FMEA 1 Definition 2 Process FMEA 3 When

 – Failure mode and effects")
? FMEA: find the potential failure modes of")









 Since FMEA is a Living Document, its completion means that")





 Failure Mode Effect • a process fails to perform")

 Cause Current Controls • origin of process change that")







 Effects material or process input process step outside")



 inoperable 2 points")





 detection Effects detection Material or process")



 44")


 optimal status no action guaranteed control failure not reaching the customer no")




 - 1 Following FMEA procedures. . . Main process input variable :")
 - 2 • Input failure mode based on the main process input")
 - 3 • List effects due to failure mode Process Main process")
 - 4 • List cause of the failure mode Process Main process")
 - 5 • List current control methods to each cause Process Main")
 - 6 Process Main process input step Steam heat DICY tank scale")
 - 7 Process Main process input step Steam heat DICY tank scale")
 - 8 Process Main process input step Steam heat DICY tank scale")
 - 9 Process Main process input step Steam heat DICY tank scale")
 - 10_1 • assign ranking to each severity, occurrence, and detection •")
 - 10_2 • Process steps/ Failure mode input DMF charge/ wrong DMF")
 - 11 • decide necessary action (only for higher RPN) Process steps/")
 - 12 • proper action and documentation • RPN recalculation cause Occurrence")



 68")
- Slides: 68
FMEA 1. Definition 2. Process FMEA 3. When to create FMEA 4. Preparation 5. Process FMEA Creation Procedure 6. Check List Measurement (FMEA) 1
1. Definition • FMEA (Failure Mode and Effects Analysis) – Failure mode and effects analysis – a series of systematic activities leading to the next target • find analyze potential failures and effects of a product or process • find a way to eliminate or reduce the occurrence of potential failure • documentation of process • Ranking – System FMEA • the highest level of FMEA done during the initial design phase of a system or subsystem – Design FMEA • used to identify and prevent failures associated with product design – Process FMEA • FMEA that identify and prevent failures associated with manufacturing or any other processes Measurement (FMEA) 2
What is FMEA(Failure Mode and Effects Analysis)? FMEA: find the potential failure modes of designed system or apparatus, and when such failure occurs during the operation of a system or apparatus, investigate and evaluate its effect to the performance, and prevent the occurrence of a failure in advance applying proper measures of correction to the failure mode that has big effects. Measurement (FMEA) 3
History of FMEA early 1950 s: propeller airplane Jet airplane (reliability design of Jets that has complicated control systems) mid 1960 s: introduced to Aero-Space industry (Apollo) (big achievement in reliability warranty and safety assessment) 1974: used in U. S. Navy (MIL STD 1629) late 1970 s: wide-spread due to the introduction of Product Liability Measurement (FMEA) 4
Where do Risks come from? Uncertain customer needs Potential safety risk Unclear operation standard Imperfect control plan Insufficient process capability Cumulative Risks Machine reliability Measurement variation Measurement (FMEA) Material variation Imperfect standard limits 5
Defects - Cause of Defects - defects during design stage out-of-normal during manufacturing process unsatisfied performance that can not meet customer needs dangerous state due to the lack of proper warning and training - Types Design Defects - affects the whole line Manufacturing Defects - Defects from raw material - Production mistake Service Defects - can’t meet the standards defined by the design and the customers Measurement (FMEA) 6
Benefits of FMEA • Improve product quality, reliability, and safety • Improve company image and competition • Increase customer satisfaction • Reduce product development time and cost • Reduce risks with documentation Measurement (FMEA) 7
Application of FMEA System FMEA : • applied to the analysis of system/subsystem during product planning and design stage in early development • focus: potential failure mode associated with system function Design FMEA : • before production, applied to product analysis • focus : product function Process FMEA : • applied to the analysis of manufacturing and assembly • focus : process input variable Big 3 (Chrysler, Ford, GM) Measurement (FMEA) QS 9000 8
2. Process FMEA � Usage � Contents A detailed document which identifies ways in which a process or product fails to meet critical customer requirements (Ys). A living document which lists all possible causes of failure (X) Ultimately captures the entire process Identifies failures from products or process due to X. Facilitates the documentation of a plan to prevent these failures. Used as a basic information from which a list of items for the control plan can be generated. Used to track necessary treatment to improve processes and identify priorities. Measurement (FMEA) 9
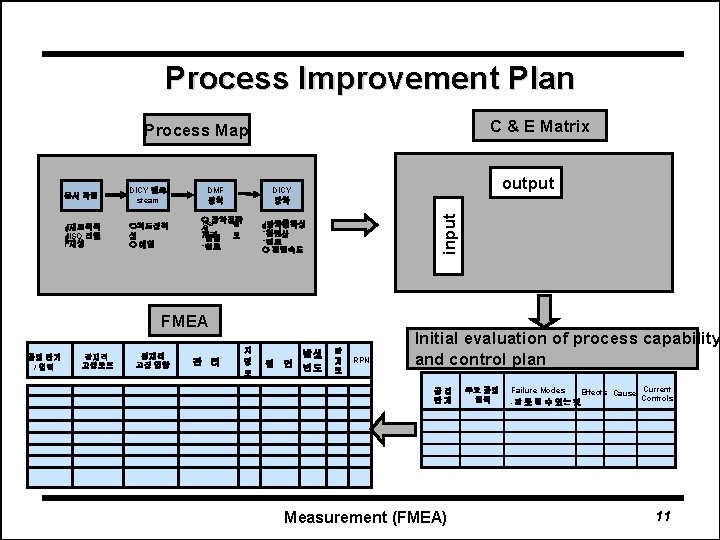
Purpose of Process FMEA • Helps to analyze new manufacturing process • Can identify defects of process control plan • Determine priorities of actions • risk analysis from process change • identify potential variables considered later • allows process design engineers understand current processes’ weak points and guides them to develop new manufacturing processes • steps for leaping Measurement (FMEA) 10
Input and Output Elements of FMEA Output Input • Process Map • C & E Matrix • Risk Analysis • action statement to find out failures, identify causes, and prevent failures • record solutions • Process History Measurement (FMEA) 12
3. When to create FMEA General Points - - System FMEA - after system functions are defined - before specific H/W is selected design new system, product, and process, or new technology is introduced • Design FMEA when an existing design - after product function is defined or process is changed - before design is approved when applied to a new application or • Process FMEA environment - when preliminary product drawing is complete and related process flow is developed Measurement (FMEA) 13
FMEA Execution Table Comments) Since FMEA is a Living Document, its completion means that it becomes the basis for the input to the next level. It never means it is finished. Measurement (FMEA) 14
4. Preparation • Confirmation of purpose – product quality, reliability, safety improvement – setup analysis and test method for the intended design – risk analysis and reduced warranty cost – evaluation of product design – documentation of past experience – increased customer satisfaction – reduced product development time and cost • Who: – project team – person who has a role in defining, executing, or changing process • operators • maintenance technicians • engineers • supervisors • managers • design engineers • etc. Measurement (FMEA) 15
• Collect necessary info. • Preparation for proper block diagram – past documentation of similar product or process – A/S data of similar products – design standard and parameter check list guide, rules – related technology advancement status check – test results analysis – customer requirements – specification list of basic functions – predicted environment and conditions for use – government and safety regulations – related standards – System FMEA • hierarchical block diagram – create a tree diagram of subsystem that makes up for product, assembly, module, parts, and components • function block diagram – shows flow relations between components for successful operation of product • reliability block diagram – shows dependence or independence relations in terms of reliability – Process FMEA • Process map • C&E matrix Measurement (FMEA) 16
FMEA Definitions System : combination of subsystems that has all functions to accomplish required duty Subsystem : a portion of a system, where it shares the system’s role and accomplishes the functions of the system Measurement (FMEA) 17
Component : represents functional and assembly part that form system or subsystem functional part : a few to hundreds of parts joined, and itself performs independent and general functions assembly : 2 or more parts joined, and functions as a subsystem part : an object which is not disassembled if not broken down. Has a given characteristics by the design. Measurement (FMEA) 18
Formation of a System Subsystem Component System Subsystem Functional part Assembly Part Component Subsystem Measurement (FMEA) 19
Important Terms of FMEA (1) Failure Mode Effect • a process fails to perform its intended function. • If not found during processing, it will eventually give undesirable effect to the customer. - related to defects - process input variable that deviates from standard - Any matters that a operator determines as a failure mode • effect that reaches to the customer • target : - outside customer - following process Measurement (FMEA) 20
Types of a Failure Mode • defects during design - defects that can be seen as inherent to the design principle - absent or missing engineering drawing • defects during manufacturing - manufacturing defects - assembly mistake • defects during quality control - insufficient inspection or mistake - improper process control • defects during use - wrong operation - use under different pattern to the design condition • defects during storage - mistake from storage - absent of storage manual Measurement (FMEA) 21
Important Terms of FMEA (2) Cause Current Controls • origin of process change that causes failure mode • cause examination : give preference to the failure mode with highest fatality • failure mode and cause examination, and systematic method to prevent failure in advance • prevention : Fool Proof design Fail Safe design • control : audit, check list, inspection, lab test, training, prevention, etc. Measurement (FMEA) 22
FMEA Preparation Procedures • Define system function - confirm and define the system function which FMEA performed on • Decision of decomposition level of the system -decision of decomposition level and degree of the system -decide up to which level it is considered as a component System Subsystem Assembly Part Single part Measurement (FMEA) Single part 23
• Block Diagram Generation - Generation of functional block diagram of a ystem - method : following the operations of a system, link the part serially if the part fails the system also fails, link parts parallel if several parts fails the system fails. - two types 1. By function 2. Write out fatal failure, medium failure, light failure Measurement (FMEA) 24
기능별 블록 다이어그램 예 Electric refrigerator Cooling function Control function Storage function Cooling Condenser Compress or Heat exchanger Cooling Condenser Compresso r Measurement (FMEA) 25
FMEA Methodology : start with C&E Matrix • Merit : C&E matrix helps problem definition - customer’s critical requirements - process input that gives potential effect to the customer requirements - assign priority to major process input variables that affect output variable • C & E Matrix offers quantitative measures that can be used to determine the severity of FMEA Measurement (FMEA) 26
5. Process FMEA creation procedures Step 1. Basic item entry – FMEA number • tracking – First target date • initial FMEA duty completion date – FMEA type • analysis level • applicable process – process responsibility (department) – prepared by • name • contact – related product model name – Origination date • first origination date • final correction date fill in all together – team member list all team member’s • name • contact Measurement (FMEA) 27
Step 2. List process functions - list process function clear and short (noun + verb) - list separately if several functions Measurement (FMEA) Current process control status detection Potential cause occurrence (process defects) ranking potential failure mode potential severity # process step effect (process function) Load bracket 1 and housing into fixture R P N 28
Step 3. List potential failure mode Current process control status detection Potential cause occurrence ranking Load bracket 1 and housing into fixture severity # process step potential failure mode potential effect (process function) (process defects) R P N Unfit part size Inexact load List all potential failure modes (incorrect operation) that can occur under actual operation environment (temp, moisture, dust, vibration, etc) Measurement (FMEA) 29
FMEA Model Causes Failure modes (detection) Effects material or process input process step outside customer, following process Controls Measurement (FMEA) 30
Step 4. List potential effects Current process control status detection Potential cause occurrence ranking Load bracket 1 and housing into fixture severity # process step potential failure mode potential effect (process function) (process defects) R P N Unfit part size Process delayed Inexact load Unable to final assembly • extent of effects recognized by internal or external customers. • dangers that can affect safety or regulations, etc. Measurement (FMEA) 31
Relations between failure mode and effects Failure mode 1 effect 1 Failure mode 2 effect 1 Failure mode 1 effect 2 Failure mode 1 Failure mode 2 effect 1 Failure mode and effect is not a 1 to 1 relations. Measurement (FMEA) 32
Step 5. List Severity Ranking Unable to final assembly Current process control status detection Inexact load Process delay Potential cause occurrence Unfit part size ranking Load bracket 1 and housing into fixture severity # process step potential failure mode potential effect (process function) (process defects) R P N 2 8 • severity ranking of potential effects • each failure mode has only one severity ranking (the most severe effects) Measurement (FMEA) 33
Severity Ranking Guidelines • – – • • Moderate convenience item(s) inoperable 2 points – Very Minor – finish defect noticed by discriminating customers 6 points – – 3 points – Minor – finish defect noticed by average customers Very High major disruption to product line High minor disruption to product line customer dissatisfied 4 points – Very Low – Defect seen by most customers 7 points – – – • • • 8 points – – • Hazardous with warning conflict with safety or government regulations with warning 5 points – Low – convenience item(s) operable at reduced level of performance Hazardous without warning conflict with safety or government regulations without warning 9 points – – • • 10 points • 1 points – None Measurement (FMEA) 34
Step 6. List potential cause and failure mechanism 2 Inexact load Unable to final assembly 8 Incoming part dim out of print 3 Operator error 5 Current process control status detection Process delay Potential cause occurrence Unfit part size ranking Load bracket 1 and housing into fixture severity # process step potential failure mode potential effect (process function) (process defects) R P N • weakness point • list all possible causes of potential failure mode. • Through repeated what? and why? Questions, list fundamental causes • In order to find fundamental causes, can use cause and effect diagram or FTA. Measurement (FMEA) 35
Step 7. List rankings • Used to classify special • Reversed triangle product characteristics representation – characteristics necessary – used for characteristics for additional process whose severity is greater control. than 8. – characteristics that affect – possible to use for safety. characteristics whose – characteristics specified severity is between 4 and in government 8 regulations. • Usage and Fill-in – to reflect company standards or procedures – first list severity ranking and failure cause then – filled in by the FMEA leader Measurement (FMEA) 36
Step 8. Occurrence Ranking Guidelines • 5 points • 10 points – 1 in 400 – 1 in 2 – failure is almost inevitable • 9 points – 1 in 3 • 8 points – 1 in 8 – repeated failures • 7 points – 1 in 20 • 6 points – 1 in 80 – occasional failures • 4 points – 1 in 2, 000 • 3 points – 1 in 15, 000 – relatively low failures • 2 points – 1 in 150, 000 • 1 points – 1 in 1, 500, 000 – unlikely failures Measurement (FMEA) 37
Step 9. List current process control status Inexact load Process delay 2 Unable to final assembly 8 Current process control status detection Unfit part size occurrence Load bracket 1 and housing into fixture ranking defects) severity # process step potential failure mode potential effect (process function) (process 3 Receiving inspection 6 5 100% visual inspection 4 Potential cause Incoming part dim out of print Operator error R P N • current control items to eliminate causes of potential failure modes • preventive items • find causes for corrections • find failure mode itself Measurement (FMEA) 38
Step 10. Detection Ranking Guidelines • • • 10 points – Absolute Uncertainty – unable to detect causes and related failures with current controls 9 points – Very Remote – very unlikely to detect causes and related failures with current controls 8 points – Remote – unlikely to detect causes and related failures with current controls 7 points – Very Low – low possibility to detect causes and related failures with current controls 6 points – Low – low possibility to detect causes and related failures with current controls • • • 5 points – Moderate – average possibility to detect causes and related failures with current controls 4 points – Moderately High – above average possibility to detect causes and related failures with current controls 3 points – High – high possibility to detect causes and related failures with current controls 2 points – Very High – very high possibility to detect causes and related failures with current controls 1 points – Almost Certain – sure to detect causes and related failures with current controls Measurement (FMEA) 39
prevention Causes FMEA Model detection Failure Mode (Analyze) detection Effects detection Material or process input process step Outside customer, following process Control Which is an optimal status? Measurement (FMEA) 40
Step 12. Take action – very important to finish – RPN = severity ranking this part, track, and confirm * occurrence ranking – detection ranking * detection ranking • improvement through – focus on failure mode process confirmation and verification with the highest RPN – occurrence ranking – For failure mode with a • Improvement through not so high RPN, but with process change high severity, pay special – severity ranking attention. Step 11. Fill in RPN • improvement through process change and failure mode elimination. Measurement (FMEA) 41
Risk Priority Number • RPN : outcome from FMEA • RPN calculation: • potential failure mode • effect of failure mode • possible to find failure mode before a product is delivered to the customer. Measurement (FMEA) 42
RPN Calculation RPN = Severity * Occurrence * Detection Effects Causes Controls • possible to add other items • RPN doesn’t have a value inherent to product category. Measurement (FMEA) 43
RPN Ranking Example Measurement (FMEA) 44
Step 13. Assign responsibility - responsible person Step 14. Actual action date - items acted upon actually - date Step 15. RPN recalculation . contact. department - expected completion date Applied actions BB 2000/1/15 Attribute Sampling single sampling inspection detection Person and target date occurrence Need statistical tools severity Recommended actions - severity - occurrence - detection find RPN after recalculating it. R P N Fill in numbers changed after recommend actions have been tak Measurement (FMEA) 45
Quiz! • Complete the following table : 5 minutes • Discuss about the results : 10 minutes Measurement (FMEA) 46
Quiz! (Results) optimal status no action guaranteed control failure not reaching the customer no action failure reaching the customer frequent failure, detection, cost action frequent failure, reaching the customer action Main effect from frequent failure action Big problem action Measurement (FMEA) 47
Taking Actions against RPN Value • Necessary to establish improvement actions if RPN is greater than 100 or Ranking of Failure Occurrence, Severity, or Detection is greater than 8 • Mark star (*) in the applicable items in FMEA • If it is not necessary to plan improvement actions, mark NOR (Not Requirement) in the applicable item. Measurement (FMEA) 48
6. Process FMEA Check List • • Preparation – FMEA team formed? – Background information confirmed? • Process Map – Process map generated? – Ys for each process step listed? – Xs for each process step listed? • Fundamental items – fundamental items filled in? • Fill in function – each operation’s function listed clearly? Failure Mode – does it explain why this failure mode results in parts being out of specification? – Did you list the part characteristics which resulted from failure mode? – Are inspection and test related items included in failure modes? ? • Defective part received • Qualified parts rejected – If failure mode passes bad effects to the following process, • Is the failure mode identified as the cause of the following operation? • Is the failure of the following operation identified? Measurement (FMEA) 49
• • Effect of Failure – Is it considered the dangerous effects of machine, operator, and final customers? – Are the effects of the following lines listed? • Later operation • next user and final customer • transport method • government regulations Cause of Failure/ Mechanism – Is there a confirmation of the possible failures in the process? – Is it presented as features requiring correction or control? – Are process characteristics considered? – Is there a consideration for design weakness? – Are materials and subparts for each operation considered? – Is there a consideration for the operators’ work? • • Current control status – Is it ready to detect defectives? – Can it detect defectives before the completion of operation? – Can you tell whether it is for detection or prevention? Severity Ranking – Is it sorted according to the highest severity effects of failure mode? – Does it conflict to extent of the effect to customers? Occurrence Ranking – Is it ranked, considering preventive control? Detect Ranking – Is it determined based on the possibility that the current control can detect it before the completion of the operation? Measurement (FMEA) 50
• • Ranking Classification – Is it confirmed the main characteristics and its special control? – Are the main characteristics represented by the reversed triangle? – Are the main characteristics understood as process or part characteristics? – Are the main characteristics and its special control notified to the design manager? RPN – Is RPN sorted according to the highest order? • Warning – Is the action to reduce fatal defects of the main characteristics considered? – Is special control to the main characteristics considered? – Are all main characteristics considered? – Is treatment action related to the failure mode that has the highest RPN? – Are persons responsible for the warning treatment and the time limit specified? – Is preventive action considered first? – Is action to eliminate or reduce the occurrence of dangerous failure mode considered? Measurement (FMEA) 51
FMEA (Example) - 1 Following FMEA procedures. . . Main process input variable : scale accuracy, steam heat DICY tank Process step Steam heat DICY tank Main process input Failure mode Effect Cause Control scale accuracy Measurement (FMEA) 52
FMEA (Example) - 2 • Input failure mode based on the main process input variable Process Main process step input Steam heat DICY tank scale accuracy Failure mode Effect Cause Control scale > 0 scale inaccuracy scale out of zero setting Measurement (FMEA) 53
FMEA (Example) - 3 • List effects due to failure mode Process Main process input step Steam heat DICY tank scale accuracy Failure mode Effect scale > 0 low DMF recharge scale inaccuracy scale out of zero setting Cause Control high DMF recharge wrong DMF recharge Measurement (FMEA) 54
FMEA (Example) - 4 • List cause of the failure mode Process Main process input step Steam heat DICY tank scale accuracy Failure mode scale > 0 scale inaccuracy scale out of zero setting Effect Cause Control low DMF recharge water in Jacket high DMF recharge Tank delay wrong DMF recharge Measurement (FMEA) unstable scale 55
FMEA (Example) - 5 • List current control methods to each cause Process Main process input step Steam heat DICY tank scale accuracy Failure mode scale > 0 scale inaccuracy scale out of zero setting Effect Cause Control Jacket: Visual low DMF recharge water in Jacket check(SOP 5681) high DMF recharge wrong DMF recharge Tank delay unstable scale Visual check (SOP 5681) None FMEA confirms initial defects in control. Measurement (FMEA) 56
FMEA (Example) - 6 Process Main process input step Steam heat DICY tank scale accuracy Failure mode scale > 0 scale inaccuracy scale out of zero setting DMF installation accurately Effect Cause Control Jacket: Visual low DMF recharge water in Jacket check(SOP 5681) high DMF recharge wrong DMF recharge Tank delay unstable scale Visual check (SOP 5681) None wrong DMF recharge Measurement (FMEA) 57
FMEA (Example) - 7 Process Main process input step Steam heat DICY tank scale accuracy Failure mode scale > 0 scale inaccuracy DMF installation accurately Effect Cause Control Jacket: Visual low DMF recharge water in Jacket check(SOP 5681) high DMF recharge scale out of zero setting wrong DMF recharge Extent to out of print Measurement (FMEA) Tank delay unstable scale Visual check (SOP 5681) None 58
FMEA (Example) - 8 Process Main process input step Steam heat DICY tank scale accuracy Failure mode scale > 0 scale inaccuracy DMF installation accurately Effect Cause Control Jacket: Visual low DMF recharge water in Jacket check(SOP 5681) high DMF recharge scale out of zero setting wrong DMF recharge Extent to out of print Tank delay unstable scale Visual check (SOP 5681) None Broken apparatus Out of SOP standards Measurement (FMEA) 59
FMEA (Example) - 9 Process Main process input step Steam heat DICY tank scale accuracy Failure mode scale > 0 scale inaccuracy DMF installation accurately Effect Control Cause Jacket: Visual low DMF recharge water in Jacket check(SOP 5681) high DMF recharge scale out of zero setting wrong DMF recharge Extent to out of print unstable scale None Maintenance repair Broken procedure (SOP 5821)/ apparatus visual check Out of SOP standards Measurement (FMEA) Visual check (SOP 5681) Tank delay Operator certificate/ process audit 60
FMEA (Example) - 10_1 • assign ranking to each severity, occurrence, and detection • RPN calculation Process steps/ Failure mode input Steam heat DICY tank/ scale accuracy DMF charge/ DMF accurate installation Effect severity Cause Occurrence control Detection RPN low DMF charge 3 Water in Jacket 2 Jacket: visual check (SOP 5681) 1 6 Scale inaccuracy High DFM charge 3 Tank delay 2 Visual check (SOP 5681) 3 18 Scale out of zero setting wrong DMF charge 3 9 54 Maintenance repair procedure (SOP 5821)/ 3 visual check 42 scale > 0 Extent to wrong DMF charge out of print Unstable scale 2 7 Broken apparatus 2 7 Out of SOP standard 5 Measurement (FMEA) None Operator certificate/ process audit 5 175 61
FMEA (Example) - 10_2 • Process steps/ Failure mode input DMF charge/ wrong DMF charge DMF accurate installation sort by RPN Effect severity Extent to out of print Steam heat Scale DICY tank/ out of zero setting wrong DMF charge scale accuracy DMF charge/ 7 3 Cause Occurrence Out of SOP standard Unstable scale 5 2 control Detection RPN Operator certificate/ process audit None 5 175 9 54 7 Broken apparatus 2 Maintenance repair procedure (SOP 5821)/ visual check 3 42 Steam heat DICY tank/ Scale inaccuracy High DFM charge scale accuracy 3 Tank delay 2 Visual check (SOP 5681) 3 18 Steam heat DICY tank/ scale accuracy 3 2 Jacket: visual check (SOP 5681) 1 6 DMF accurate installation wrong DMF charge scale > 0 Extent to out of print low DMF charge Water in Jacket Measurement (FMEA) 62
FMEA (Example) - 11 • decide necessary action (only for higher RPN) Process steps/ Failure mode input DMF charge/ wrong DMF charge DMF accurate installation Effect severity Cause Occurrence 7 Out of SOP standard 5 Extent to out of print Steam heat Scale DICY tank/ out of zero setting wrong DMF charge scale accuracy DMF charge/ 3 Unstable scale 2 control Detec. Necessary tion RPN action Operator certificate/ process audit None 5 175 Full proof design 9 54 Daily checkup scale function 7 Broken apparatus 2 Maintenance repair procedure (SOP 5821)/ visual check 3 42 Steam heat DICY tank/ Scale inaccuracy High DFM charge scale accuracy 3 Tank delay 2 Visual check (SOP 5681) 3 18 Steam heat DICY tank/ scale accuracy 3 2 Jacket: visual check (SOP 5681) 1 6 DMF accurate installation wrong DMF charge scale > 0 Extent to out of print low DMF charge Water in Jacket Measurement (FMEA) 63
FMEA (Example) - 12 • proper action and documentation • RPN recalculation cause Occurrence control Out of SOP standard 5 Operator certificate/ process audit Unstable scale 2 Broken apparatus Tank delay Water in Jacket Detection RPN Necessary action Resp. Occur-Detec. Action taken severityrence tion RPN automatic DMF recharger 8/96 5 175 Full proof design None 9 54 Daily checkup scale function 2 Maintenance repair procedure (SOP 5821)/ visual check 3 42 0 2 Visual check (SOP 5681) 3 18 0 2 Jacket: visual check (SOP 5681) 6 0 1 SZ 7 1 2 0 PQ Measurement (FMEA) 14 64
FMEA Approach • Method 1 : Focus of C & E Matrix - Start with the main input factor with the highest point in C & E Matrix analy - Fill in the worksheet the above input factors. - Calculate RPN, then develop control methods for the failure mode with the highest RPN. - Complete process FMEA for all other input factors. • Method 2 : Focus of FMEA itself - Fill in the worksheet failure mode and effects. - List causes of failure mode with the highest Severity ranking, and evaluate possibility of occurrence. - Evaluate current control status for high value of (severity X occurrence). - Develop control methods for the item with the highest RPN. Measurement (FMEA) 65
• Method 3: Total Approach - Good approach for small processes. - List in the worksheet from start process to finish process. - Calculate severity, occurrence, and detection ranking for all causes. - Develop control methods for the item with the highest RPN. • Method 4: Super Focused - Generate Pareto chart and sort out main defects items or failure modes - FMEA focuses on defects or failure modes. - Purpose : disappearance of failure modes Measurement (FMEA) 66
Catapult Device 1 2 Ball type Golf ball Table tennis ball Pin position 1 1 2 2 Hook position 3 4 Number of rubber bands (1 - 3) Stop position 2 1 3 Throwing angle 4 5 6 Measurement (FMEA) 67
Measurement (FMEA) 68