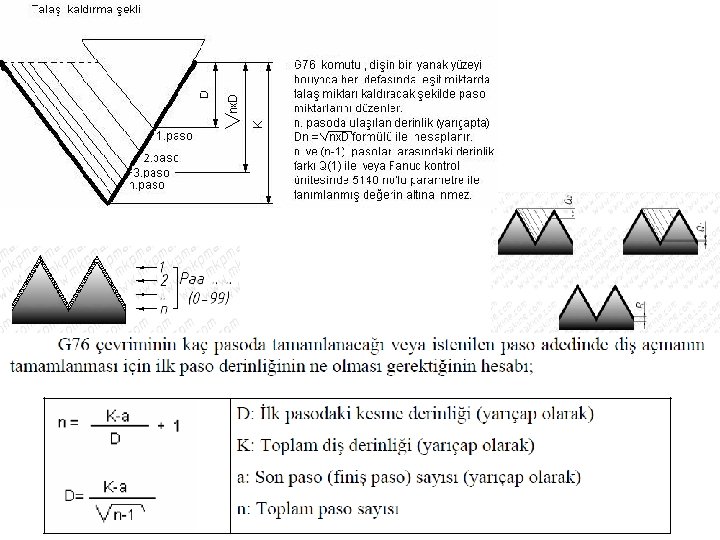
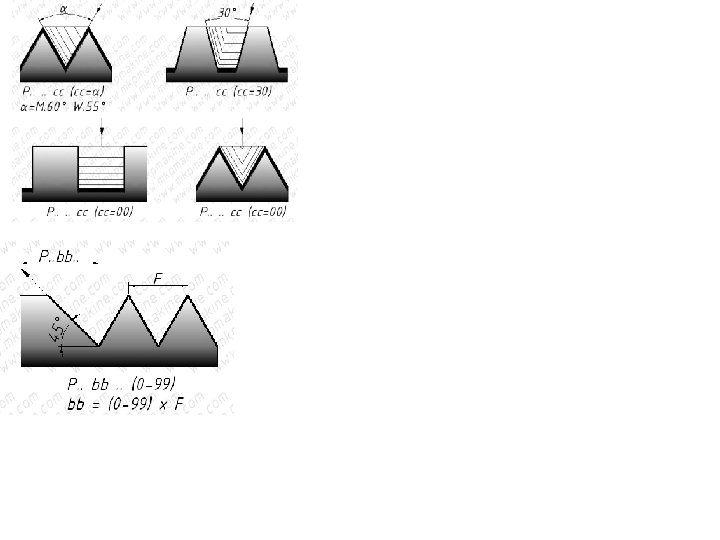
G 76 Vida Açma Çevrimi Çevrim Açıklaması G 76 P…(aabbcc)… Q… R… G 76 X… Z… P… Q… F… P: (aabbcc) aa: Finiş pasosunun tekrar sayısı bb: Vida sonundaki pahın boyu, adımın katı olarak cc: Vida profil açısı(80°, 60°, 55°, 30°, 29°, 0°) Q: Minimum talaş derinliği mikron cinsinden R: Finiş paso payı X: Vida diş dibi çapı [diş üstü çapı - (0. 65 xadımx 2)] Z: Vidanın son bulacağı Z koordinatı P: Diş yüksekliği mikron olarak (0. 65 xadım) Q: İlk paso miktarı mikron ve yarıçap olarak F: Vidanın adımı G 76 Simulasyon
G 76 Vida Açma Çevrimli Örnek Stok Özellikleri Mil Çap: 40. 000 Boy: 80. 000 Program O 7600; T 0303; (Vida Kalemi) G 54; G 50 S 2000; G 96 S 50 M 3; M 8; G 0 Z 5; X 40; G 76 P 020060 Q 50 R 0. 05; G 76 X 34. 8 Z-34 P 2600 Q 500 F 4; G 0 X 200 M 5; Z 200 M 9; M 30; %
G 32 Kılavuz Çekme Çevrimi Çevrim Açıklaması G 97 S… M 03 G 32 Z… F. . . M 05 G 32 Z. . . M 04 F… Z: Vidanın referansa göre boyu F: S’nin vida adımına bölümü S: Devir sayısı G 32 Simülasyon
G 32 Kılavuz Çekme Çevrimli Örnek Stok Özellikleri Delikli Mil Delik Çapı: 10. 5 Çap: 40. 000 Boy: 80. 000 Program O 3200; G 28 U 0; G 28 W 0; G 54; T 0202; (Kılavuz M 12) G 97 M 03 S 175; M 08; G 00 Z 5; X 0; G 32 Z-40 F 100; M 05; G 32 Z 5 M 04 F 100; G 28 U 0; G 28 W 0; M 05 M 09; T 0101; M 30; %