Electrodes Welding Terms Arc The flow of electrical





















 Current flows from base metal to electrode. Base metal negative, electrode")
 Current flows from electrode to base metal. Base metal positive, electrode")

 – current alternates its direction 120 times per second Direct current")

 Settings Increasing amps - produces more heat Decreasing amps")
 • DCSP (direct current straight polarity) •")











 Tensile strength deposited in")



 Low allow steel")


















- Slides: 63
Electrodes
Welding Terms Arc The flow of electrical current from the tip of the electrode holder to the base metal.
Electrodes Metal rods which conduct a current from an electrode holder to the base metal.
Arc Length The distance from the end of the electrode to the point where the arc makes contact with the work surface. Increased arc length decreases amperage. Decreased arc length increase amperage.
Crater A depression at the termination of a weld.
Face of the Weld The exposed surface of a weld, made by an arc or gas welding process, on the side from which the welding was done.
Flux A fusible material or gas used to dissolve and/or prevent the formation of oxides, nitrides, or other undesirable inclusions formed in welding.
Low Carbon Steel containing. 20% or less carbon.
Pass A single longitudinal progression of a welding operation along a joint or weld deposit.
Porosity Gas pockets or voids in metal.
Spatter The metal particles given off during welding which do not form a part of the weld.
Tack Weld A weld made to hold parts in proper alignment until the final welds are made.
Puddle That portion of a weld that is molten at the place the heat is supplied.
Undercut A groove melted into the base metal adjacent to the weld and left unfilled by the weld process.
Weaving A technique of depositing weld metal in which the electrode is oscillated.
Weld Metal That portion of a weld which has been melted during welding.
Whipping A term applied to an inward and upward movement of the electrode which is used in vertical welding to avoid undercut.
AWS American Welding Society.
• Tie-in • After running a stringer bead a tie-in is made when another stringer bead parallel to the first, is burned halfway into it. Instead of being two beads side by side, they are intertwined together. • Essential skill for a professional SMAW welder
Deposition Rate The amount of filler metal deposited in any welding process; rated in pounds per hour.
SMAW Equipment • • • Welding Machine Electrode Holder with lead Ground clamp with lead Helmet with proper filter plate Gloves Chipping hammer Safety glasses Wire brush Pliers Protective clothing
Polarity Reverse Polarity(DCRP) Current flows from base metal to electrode. Base metal negative, electrode positive. (Also called DCEP) Most common current and polarity setting for SMAW processes.
Straight Polarity (DCSP) Current flows from electrode to base metal. Base metal positive, electrode negative. (Also called DCEN)
Current Flow Negative to positive.
Alternating Current (AC) – current alternates its direction 120 times per second Direct current (DC) – electrical current that flows in only one direction
Welding Circuit
Operating Machine Adjustments Current (amperage) Settings Increasing amps - produces more heat Decreasing amps - produces less heat
Polarity • DCRP (direct current reverse polarity) • DCSP (direct current straight polarity) • AC (alternating current)
Types of Electrodes • • • Mild Steel Low Hydrogen Non-ferrous Hard surfacing Cast iron Stainless steel
Electrode Grouping • Fast-Freeze – weld puddle and slag solidifies quickly. • Least amount of slag • deep penetration Exx 10 Exx 11
• Fast-Fill – weld puddle and slag cools slowly. • thickest flux coating and most amount of slag • limited use to flat groove and fillet welds in the flat and horizontal position Exx 14 Exx 27
• Fill-Freeze/fast Follow – characteristics of fast-freeze and fast-fill. • easy to strike an arc • produces a clean weld with minimum amount of spatter • can be welded in all positions Exx 12 Exx 13 Exx 14
• Low-Hydrogen – characteristics of fast-freeze and fast-fill. • Produce welds with outstanding resistance to cracking under high stresses and vibration-type load conditions • do not contain much hydrogen in the form of moisture in the flux coating or in chemical form • E 7018 • E 7028
Moisture Control • All mineral-covered electrodes are thirsty • These electrodes will begin absorbing moisture the minute they are unpacked • Must be stored in an electrode oven • Moist electrodes lead to increased arc voltage, spatter loss, undercutting and poor slag removal • Weld deposit may suffer from porosity, underbead cracking and rough appearance resulting in rejects, reworking weldaments and possible product failure • some electrodes moisture control is recommended • Some electrodes it is required… • low hydrogen and hard-facing electrodes (250 -300 F)
Common Electrode Sizes Size Range 1/16 to 3/8
Common sizes 3/32 1/8 5/32 7/32 1/4 5/16 3/8
Determining Electrode Size Determined by: the diameter of the bare end of the electrode
Purposes Of Flux Coating • • • Stabilizes the arc Shields molten puddle from air Floats impurities out of the puddle Forms slag and slows cooling process Provides deoxidizers and scavengers to prevent porosity of the weld zone • Provides alloying elements for higher weld strength • Provides iron powder to increase deposition rate
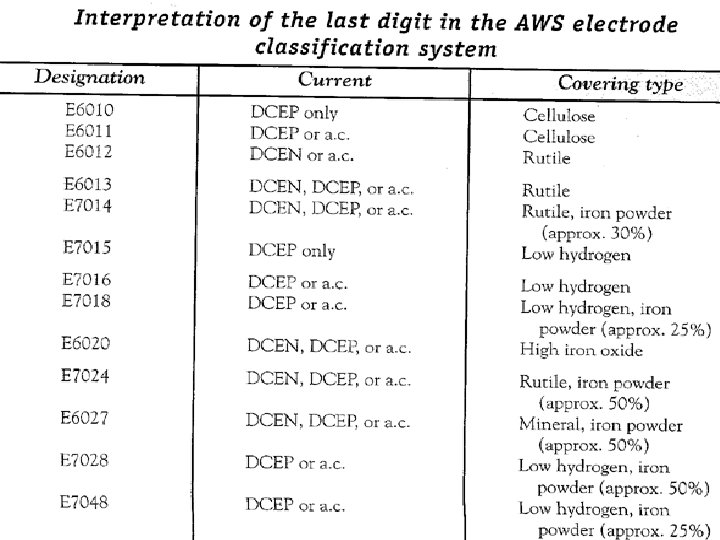
AWS Electrode Classification EStands for electrode
First two digits -(first 3 for a 5 digit number) Tensile strength deposited in thousand pounds per square inch
Third digit Indicates weld position 1 = all positions 2 = flat and horizontal positions
Fourth digit Represents special characteristics 1 = current 2 = penetration 3 = type of flux coating
AWS Electrode Classification Groups • • Group F 1 EXX 20, EXX 24, EXX 27 Group F 2 EXXX 2, EXXX 3, EXXX 4 Group F 3 EXX 10, EXXX 1 Group F 4 EXXX 5, EXXX 6, EXXX 8
AWS Filler Metal Specifications • • • Material Carbon steel (mild) Low allow steel Stainless steel Cast iron Nickel alloys Aluminum alloys Copper alloys Surfacing alloy Specification number A 5. 1 A 5. 5 A 5. 4 A 5. 15 A 5. 11 A 5. 3 A 5. 6 A 5. 13
Factors For Selecting Electrodes • • Base metal strength properties Base metal composition Welding current Joint design and fit-up Thickness and shape of the base metal Service conditions and/or specifications Production efficiency and job conditions
Types of Welds • Bead
• Fillet
• Groove
• Plug
Parts of Groove Welds
Parts of Fillet Welds
Types of Weld Joints • Butt
• Corner
• Tee
• Lap
• Edge
Reasons For Poor Welds • Improper • Improper machine adjustment electrode and size electrode movement electrode angle base metal preparation arc length
Parts of Welding Process
Welding Positions • Flat = 1
• Horizontal = 2
• Vertical = 3
• Overhead = 4