ENGR 480 Manufacturing Systems Spring 2010 ENGR 480




")











 ; (STOCK: ALUM")
 ; G 00 T 1010")
 ; (USE 2. 0")
![; ; (FINISH OD 20. 3 MM) ; N 3 G 00 X[#500+0. 5]](https://slidetodoc.com/presentation_image_h/172be67b7da8805141c0ada7de412b88/image-32.jpg "; ; (FINISH OD 20. 3 MM) ; N 3 G 00 X[#500+0. 5]")
![; ; (CUTOFF) G 00 T 1010 G 00 X[#500+2. 0] G 00 Z-3.](https://slidetodoc.com/presentation_image_h/172be67b7da8805141c0ada7de412b88/image-33.jpg "; ; (CUTOFF) G 00 T 1010 G 00 X[#500+2. 0] G 00 Z-3.")
- Slides: 33
ENGR 480 Manufacturing Systems Spring 2010
ENGR 480 Manufacturing Systems • MWF 10: 00, Lab Tue 2: 00 • Read Syllabus for other info
Our Manufacturing Company Flash. Of. Genius Inc
Lathe Coordinate System
Workpiece Zero Point • Coordinate system zero point is – centerline of spindle (X) • with normal spindle rotation, machining is in +X – back face of part • +Z is machining part • X dimensions are diameter, not radius
Workpiece Zero Point
Workpiece Zero Point + X=0 - Z=0 + Stock is 50 + 10 mm by 38. 1 mm diam.
Z=0
Absolute Programming • • • Point 1 : Point 2: Point 3: Point 4: Point 5: X 40. 0 Z 90. 0 X 50. 0 Z 85. 0 X 50. 0 Z 40. 0 X 80. 0 Z 40. 0 X 100. 0 Z 30. 0
Incremental Programming • In incremental programming, only the change in X and Z are given. Change in X is U, change in Z is W. • ONLY USE FOR MOVING AWAY FROM PART, NOT CUTTING! • Point 1: X 40. 0 Z 90. 0 • Point 2: U 10. 0 W-5. 0 • Point 3: W-45. 0 • Point 4: U 30. 0 • Point 5: U 20. 0 W-10. 0
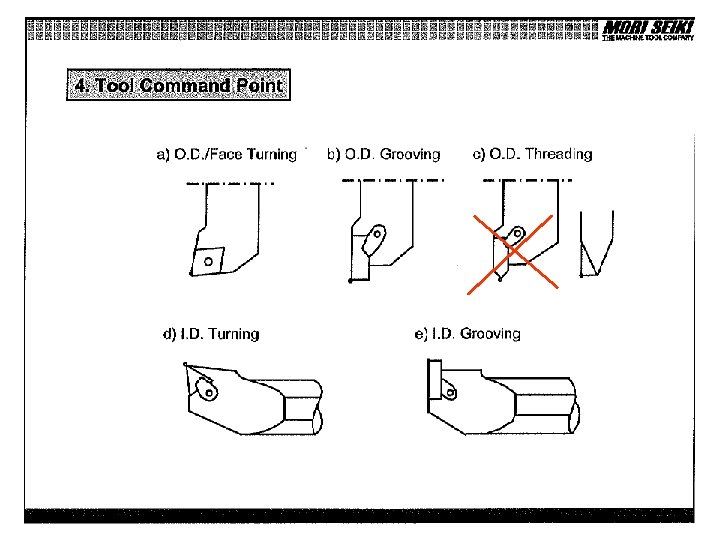
Lathe Tooling • • Turning Boring OD Grooving ID Grooving Face Grooving OD Threading ID Threading
CNC Lathe Programming
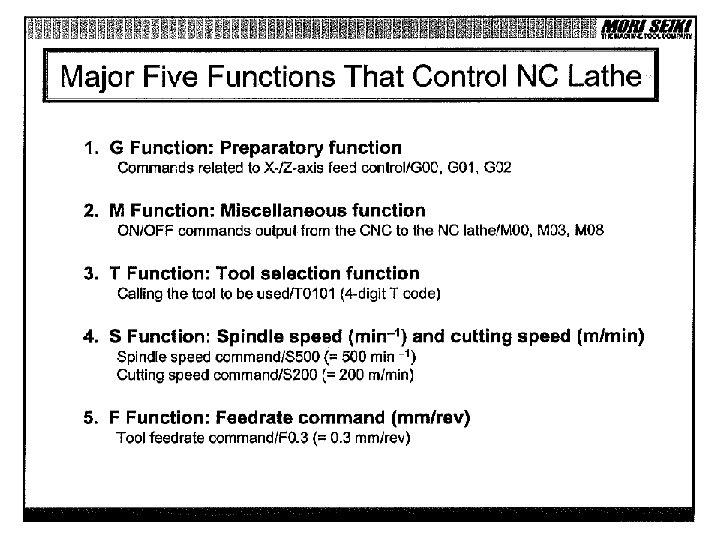
G-Codes for Turning
G-Codes for Turning
M-Codes for Turning
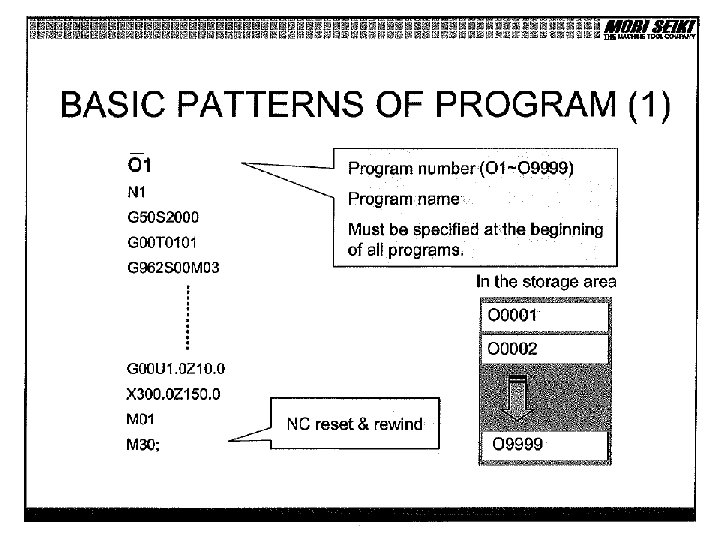
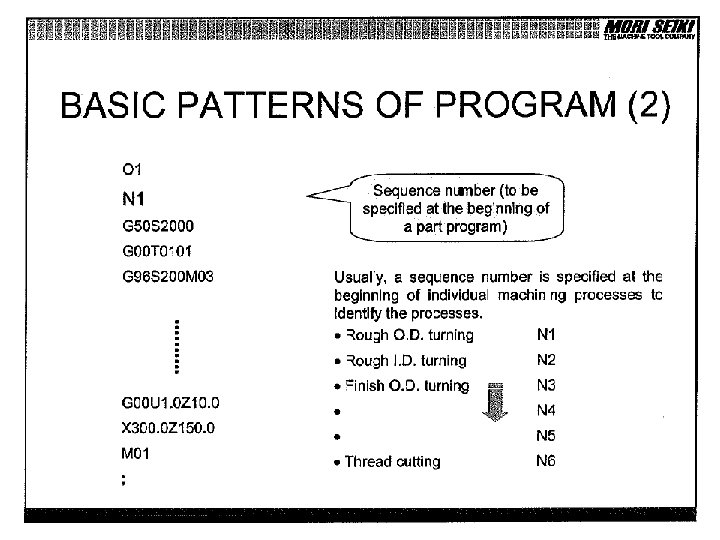
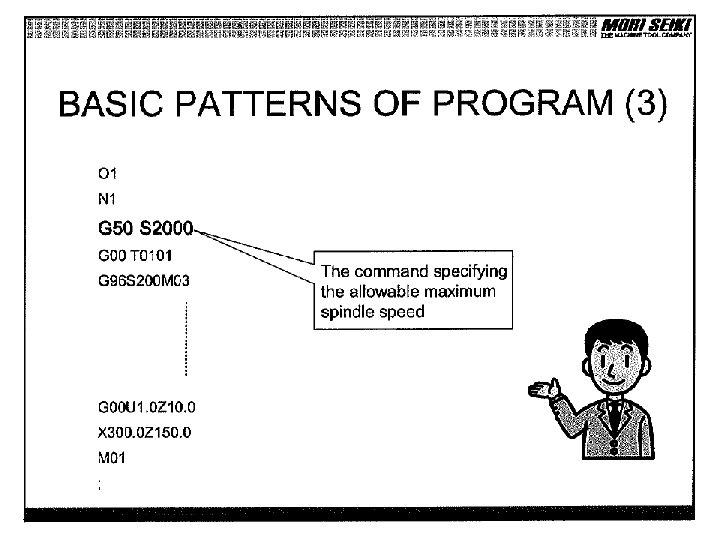
Example Program % O 1 ; (EXAMPLE PROG - TURN PLUG) ; (STOCK: ALUM 1. 5" X 17 MM + 10 MM) ; (ALUM CUTTING SPEED: 75 M/MIN ROUGH, 185 M/MIN FINISH) ; ; (VARIABLES) #500=38. 1 (STOCK DIAMETER) #501=17. 0 (STOCK LENGTH) #502=75. 0 (SURFACE M/MIN) #503=0. 4 (ROUGH FEED: MM/REV) ; N 1 G 54 (WORK OFFSET) G 21 (METRIC) G 28 U 0 W 0 (GO HOME) G 50 S 2000 (MAX SPINDLE SPEED)
; ; (FACE WITH PARTING TOOL AND SPEED LIMITING) ; G 00 T 1010 (CUTOFF TOOL) G 50 S 1000 (CLAMP SPEED AT 1000 RPM) G 96 S#502 (CONST SURF SPEED) G 99 (FEED PER REV) ; M 03 (SPINDLE ON, NORMAL DIR) G 00 Z#501 (INITIAL Z POSITION) G 00 X[#500+1. 0] (INITIAL X POSITION) M 08 (TURN ON COOLANT) G 01 X-0. 1 F 0. 1 (FACE FROM OUTSIDE DOWN TO -0. 1) G 01 Z[#501+1. 0] F 1. 0 (MOVE OFF FROM FACE) M 09 (TURN OFF COOLANT) M 05 (TURN OFF SPINDLE) G 28 U 0 W 0 (RETURN TO HOME) M 01 (OPTIONAL STOP)
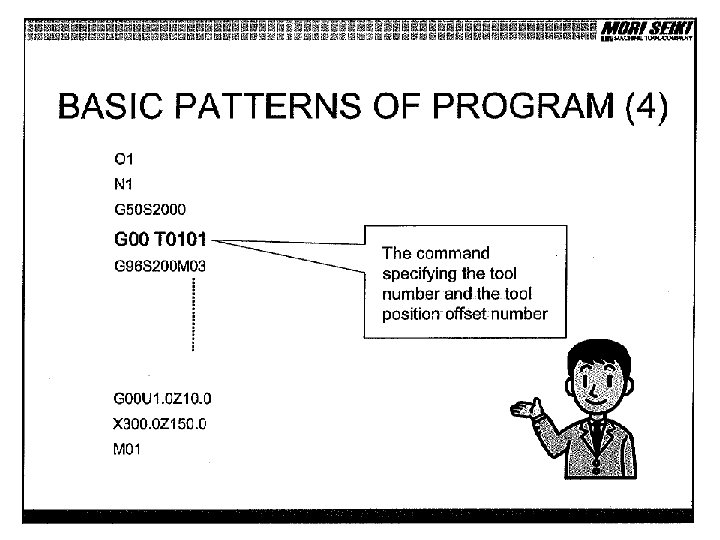
; ; (ROUGH OD 38. 0 TO 20. 5 MM) ; (USE 2. 0 MM DOC -> 8 PASSES) ; N 2 G 00 T 0101 (55 DEG DIAMOND TOOL, TOOL 1) G 50 S 2000 (CLAMP SPEED AT 2000) G 96 S#502 (CONST SURF SPEED) G 99 (FEED PER REV) G 00 X[#500 + 0. 5] Z#501 (INITIAL POINT FOR ROUGHING) M 03 (SPINDLE ON) M 08 (TURN ON COOLANT) G 00 X 36. 0 Z#501 G 01 X 36. 0 Z 5. 5 F#503 (FIRST PASS) G 01 X[#500+0. 5] F#503 (RETRACT X) G 00 Z#501 (RETRACT Z) G 00 X 34. 0 G 01 X 34. 0 Z 5. 5 F#503 (SECOND PASS) G 01 X[#500+0. 5] F#503 G 00 Z#501 G 00 X 32. 0 G 01 X 32. 0 Z 5. 0 F#503 (THIRD PASS)
; ; (FINISH OD 20. 3 MM) ; N 3 G 00 X[#500+0. 5] G 00 Z#501 G 00 X 20. 3 G 01 X 20. 3 Z 5. 0 F 0. 1 G 01 X[#500+0. 5] F 0. 1 G 00 Z#501 M 09 M 05 G 28 U 0 W 0 M 01
; ; (CUTOFF) G 00 T 1010 G 00 X[#500+2. 0] G 00 Z-3. 0 (CUTOFF BLADE IS 3. 0 MM WIDE) M 03 M 08 G 50 S 1000 (CLAMP SPEED AT 1000 RPM) G 96 S#502 (CSS) G 01 X-0. 1 F 0. 05 (CUTOFF) G 01 X[#500+2. 0] F 4. 0 (RETRACT) M 09 M 05 G 28 U 0 W 0 M 30 (END PROGRAM) %