Fascon Corporation Steven Fang Nov 20 2013 sfangfascon








- Slides: 20
細說螺紋 Fascon Corporation 豐士康有限公司 Steven Fang 方君偉 Nov. 20, 2013 sfang@fascon. com
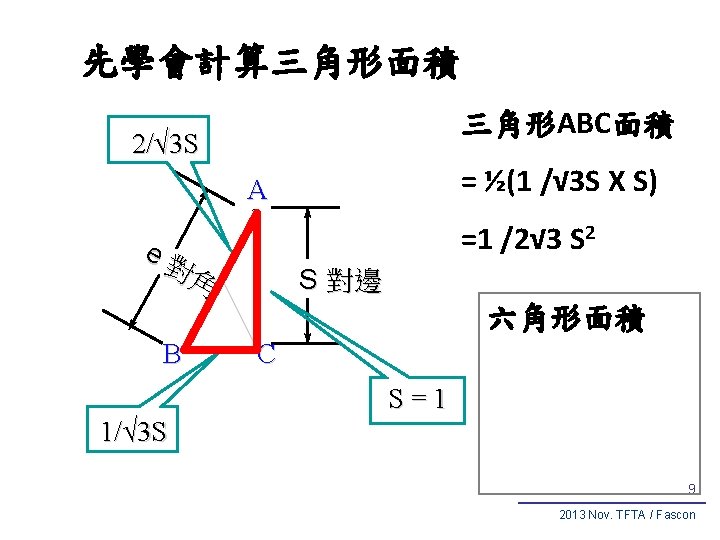
維基百科 - 畢氏定理 2 2 2 a +b =c 3 2013 Nov. TFTA / Fascon
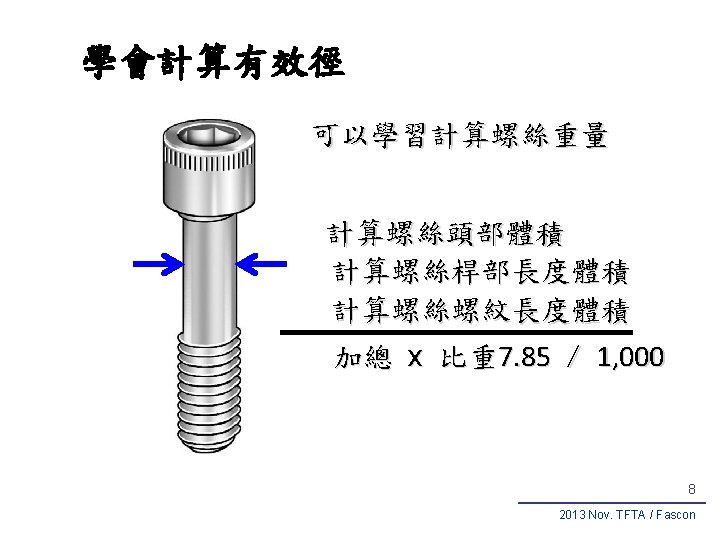
螺紋長度LT 6 2013 Nov. TFTA / Fascon
螺紋有效徑計算公式 Nut thread 螺距 P 1/8 H 3/8 H { 1/2 H ( 1/4 H 外陽 徑螺 紋 大 徑 有 孔陰 效 螺 徑螺 徑 絲 紋 Major Dia. 小 徑 Pitch Dia. 螺 Minor Dia. 帽 ) H 60 o ) H = 0. 866025 P Pitch Dia. = D - 2 X 3/8 H = D - 3/4 X 0. 866025 P =D- ( Bolt thread 10 2013 Nov. TFTA / Fascon
螺紋有效徑計算公式 Nut thread 螺距 P 1/8 H 3/8 H { 1/2 H ( 1/4 H 外陽 徑螺 紋 大 徑 有 孔陰 效 螺 徑螺 徑 絲 紋 Major Dia. 小 徑 Pitch Dia. 螺 Minor Dia. 帽 ) H 60 o ) ( 範例 : M 6 x 1. 0 Pitch Dia. = D - 2 x 3/8 H = D – 0. 6495 P = _____ 11 2013 Nov. TFTA / Fascon
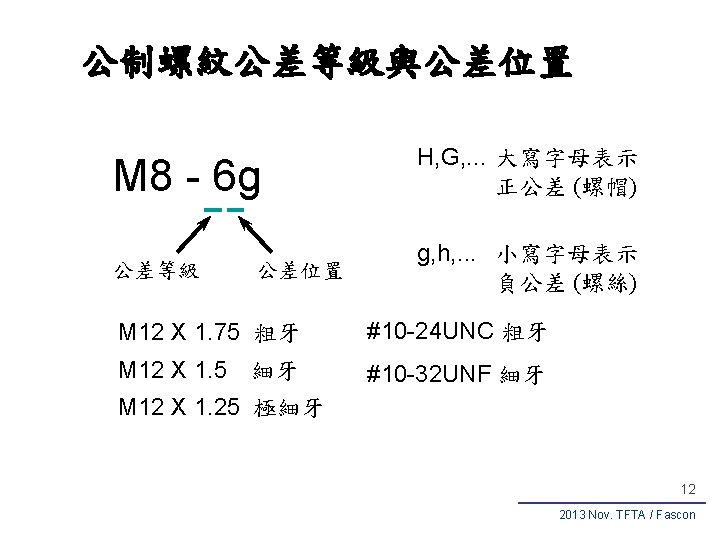
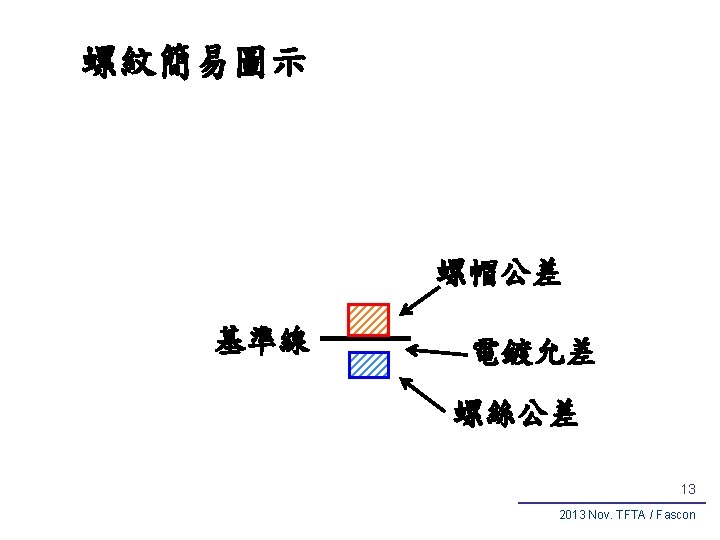
公制螺紋公差位置 Nut thread -60 e 6 e Bolt thread 5 H -40 f 6 H 7 H -26 g 電鍍餘隙 Allowance 4 h 6 g 8 g 例如: M 6 X 1. 0 14 2013 Nov. TFTA / Fascon
以下哪些產品需要做烘烤除氫 Chipboard screws 塑板螺絲 case hardened, zinc plated Self drilling screws 鑽尾螺絲 case hardened, zinc plated Hex keys 六角扳手 鉻釩鋼, min. HRC 52 Hex nuts 六角螺帽 Class 10, zinc paled 16 2013 Nov. TFTA / Fascon
Hydrogen relief 烘烤除氫 FORD engineering material specification WSS-M 99 A 3 -A 去除氫離子表 製程 硬度 去除氫離子 磷酸鹽處理 > 353 HV (35 HRC) 1. Within 4 hours after coating 2. bake at 110 0 C for 1 hour. 機械鍍鋅 > 353 HV (35 HRC) 1. Within 4 hours after coating 2. bake at 110 0 C for 1 hour. 電鍍 > 353 HV (35 HRC) 1. Within 1 hour after plating 2. Bake at 200 0 C min. 4 hours > 390 HV (39 HRC) 儘量避免電鍍 19 2013 Nov. TFTA / Fascon