FORMACION DE MATERIALES El material debe satisfacer todos

FORMACION DE MATERIALES

El material debe satisfacer todos los requerimientos de la pieza, (Buscar información de condicionamientos geométricos, de resistencia mecánica, resistencia a la corrosión, etc) se deberán tener en cuenta algunos factores importantes : • Propiedades de los materiales disponibles • Posibilidades de manufactura adaptabilidad de los materiales a los diferentes procesos de manufactura efectos de los diferentes procesos sobre las propiedades de los materiales $$ economia
 •")
Conformación de materiales en estado sólido : • Conservación de masa (deformación plástica) • Reducción de masa (maquinado) • Unión ( sinterización )

PROCESOS DE CONSERVACION DE MASA La capacidad de un material de experimentar deformación plástica está dada por su ductilidad. Es la propiedad que determina la técnica de formación de la superficie y los incrementos o pasos en la aplicación de la técnica sin que se experimente la fractura

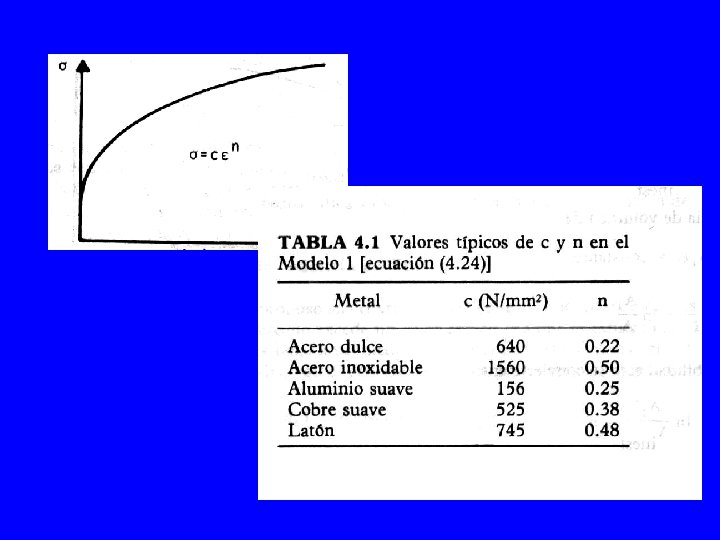
La curva esfuerzo deformación es la fuente más importante para la evaluación de la aptitud del material y técnica elegida Nos informa: • Esfuerzos necesarios para la deformación • buena correlación entre la “conformabilidad” y la reducción de área

Los esfuerzos y deformaciones de la curva así como los parametros geométricos de la forma del producto determinan las fuerzas y energias aplicadas las que resultan fundamentales en el diseño de la herramientas , moldes y maquinaria actuante en el proceso

Las condiciones en que se lleva el proceso influyen en la “conformabilidad” del material • Estado tensional (compresivo, tractivo) • Velocidad de deformación (temp. ambiente) • Temperatura (recristalización vs acritud)
 QUIMICOS (disolución y combustión) TERMICOS (fusión) Incluyen")
PROCESOS DE REDUCCION DE MASA MECÁNICOS (fractura) QUIMICOS (disolución y combustión) TERMICOS (fusión) Incluyen a todos los procesos de corte La adaptabilidad del material a los procesos de corte es conocida como “maquinabilidad” medida por 1. Desgaste herramienta 2. Calidad de superficie generada 3. Esfuerzos de corte 4. Viruta generada
 (baja")
La maquinabilidad depende primordialmente de: • Propiedades mecánicas del material (ductilidad y dureza) (baja ductilidad y bajo endurecimiento por deformación = buena maquinabilidad) • Composición química (agregado de pequeños % de Pb, Mn, S, Se mejora sin alterar props mecánicas) • Micro estructura (debe ser homogénea sin existencia de partículas duras o abrasivas) originan desgaste y superficies defectuosas

Procesos químicos interesa solo las características electroquímicas y químicas del material no así las resistencias mecánicas del mismo Para los procesos por fusión es requerido que el material pueda fundirse con una fuente de energía apropiada. Interesan mucho sus props térmicas conductividad , calor especifico, etc. )

Procesos de conservación de masa

Razones para deformar plásticamente • Para impartir a la pieza dimensiones y terminaciones deseadas • Para producir formas y perfiles determinados • Para uniformizar la micro estructura ante la eliminación de estructuras groseras provenientes de la fundición • Para mejorar las propiedades mecánicas y si se desease crear direcciones preferenciales en las mismas

Procesos primarios rompen la estructura de la fundición para mejorar sus propiedades mecánicas y proporcionar productos para los secundarios Laminación, forja , extrusión

Secundarios componentes finales o semifinales Conservación de masa (forja y conformación de hojas (doblado, embutición, estiramiento, repujado) Si trataramos los procesos de Reducción de masa encontrariamos por ejemplo: electroerosión, maquinado electrolítico

Procesos primarios son en general trabajos en caliente basados en deformaciones plásticas – Temp>Trecristalización (gran plasticidad) Ventajas de procesos en caliente • Romper estructura cristalina formando granos refinados y equiaxiales • Distribución homogénea de impurezas • Desaparición de poros y huecos • Mejora de props mecánicas (en especial ductilidad y resistencia a impacto debido al refinamiento) • Menor energía y fuerzas para la deformación Desventajas • Oxidación rápida (escamas, rugosidad) tolerancias altas 2 al 5%) • Maquinaria y mantenimiento costoso

Ventajas de procesos en frío • Mejores superficies y tolerancias • Mejores propiedades mecánicas (resistencia) • Mejor reproducibilidad • Se logra anisotropía Desventajas • Mayores fuerzas y energías debido al endurecimiento en frio • Menor ductilidad en el material de trabajo • Es posible que sean necesarios pasos intermedios de recocido • anisotropía • Se requieren superficies limpias y sin escamas

En gral. en todo proceso de fabricación de piezas tenemos tres sistemas relacionados geometría material Procesos y condiciones En este caso (conservación de masa) el proceso es en estado sólido, las condiciones en las que se lleva a cabo el proceso (presión, temperatura , velocidad, etc) influyen sobre posibilidades y limitaciones del mismo
GEOMETRIA Creación de superficie Pieza de trabajo Medio de transferencia de información y/o energía")
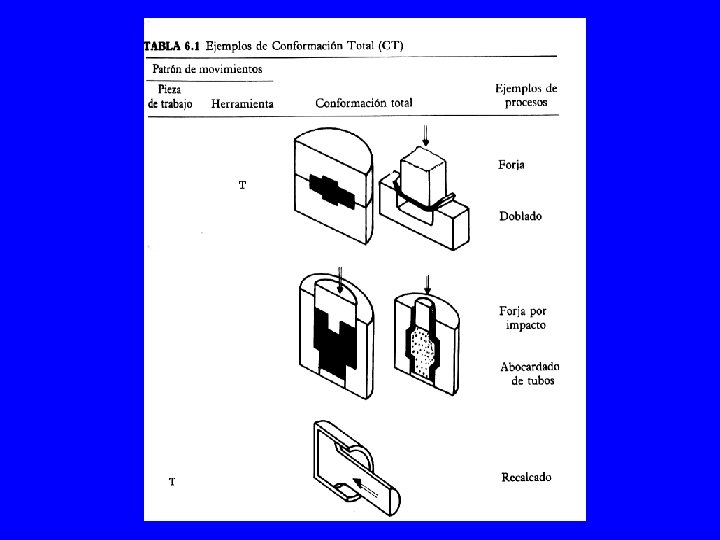
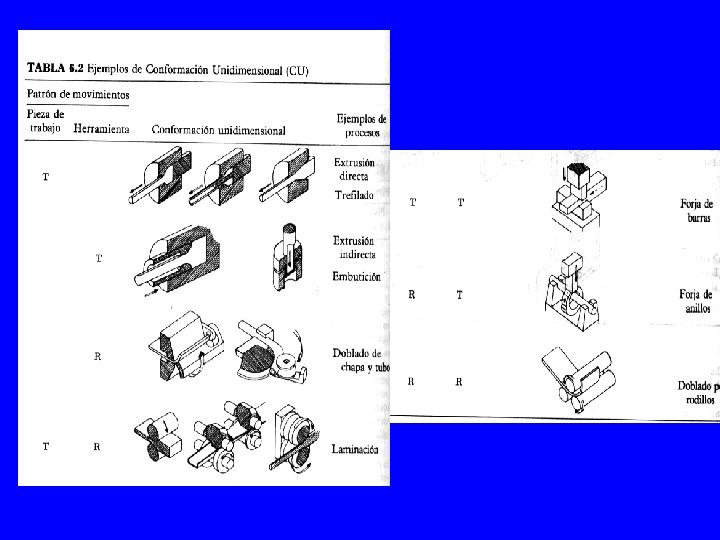
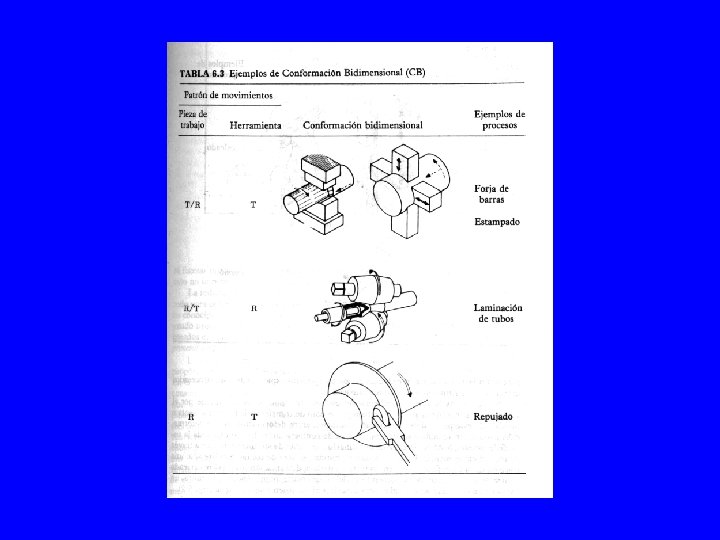
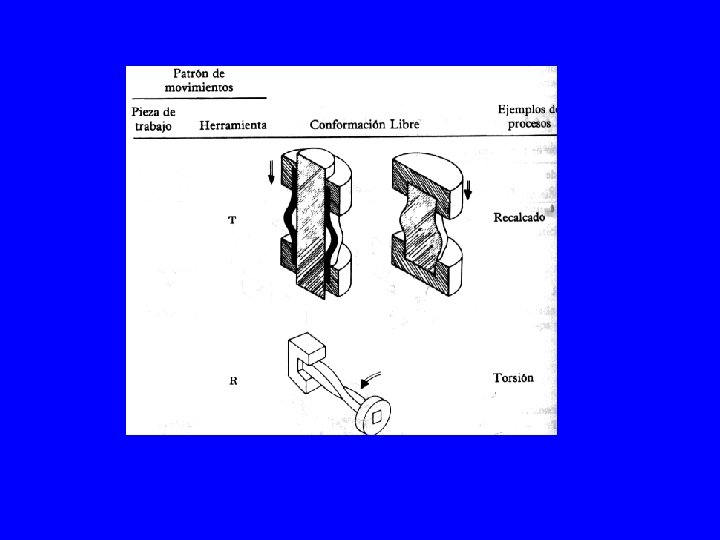
1)GEOMETRIA Creación de superficie Pieza de trabajo Medio de transferencia de información y/o energía Conformación total El medio de transferencia de energía posee la superficie completa deseada (no es necesario ningún movimiento relativo) Conformación unidimensional El medio de transferencia tiene un generador (línea o área superficial a lo largo de la línea ) de la superficie deseada. Se necesita un movimiento relativo para producir la pieza Conformación bidimensional. El medio de transferencia bidimensional tiene un punto o elemento superficial de la geometría deseada, significa que se necesitan dos movimientos relativos Conformación libre El medio de transferencia no contiene la geometría y ella se consigue mediante campos de esfuerzos. Forja laminado repujado torsionado
CONDICIONES DE PROCESO Para juzgar si se puede producir la forma deseada y las")
2)CONDICIONES DE PROCESO Para juzgar si se puede producir la forma deseada y las propiedades finales del material se deben conocer las condiciones en las que se llevará a cabo el proceso
Estado de esfuerzo La zona de deformación en un proceso se caracteriza por")
2. 1)Estado de esfuerzo La zona de deformación en un proceso se caracteriza por la magnitud y el estado de esfuerzos fuerzas y energias necesarias diseño de herramientas Deformación parcial requiere menores fuerzas y energias de aplicación por mas que el trabajo realizado sea el mismo (laminación vs forjado)
 Estado de esfuerzo (continuación) Cientos de procesos de conformado mecánico pueden dividirse")
2. 1) Estado de esfuerzo (continuación) Cientos de procesos de conformado mecánico pueden dividirse en 4 categorías según la orientación de la fuerza aplicada a la pieza original mientras esta es deformada, aunque en la mayoría de los casos ocurren combinaciones complejas de aquellas Tensión Compresión Cizallamiento (Cortante) Doblado (Flexión)
 Temperatura (la temp de la zona de deformación es un parámetro muy")
2. 2) Temperatura (la temp de la zona de deformación es un parámetro muy importante ) T > Trecristalización se puede obtener deformaciones muy grandes en compresión sin problemas de fractura. En la tracción la inestabilidad ocurre a bajas deformaciones T< Trecristalización En la tracción se produce el endurecimiento por def en frío aumentando las deformaciones hasta llegar a la inestabilidad. En la compresión se reduce las deformaciones que pueden ser obtenidas hasta llegar a la fractura
 Velocidad de deformación Los diferentes materiales reaccionan de diferente manera con los")
2. 2) Velocidad de deformación Los diferentes materiales reaccionan de diferente manera con los cambios en veloc. de deformación En gral a temperaturas ambiente no existen grandes problemas pero a T elevadas se incrementa notoriamente la susceptibilidad a la velocidad de deformación por lo que se hace necesario analizar cuidadosamente la situación

Otros factores importantes • Geometría y superficie de la herramienta • Fricción y Lubricación • Y los estados de esfuerzos Determinan el acabado superficial de la superficie Exceso de lubricación mala terminación Herramienta troquel (material elástico) Tolerancias pequeñas difíciles de conseguir cuando hay mucha recuperación elástica (def plástica aprox. def elástica

Props importantes del material La cantidad de deformación que puede soportar un material sin fractura ni inestabilidad depende de • Estado de esfuerzos • temperatura • Velocidad de deformación condición de inestabilidad deformación real ∊ = (dl/l) ∊ inest =n

LAMINACION Aplicaciones Laminación en caliente (Placas, láminas, perfiles estructurales Laminación en frio (mismos materiales pero con requerimientos de acabado superficial y tolerancias menores, se hace en varias pasadas) Materialesferrosos y no ferrosos con suficiente ductilidad a la temperatura de trabajo http: //www. matter. org. uk/steelmatter/forming/4_5. html http: //www. matter. org. uk/steelmatter/forming/6_1_1_1. html

LAMINACION DE TUBOS
")
LAMINACION DE TUBOS (paso de peregrino)

EXTRUSION HACIA ADELANTE Aplicaciones en caliente-perfiles estructurales molduras y pefiles de ventanas, vigas , tuberias de diferente sección En frio_ es una variante de la forja en frio Materialesferrosos y no ferrosos con suficiente ductilidad a la temperatura de trabajo En frio se utilizan ferrosos y aceros de bajo C
 Aplicaciones partes cilíndricas de paredes relativamente gruesas (tanques de")
ESTIRADO EN CALIENTE (alta temperatura) Aplicaciones partes cilíndricas de paredes relativamente gruesas (tanques de O 2, proyectiles, tubos cortos) Materialescon suficiente ductilidad a alta temperatura
 biela Aplicaciones amplia variedad")
FORJA CON MARTINETE(forja en molde cerrado o forja por estampa) biela Aplicaciones amplia variedad de formas en gral en caliente, se aprovecha la estructura fibrosa Bielas , cigueñales , engranes, palancas y manijas Materialesmetales con alta ductilidad en caliente(varias aleaciones ferrosas y no ferrosas)
 Aplicaciones en caliente cabezas de pernos y válvulas, bridas y")
FORJA POR RECALCADO (recalcado) Aplicaciones en caliente cabezas de pernos y válvulas, bridas y bordes en ejes En frio clavos, remaches Materialesmetales con ductilidad en temp ambiente o a elevada temperatura

FORJA EN FRIO Aplicaciones partes complejas de unos gramos a varios kilos, brinda excelentes propiedades Materialesmetales con ductilidad en temp ambiente Metales no ferrosos y aceros baja aleación Excelentes tolerancias y acabado superficial
 Aplicaciones tubos plegables , latas alimentos y bebidas")
EXTRUSION DE ENVASES (extrusión hacia atrás) Aplicaciones tubos plegables , latas alimentos y bebidas (espesor/diametro= 0. 005) En frio Materialesalta ductilidad y baja resistencia Zn, Al Excelente acabado y tolerancias

EMBUTICIÓN Aplicaciones paneles de automóviles, tanques, cubiertas y tapas de aparatos, latas para alimentos En frío Materialesmetales ferrosos y no ferrosos con ductilidad en Temp. ambiente Puede ser necesario recocido intermedio

ABOCARDADO Aplicaciones preparación de extremidades de tubos para su posterior ensamble En frio (mandrilado de tuberías de cobre en intercambiadores) a alta temperatura (aceros) Materialesmetales con deformación por inestabilidad suficientemente alta para resistir la gran deformación sin fractura

REPUJADO EN TORNO Aplicaciones campanas Materialesmetales con ductilidad en Temp. ambiente reflectores, útiles de cocina,
 Aplicaciones Materialesmetales con ductilidad en Temp. ambiente perfiles estructurales")
DOBLADO (PLEGADO) Aplicaciones Materialesmetales con ductilidad en Temp. ambiente perfiles estructurales

DOBLADO CON RODILLOS Aplicaciones Materialesmetales con ductilidad en Temp. ambiente Anillos, recipientes
- Slides: 44