E K O T E N YALIN DNM



















- Slides: 20
E K O T E N YALIN DÖNÜŞÜM PROJESİ ÖZGÜR KUL
KİMDİR? İPLİK KESİME HAZIR BOYALI ÖRME KUMAŞ -360 çalışan -17500 m 2 kapalı alan -15 ton/gün ÖRGÜ -25 ton/gün BOYAMA -30 ton/gün APRE -%35 İHRACAT ÇALIŞMAKTA
ÖRME 55 ÖRGÜ MAKİNESİ -10/1 ‘den 60/1’e kadar iplikle örme -16 gauge’den 28 gauge’e kadar esneklik -Süprem-Lycralı sürem -İnterlok -Ribana - lycralı ribana -2 iplik ve 3 iplik 13 TON/GÜN ÖRME KAPASİTESİ
BOYAHANE 45 BOYA MAKİNESİ -33 ADET HT MAKİNE -PAMUK -POLYAMIDE -POLYESTER -ACRILIC -VISCONE -MODAL 1 KG’DAN 1000 KG’A KADAR BOYAMA ESNEKLİĞİ 25 TON/GÜN KAPASİTE
APRE&FINISH AÇIK EN : 20 TON/GÜN TÜP: 10 TON/GÜN KAPASİTE
YALIN YAKLAŞIM ÜRÜNÜN MÜŞTERİNİN ÇEKMESİ İLE AKMASINI SAĞLAYAN, MÜKEMMELLİĞE ULAŞMAYA YÖNELİK SÜREKLİ İYİLEŞTİRMELERLE DEĞER KATMAYAN FAALİYETLERİ TEŞHİS EDİP YOKEDEN SİSTEMATİK BİR YAKLAŞIMDIR.
NEDEN BU YAKLAŞIMA İHTİYAÇ VAR ÜRÜN ÇEŞİTLİLİĞİ ARTIYOR FİYATLAR DÜŞÜYOR TESLİMAT ESNEKLİĞİ VE SÜRESİ KISALIYOR BELİRSİZLİK ARTIYOR
EKOTEN FARKINDA İÇ SÜREÇLERİNİ İNCELEMELİ İYİLEŞTİRMELİ AKIŞ SÜRESİNİ KISALTMALI DEĞER YARATAN SÜRE ORANINI ARTTIRMALI
AKIŞTA DİKKAT EDİLECEKLER DEĞER YARATAN DEĞERYARATMAYAN ZORUNLU KAÇINILABİLİR AYAR BEKLEME, TAŞIMA PLANLAMA HATA, TAMİR STOKLAR İŞLEM İÇİ İSRAF
EKOTEN TEMEL PROSES AKIŞI İPLİK ÖRGÜ BOYA APRE MAMUL
ALINAN EĞİTİMLER 5 S SMED TEK PARÇA AKIŞ DEĞER AKIŞ HARİTALAMA KISIT KAYNAK YÖNETİMİ TPM
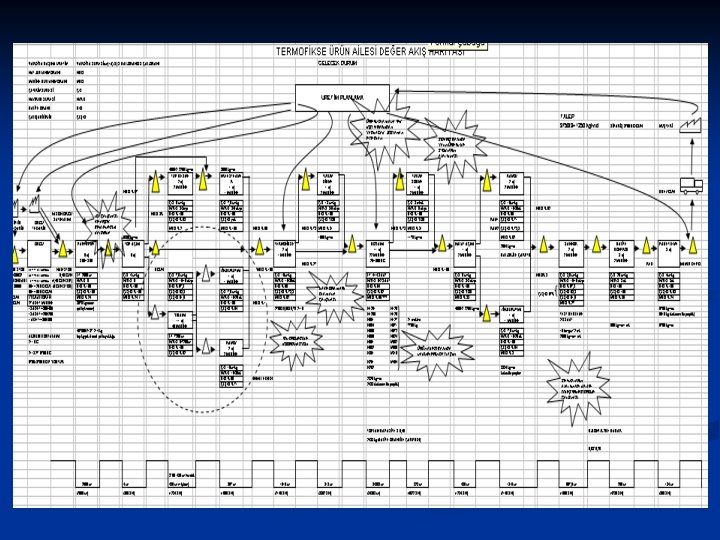
İZLENEN YOL -ÜRÜN AİLESİ SEÇİMİ -SEÇİLEN ÜRÜN AİLESİNİN MEVCUT DURUM VE GELECEK DURUM AKIŞ HARİTASININ ÇIKARILMASI -GELECEK DURUMUN YERLEŞİM PLANI İLE BAĞDAŞTIRILMASI -DAR BOĞAZIN TESPİTİ VE GİDERİLME PLANININ HAZIRLANMASI -İYİLEŞTİRME PLANININ HAZIRLANMASI
ÜRÜN AİLESİ SEÇİMİ 20/1. PEN. S 33. 47% 30/1. PEN. S 20. 27% AÇIK EN M a l A ç m a N e m l e n d ir m e T e r m o fi k s e 1 1 B a n tl ı K u r u t m a T e r s Ç e vi r m e T ü p S a n f o r N e m l e n d ir m e B a n tl ı K u r u t m a P a k e tl e m e T u l u m S ö k m e H a l a t A ç m a T ü p K e s m e R a m ö z Z i n ci rli K u r u t m a T ü p S a n f o r 1 1 1 D ik iş T e r s Ç e vi r m e J e t B o y a B a l o n S ı k m a 1 Ş a r d o n T r a ş Z i n ci rli K u r u t m a A ç ı k E n S a n f o r K a lit e K o n tr o l T e s t 20/1. KAR. S 6. 61% 1 1 1 1 30/1. KAR. S 4. 63% 1 1 1 1 1 1 30/1. PEN. S 29. 20% 1 1 1 1 1 1 30/1. VIS. S 26. 86% 1 1 1 1 1 1 30/1. PM 5. S 8. 56% 1 1 1 1 1 1 1 40/1. PEN. S 8. 10% 30/1. KAR. S 5. 15% 24/1. KAR. R 9. 67% 1 1 1 1 1 24/1. PEN. R 9. 57% 1 1 1 1 1 20/1. KAR. R 8. 16% 1 1 1 1 1 1 40/1. PEN. I 6. 48% 30/1. PEN. R 6. 18% 24/2. KAR. S 5. 64% 1 1 1 1 1 24/2. KAR. SE 5. 63% 1 1 1 30/1. OPE. I 5. 18% 1 1 1 30/1. KAR. I 4. 56% 1 1 1 1 30/1. KAR. S 3. 63% 1 1 1 TERMOFİKSE TÜP VEKO MAKAS ŞARDON
ÜRÜN AİLESİ OLUŞUMU TERMOFİKSELİ MALLAR AÇIK EN MALLAR TÜP MALLAR VEKOLU MALLAR ŞARDONLU MALLAR MAKASLI MALLAR
HARİTA SONUÇLARI -HAM STOK YÜKSEK -ÖRGÜ KISIT -LEAD TIME: 22 GÜN -DEĞER YARATAN SÜRE: 12 SAAT -BAZI MAKİNELERİNİN MAKİNE KULLANIM ORANLARI YETERSİZ -BİLGİ AKIŞI ÇOK FAZLA
KISIT ORTADAN KALKMAZ YER DEĞİŞTİRİR YENİ KISIT BOYAHANE KISITA GÖRE PLANLAMA YAPILMALI. . BOYAHANE VE ÖRGÜ İŞLETMESİ ARASINDA KANBAN SİSTEMİ KURULACAK GÖRSEL OLARAK DEPO İZLENMESİ GERÇEKLEŞTİRİLECEK
MAKİNE GRUPLARI BAZINDA PLANLAMA
APREDE AKIŞ 26/09/2004 20: 24 AÇIK EN AMBAR MİKTAR TÜP KESME 2380 TULUM SÖKME 1438 RAMÖZ 3528 AÇIK EN KURUTMA 1742 AÇIK EN SANFOR 3791 MAKAS 576 ŞARDON 221 TERS ÇEVİRME 343 VEKO 52 AÇIK EN HATTI: FIFO BENİMSENMİŞTİR ÇIKIŞ OLARAK BOYA MAKİNESİ ALINMIŞTIR. APRE MAKİNELERİNİN İŞ EMİRLERİ ÇIKIŞ SIRASINA GÖRE DÜZENLENMİŞTİR. 14071 TÜP AMBAR MİKTAR BALON SIKMA 1751 TÜP KURUTMA 732 TÜP SANFOR 978 TÜP HATTI: APRE AMBARLARI GÖZLEMLENMEKTEDİR 3462 APRE TAMİR TOP AÇMA 173 BOYA TAMİR TOP AÇMA 4336 PAKETLEME 7157 FASON ZIMPARA 0
Yalın Teknikler İlişki Ağacı Darboğaz yönetimi