FYZIKLN ZKLADY PROCESU EZN TVORBA TSKY TVORBA POVRCH

FYZIKÁLNÍ ZÁKLADY PROCESU ŘEZÁNÍ TVORBA TŘÍSKY, TVORBA POVRCHŮ • Řezný proces – obráběcí systém – výstup – parametry obrobené plochy • Mechanizmus tvoření třísky • Ortogonální řezání • Obecné řezání • Krystalické látky – tříska tvářená • Nekrystalické látky – tříska netvářená
 ortogonální řezání, b) obecné řezání")
Realizace řezného procesu a) ortogonální řezání, b) obecné řezání

1 Plastické deformace v oblasti tvoření třísky při ortogonálním řezání 1. 1 Primární plastické deformace Velikost a tvar deformační oblasti ovlivňují: • fyzikální vlastnosti deformovaného materiálu • řezná rychlost vc • nástrojový ortogonální úhel řezu o • nástrojový ortogonálním úhel čela o Ø Při zvýšení vc se deformační oblast zužuje a to tak, že úhly M a N rostou Ø Rovina střihu Psh určitá zóna mezi třískou a obrobkem

1. 2 Sekundární plastické deformace Schematické znázornění tvorby třísky Oblasti primární a sekundární deformace

1. 3 Kvantifikace úhlu roviny střihu Model tvorby třísky - úhel roviny střihu Kořen třísky- výbrus Velikost úhlu - teorie minimální vynaložené práce

Dynamické poměry při ortogonálním řezání a kvantifikace úhlu roviny střihu

Dynamické poměry při ortogonálním řezání a kvantifikace úhlu roviny střihu F - celková řezná síla Fc - řezná síla Ff - posuvová síla Fsh - tangenciální síla v rovině střihu Fsh. N - normálová síla v rovině střihu F - tangenciální síla působící na čele nástroje F N - normálová síla čela nástroje t - třecí úhel mezi odcházející třískou a čelem nástroje = o + - ( 90 - t ) = t + o+ - 90 o

• Tangenciální síla v rovině střihu Fsh k - střední hodnota kritického smykového napětí ve stižné rovině b. D- jmenovitá šířka třísky Pro zjednodušení se zavede konstanta K = k. h. D. b. D

• Úhel roviny střihu se stanoví jako minimum poslední funkce • První derivace se položí nule a stanoví se hodnota K 0 sin 2 . cos 2( t + o + - 90 o ) 0 cos( 2 + t + o - 90 o) = 0 2 + t + o - 90 o = 90 o

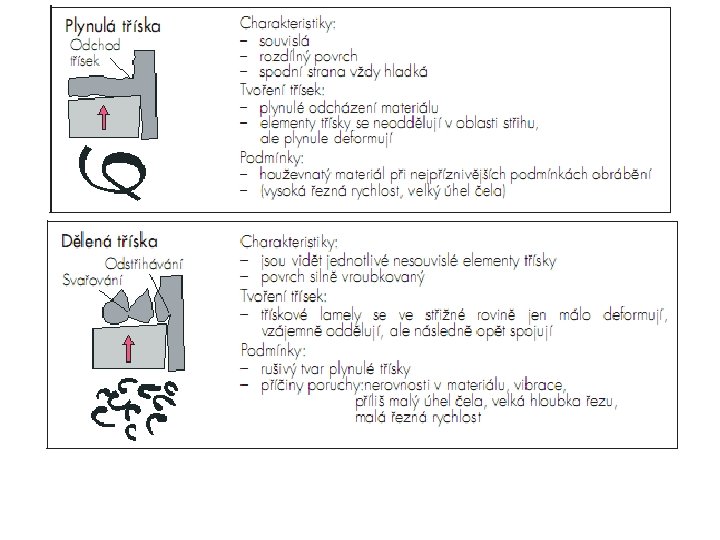
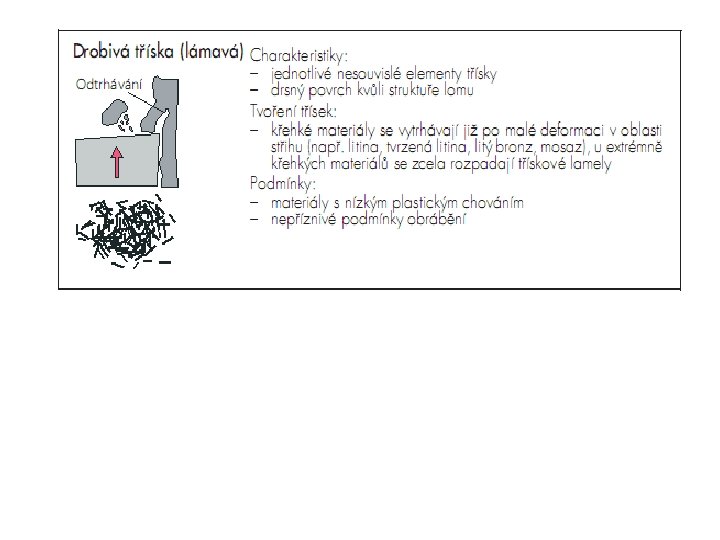
2 Třísky a jejich technologické charakteristiky 2. 1 Druhy tvářených třísek Základní druhy tvářených třísek při obrábění kovů a - plynulá článkovitá soudržná b - plynulá soudržná lamelová c - tvářená elementární d - nepravidelně článkovitá plynulá e - tvářená plynulá soudržná f - dělená segmentová g - plynulá segmentová

Tvary třísek v závislosti na šířce záběru ostří ap a posuvu na otáčku f

Vliv řezných podmínek na tvar třísek

2. 2 Součinitel pěchování třísky Rovnost objemů materiálu na vstupu a výstupu ze zóny řezání AD. vc = ADc. vt

Součinitel pěchování třísky AD = h. D. b. D ; ADc = h. Dc. b. Dc ; b. Dc b. D

2. 3 Objemový součinitel třísek Vt - objem volně ložených třísek Vm - objem odebraného materiálu korespondující s Vt

3 Nárůstek a jeho vliv na řezný proces

• • Pohyb třísky po čele nástroje – tlaky, teploty Určité řezné podmínky - „zadírání“ Vznik zóny kluzu mezi třískou a povrchovou plochou čela Kontakt mezi třískou a nástrojem - tři úseky – A, B, C • Nárůstek - „studený návar“ materiálu obrobku na břitu nástroje • Nárůstek je nestabilní - vzniká a zaniká s určitou frekvencí • Vyšší opotřebení čela nástroje, • Zhoršení jakosti povrchu • Zabránění vzniku nárůstku zvýšení řezné rychlosti zvětšení úhlu čela aplikace vhodných povlaků řezné části nástroje použití účinného chlazení • •

Konec přednášky FYZIKÁLNÍ ZÁKLADY PROCESU ŘEZÁNÍ TVORBA TŘÍSKY, TVORBA POVRCHŮ Děkuji za pozornost
- Slides: 20