eliklere uygulanan Isl lemler Prof Dr Adem BAKKALOLU

Çeliklere uygulanan Isıl İşlemler Prof. Dr. Adem BAKKALOĞLU 2014 -2015


Çeliklere diğer bir iyi özellik kazandırma yolu da ısıl işlemlerdir. Çeliklerin %95’i ısıl işlem uygulanarak kullanılır.

Sertleştirme işlemi, öncelikle çelik parçanın östenit faz sıcaklığına kadar ısıtılması ve bu sıcaklıkta belli bir sure tutularak uygun bir oramda hızla soğutulması işlemidir. Östenit sıcaklığında tutma süresini, çelik parçanın östenit fazda homojen bir yapıya ulaşması belirler ve bu sure çeliğin kimyasal bileşimine bağlı olarak değişir. Östenit faz sıcaklığında homojenliği sağlamak için yeterli sure bekletilmiş çelik parça, yüksek hızla soğutulursa martesite dönüşür. Dönüşüm esnasında çeliğin kristal yapısında yüzey merkezli kübikten hacım merkezli tetragonal kristal yapısına değişiklik olur. Hacim merkezli tetragonal kristalin boyutlarındaki oran (c/a oranı), çeliğin kimyasal bileşimindeki karbon miktarındaki artışa bağlı olarak büyür. Martensit sertliğinin esası çeliğin kristal yapısındaki bu değişikliktir. Ostenitin martensite dönüşümünün birkaç önemli karakteristiği vardır bunlar. • Dönüşüm, difüzyonla değil, bir kayma hareketi sonucudur. • Kimyasal bileşiminde bir değişiklik olmaz. • Dönüşüm sadece sıcaklık azalmasına bağlıdır. Soğuma durursa dönüşümde durur.

Martenzit Nasıl Teşekkül Eder ? Sertleştirme: Çeliklerde hızlı soğuma sırasında demir atomlarının arasına C atomları girince martenzit içindeki C atomları hapsolur ve kafesi zorlar. Ne kadar çok karbon olursa kafes o kadar çok zorlanır. Bu nedenle martenzit sertliği C miktarına bağlıdır. Kafes yapısında çözünmüş karbon atomları içiren KYM östenitten, yavaş soğuma sonucu ferrit+perlit dönüşümü engellenerek, hızlı soğumayla, martenzit oluşturma işlemidir. ƳKYM → ΜTHM

Fe atomları C atomları Bu haldeki yapıyı ani soğutursak C sıkışır kalır. Yer değiştiremez ve difüzyonsuz olarak yapı dönüşmesi oluşur buna kafes katlanması denir. Eğer C olmasaydı olacak yapı aşağıdaki şekilde olurdu.
 meydana gelir. Kübik sistem γKYM →")
C’un meydana gelen yapıya girmesiyle uzama (genişleme, çarpılma) meydana gelir. Kübik sistem γKYM → MTHM sisteme dönüşür. Martenzitik yapıyı elde etmek istiyorsak soğuma hızını, kritik soğuma hızının üzerinde seçmeliyiz. Sertlik artışı dolayısıyla martenzit oluşumu, dokuda bulunan karbon miktarıyla doğrudan bağlıdır. Karbon miktarı, %0. 8’den yukarı çıkarsa sertlikte artık artış görülmez.

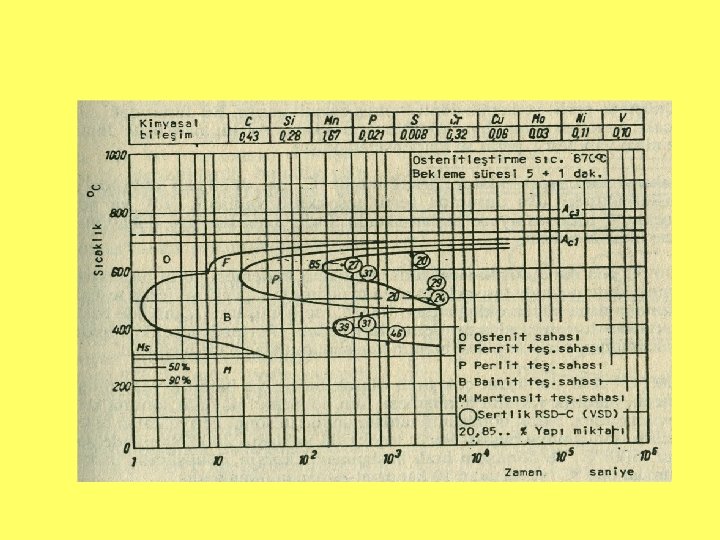
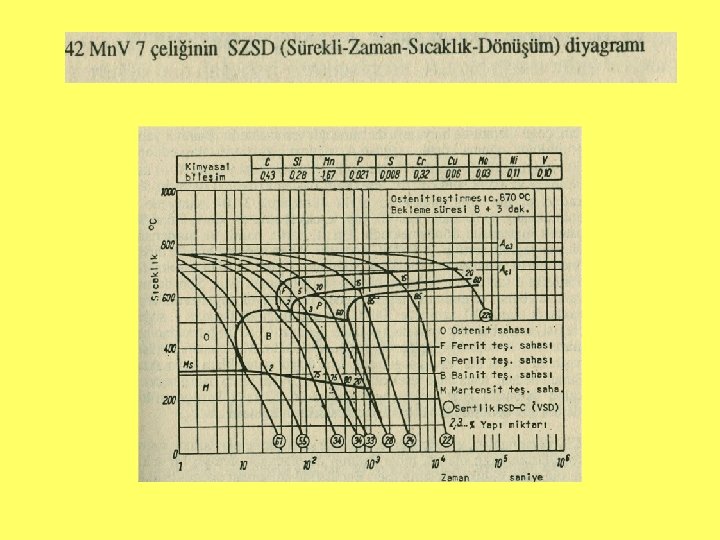
Sertleştirme İçin Yapılan Soğutma İşlemi Bir çeliğin ostenitlestirme sıcaklığından soğutulması pratik olarak zaman- sıcaklık - dönüşüm diyagramlarıyla izah edilebilir bu diyagramlarda donuşum durumunda zaman ve sıcaklığa bağlı olarak verilir. Bu tip diyagramlara Amerikan literatürleri TTT diyagramı ( Time-Temperature-Transformation) veya S ergisi adını verir. S ergisi; östenit dönüşümünün belirli bir sıcaklıkta meydana gelmesi halinde , çeşitli sıcaklıklarda ostenitin ayrımsaya başladığı ve ayrışmanın tamamladığı sureler ile , sıcaklık arasındaki iliksiyi ve donuşum ürünlerini gösteren grafiktir. İzotermik Dönüşüm: Dönüşümün sabit sıcaklıkta meydana gelmesine izotermik donuşum denilmektedir. Dönüşümün esası; çeliğin östenitlestirme sıcaklığından ani olarak izotermik donumsun meydana geleceği sabit sıcaklığa kadar soğutmalı ve bu sıcaklıkta arzu edilen donuşum tamamlanıncaya kadar tutmak ve sonra tekrar parçayı oda sıcaklığına kadar soğumaya terk etmektir. Sürekli Soğutma: Muhtelif hızlarla sürekli soğutma yöntemidir. İzotermik soğutmadan farklı olarak sürekli soğutmada esas ostenitlestirilmis çeliğin genellikle oda sıcaklığında bulunan soğutma ortamı içerisine parçanın daldırılmasıyla, parça sıcaklığın ostenitlestirme sıcaklığından takriben oda sıcaklına kadar sürekli olarak düşülmesidir. Soğutma hızlı olursa martenzit yapı, yavaş olursa perlit-ferlit yapısı oluşur.

Ötektoid Çeligin “zamansıcaklık-dönüşüm” diyagramları a : Surekli soğuma sırasında donusum (kesik cizgiler egri ostenitin izotermik donusumunu gostermektedir ve karsılastırma icin cizilmistir). x: Dengesiz ostenit perlite dönüşmeye başlıyor. y: Dengesiz ostenintin perlite donuşumu sona eriyor. Ms: Martenzit olusumunun basladıgı sıcaklık M 90: Bu sıcaklığa kadar dengesiz ostenit %90 oranında martenzite donuşmuş olur. Çesitli soğuma hızlarında elde edilen yapılar: Suda sogutma (1 ve 2): Martenzit, Yagda sogutma (3): martenzit+ince perlit, Havada sogutma (4): ince perlit, Fırında sogutma (4): kaba perlit b: İzotermik donuşum (kesik çizgili eğri dengesiz ostenitin %50 sinin dönüştüğünü gösteriyor). x ve y: Dengesiz ostenitin izotermik olarak beynite dönüşümünün başladığı ve sona erdiği noktalar. 1: Ostemperleme, 2: Martemperleme
 sıcaklığına kadar ve")
Östemperleme Şekilde de görüldüğü gibi östenit alanından uygun bir (t 1) sıcaklığına kadar ve S eğrisini kesmeyecek tarzda soğutmadan sonra, bu sıcaklıkta yeteri kadar bekleyerek östeniti tamamen beynite dönüştürme olayına östemperleme denir. Östemperleme sonucu malzemenin tokluğu ve esnekliği (yaylanma) büyük ölçüde artar. Beynit ışık mikroskobu altında martenzite benzeyen iğneli görünüşlü, fakat martenzit gibi tek fazlı olmayıp, ferrit içine yerleşmiş çok ince demir karbürlerden oluşan bir yapıdır. İşlemin gerçekleştirilmesinde sıcaklığı (t 1) dolayında sabit tutulan bir erimiş tuz veya metal banyosundan yararlanılır. Beynit elde edildikten sonra parça soğutulur. Mertemperleme ise çelik östenit alanından Ms sıcaklığının hemen üzerine kadar (t 2) hızlı soğutulur, yani bu sıcaklıktaki bir tuz veya yağ banyosuna daldırılır. t 2 sıcaklığına soğutma sırasında meydana gelen iç gerilmeler büyük oranda giderilir ve daha iyi martenzit morfolojisi oluşur. Parça iç ve dış kısımlarında sıcaklık birbirine eşit hale gelinceye kadar banyoda bekletildikten sonra, beynit dönüşümü başlamadan banyodan alınıp havada soğutularak martenzit elde edilir. Isıl gerilmeler minimize edilir.

İzotermik Dönüşümle Oluşan Yapılar

Perlit: Östenitten izotermik olarak yani sabit sıcaklıkta zamanın artmasıyla meydana gelir. Perlit; östenitin A₁ ile TTT diyagramının burnu arasında (540°C) sıcaklıklardaki ayrışma ürünüdür. Beynit: TTT diyagramının burnu civarında hem perlit, hem de beynit oluşur. Burun bölgesinin altında ve Ms noktasının üzerindeki sıcaklıklarda östenitin izotermal dönuşüm ürünü beynittir. 235°C ve 550°C arasındaki sıcaklıklarda beynit dönüşümü meydana gelir. Bu yapı perlitik yapıdan farklıdır ve iğnesel bir görünüştedir. Beynitte perlit gibi, ferrit ve sementitin çok sıkı karışımıdır. Beynit yapısı, perlitte olduğu gibi lamelli olmayıp küreseldirler. Zira karbür tanecikleri, bu yapıda ferrit içinde kürecikler halinde dağılmıştır. Martensit: Östenitin 225°C ‘nin (Ms sıcaklıgı) altındaki sıcaklıklarda dönüşüm ürünüdür. Martensit mikroskopta iğnesel bir şekilde görülür.

Beynit bir yapı istiyorsak malzemeyi 500°C’de 30 sn bekletmeliyiz. Beynit; ferrit içinde dağılmış ince karbürlerden oluşur.

Menevişleme Sertleştirme sonrası elde edilen martensit yapı birçok uygulama için fazlasıyla sert ve gevrektir. Aynı zamanda, östenitin martensite dönüşümü, parçada yüksek gerilimler bırakır. Bu sebeplerden, hem parçanın gevrekliğini gidererek tok bir yapı kazandırmak hem de ortaya çıkmış gerilimleri ve çatlakları gidermek amacıyla menevişleme adı verilen ısı işlem uygulanır. Menevisleme, çelik parçasının A₁ sıcaklığı altında belli bir sure ısıtılması işlemidir. Bu işlem, A₁ sıcaklığına (723°C) kadar geniş bir sıcaklık alanında yapılabileceğinden, çeliğin mekanik özellikleri ve mikro yapısında bazı değişiklikler söz konusu olacaktır. Menevisleme sıcaklığı alanında, sıcaklık yükselirken genel olarak sertlikte azalma ve toklukta artma gözlenir. Menevişlemenin amacı; yapıyı daha tok ve sünek hale getirmek ve malzemenin çatlamasını önlemektir. 200 -400°C sıcaklık aralığında menevişlemeden kaçınırız. Çünkü bu aralıkta meneviş kırılganlığı oluşur. Ancak, yükselen sıcaklıkla tokluğun artması, çekme deneyinde kesit daralması veya uzama olarak ölçüldüğünde doğrudur. Fakat eğer tokluk çentik darbe deneyi ile ölçülecek ise, menevisleme işleminde yükselen sıcaklıkla tokluğun artacağı genellemesine gidilmez. Şekilde çeşitli sıcaklıklarda bir saat menevişlenmiş SAE 4140 çeliğinin, sertlik ve izod çentik darbe değerleri görülmektedir.
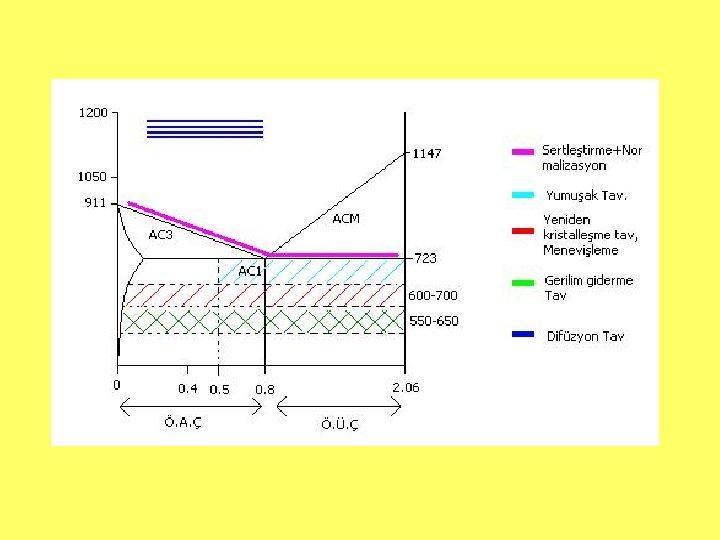
 Ac₃ Ö. A. Ç: Ac 3+30 -50°C Ö. Ü. Ç: Ac₁+30")
Normal Tavlama (Normalizasyon) Ac₃ Ö. A. Ç: Ac 3+30 -50°C Ö. Ü. Ç: Ac₁+30 -50°C α γ faz donusumu var Kaynak, döküm, dövme, haddeleme, soğuk sekil değiştirme, sertleştirme gibi imalat işlemlerinden geçmiş parçalarda tane yapısı bozulmuş kristal hataları artmıştır. Süneklik önemli derecede düşmüştür. Yapıyı normal hale getirmek(homojen tanelerden oluşmuş yapı) ve özellikleri yeniden kazandırmak amacıyla uygulanır. Amaç: Bozulan tane yapısını düzeltmek, yapıyı tekrar eş büyüklükte tane yapısına dönüştürmek, kaybolan süneklik özelliğini yeniden kazandırmak ve sonuçta ince taneli homojen bir yapı elde etmek amacıyla yapılır. Mümkün olduğu kadar az bekleme yapılmalıdır aksi halde tane kabalaşması olur. ƳKKR

Uygulama alanı: Normal tavlama fazla zorlanan çelik döküm parçalara, ayrıca dövülmüş, haddelenmiş, kalıpta şekillendirilmiş parçalara uygulanır. Dökülmüş ve dövülmüş parçalar şekil vermeden sonra kontrolsüz olarak soğuduklarından kısmen iri taneli iç yapıya sahiptir. Tekrar homojen boyutta tane yapısına dönüştürmek için yapılan tavlama işlemidir. Normal Tavlama : Ö. A. Ç: Ac 3+30 -50°C Ö. Ü. Ç: Ac₁+30 -50°C üzerine çıkartıp, daha sonra hareketsiz havada yapılan soğutma işlemidir. Amaç; Küçük taneli, dolayısıyla mekanik özellikleri en iyi düzgün dağılmış ferritik-perlitik yapıyı elde etmektir. Ö. Ü. Ç ise 2. Sementit ağı parçalanarak, yumuşak tavlama iç, in bir ön işlem olarak yapılır. Kaba Tane Tavlaması: Daha iyi talaşlı şekillendirme yapmak ve talaşlı şekillendirmeyi iyileştirmek için yapılır. Ve tane kabalaştırılır. (875 -1000°C). Çelikteki elektriksel ve manyetik özellikleri değiştirmek için yapılır. Sözü edilen özellikler tane büyüklüğüne bağlı olarak değiştirilir.

Yumuşak Tavlama: Yapıyı mümkün olan en yumuşak hale getirmek için yapılır. Sadece çeliklere değil, tüm metal ve alaşımlarına uygulanır. Düşük karbonlu çelikler yumuşak olduğu için yumuşak tavlama uygulanmaz karbon miktarı %0. 5 ve üzeri çeliklere uygulanır. Ötektoid altı çelikleri A 1 sıcaklığının hemen altında, ötektoid üstü çelikleri ise bu sıcaklık etrafında salınımlar yaparak ısıtma ve daha sonra fırında yavaş soğutma işlemidir. Bu işlem sonucu lamel seklindeki perlit ya da 2. Sementit ağı parçalanarak ferritik ana kütle içerisinde küresel olarak dağılır. Böylece sementit tane sınırlarında kırılganlığa sebep olduğundan, kırılganlık önlenir. Yumuşatma tavlaması; çeliklere talaşlı ve talaşsız sekil verme işlemlerini kolaylaştırmak ve daha sonra yapılacak sertleştirme için en uygun tavlama seçeneğidir. Takım çeliği için gereklidir.
: Katılaşma sırasında tanelerin içerisinde oluşan kimyasal bileşim farklarını (mikro segrasyon)")
Difüzyon. Tavlaması (Homojenleştirme tavlaması): Katılaşma sırasında tanelerin içerisinde oluşan kimyasal bileşim farklarını (mikro segrasyon) difüzyon yoluyla gidermek için katılaşma sıcaklığının altında yapılan uzun sureli tavlamadır. Tavlama sıcaklığı 1050 -1300°C arasında olur, bu işlem sonucu yapıda kaba taneler oluşur. Amaç belli yerlere yığılma yapmış elementleri yapıya homojen dağıtmak ve ağırlıklı olarak S segregasyonunu önlemek için (otomat çeliklerinde), yapı içindeki Mn dağılımının homojen olmasını sağlar ve tane büyümesini önlemek için yapılır. Bu durumu önlemek için difüzyon tavlaması sonucu normal tavlamaya gerek vardır. Sıcaklık yüksek olduğundan maliyet fazladır. Difizyon Tav. Sıc. ↑ olduğundan oksidasyon ve dekarbürizasyona karşı koruyucu ortam içinde yapılmalıdır. Gerilim Giderme Tavlaması: Döküm , kaynak, haddeleme, tel çekme, sertleştirme gibi işlemlerde, kesit farklılıkları yada diğer nedenlerle oluşan farklı soğuma hızları nedeniyle, dokuda oluşan kalıcı (iç) gerilmelerin en az düzeye indirilmesi ve giderilmesi için uygulanır. Gerilme giderme tavı sıcaklığı çelikler için 550 -650°C’ dir. İç gerilmelerin ya da kalıcı gerilmelerin giderilmesiyle, çatlama, çarpılma, distorsiyon (parçanın elastik ve plastik sekil değiştirmesi) eğilimleri en aza indirilir.

Yeniden Kristalleşme Tavlaması: 600 -700°C arasında yapılan ve plastik sekil değiştirme sonucu belirli yönde uzamış taneleri, tekrardan eski konumuna getirmek amacıyla uygulanan tavlama işlemidir. Bu tavlama sonucu sertlik ve dayanımda düşüş görülmesine karşın, süneklikte artış görülür. Bu tavlama soğuk deformasyonun olumsuz etkilerini ortadan kaldırmak için yapılır. Yeniden kristalleşme tavı ile yeni taneler oluşur. Bu süre aşılısa taneler tekrar büyüyebilir. Genelde metaller ergime sıcaklığının yarısı olarak saptanabilir. YKS (ºK)=0, 4 x. Tergime. Ör. Cu için 400°C’dir. %soğuk deformasyon miktarı↑, yeniden kristalleşmiş tane boyutu ↓

Soğutma • Sertleştirme İçin Soğutma • Kullanılan ortamlar; su, yağ, polimer katkılı su, hava, tuzlu su, tuz banyoları, akışkan yatak fırınları • Bunların soğutma hızları birbirinden farklıdır. En hızlı tuzlu suda soğuma olur.

Soğutma Hızını Etkileyen Faktörler • • Soğutucu ortamın cinsi Soğutma ortamının karıştırılması Soğutma ortamının sıcaklığı Parça ebadı

Polimer katkılı suda soğutma yeni bir yöntemdir. Bunda kullanılan polimer tipi polialkaliglikol’dur. Bu suyun içine %30’u geçmeden katılır. Yağla su arasında soğutma şiddeti elde edilir. Maliyeti yağdan ucuzdur. Yağın sağlığa zararlı etkisi bu yöntemde yoktur. Soğutma hızı kavramı soğuma ortamına bağlıdır. Soğutma ortamındaki hızlar büyükten küçüğe doğru şöyledir: a) %10 Na. OH ‘li su b) %10 Na. Cl’lu su c) Buzlu su b) Su (20°C) c) Bor yağlı su d) Yağ e) Polimer katkılı su f) Basınçlı hava g) Durgun hava = Soğutma hızı 700 °C /sn = Soğutma hızı 600 °C /sn = Soğutma hızı 500 °C /sn = Soğutma hızı 450 °C /sn = Soğutma hızı 400 °C /sn = Soğutma hızı 200 °C /sn = 35 °C /sn = 5 °C /sn
 (Sertlik İlerleme Derinliği) Bir çeliğin sertleşebilme kabiliyetini belirleyebilmek için uçtan soğutarak")
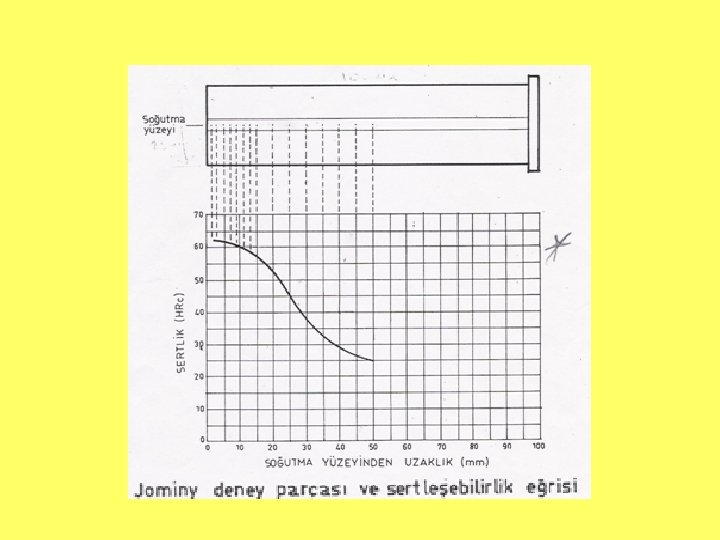
Sertleşebilirlik Jominy Eğrisi(Deneyi) (Sertlik İlerleme Derinliği) Bir çeliğin sertleşebilme kabiliyetini belirleyebilmek için uçtan soğutarak sertleştirme testi yapılır. Sertleştirme işlemi sonunda, bir çelik parçanın yüzeyinden çekirdeğine doğru yarıçap boyunca sertliğinin ne kadar ilerlediği, o çeliğin sertleşebilirliğine bağlı olarak değişir. Eğer sertlik derinlemesine ilerlememişse böyle bir çelik için düşük sertleşebilirliği olan çelik ifadesi kullanılır. Jominy Deneyi: çeliklerin analizine bağlı olarak yüzeyde elde edilebilecek sertlik değerini ayrıca soğuma hızının etkisini de belirleyerek, soğutma yüzeyinden başlayarak sertlik dağılımını saptamak için yapılır.

25 mm çapında, 100 mm boyunda bir deney parçası hazırlanır. Uygun ostenit sıcaklığında 30 dakika sureyle ısıtılır ve en fazla 5 sn içinde deney cihazına yerleştirilerek alt yüzeye su püskürtülür. Su püskürtme suresi 10 dakikadır daha sonra deney parçası alınarak uzunluk ekseni doğrultusunda soğutulmuş uçtan itibaren 1. 5 -3 -5 -7 -9 -11 -13 -1517 -20 -25 -30 -35 -40 -50 RSDC sertliği ölçülür.

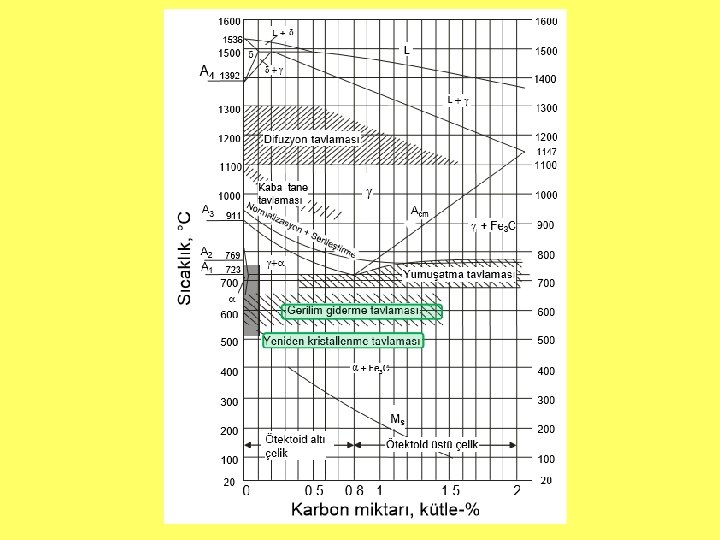
Fe-C diyagramının çelik bölgesi ve uygulanan ısıl işlemlerin sıcaklık bölgeleri
- Slides: 30