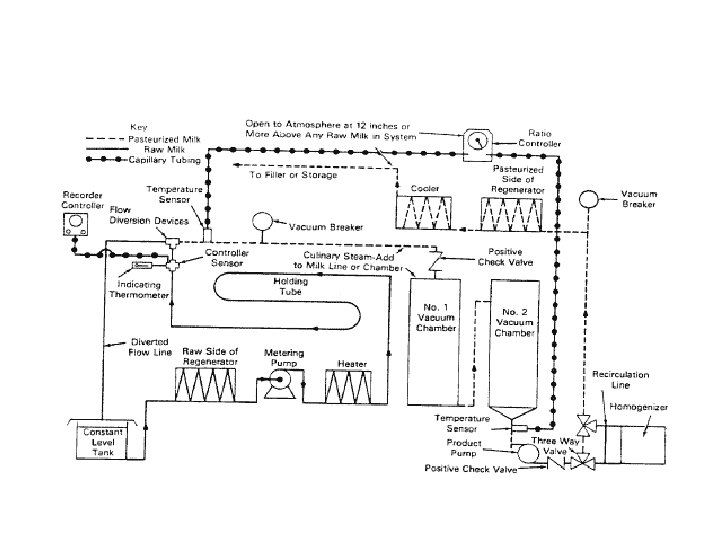
Diagram of Plate Pasteurizer and Homogenizer 11 2



")









Sütün ısıtılması")




Yoğurdun kıvamını düzenlemek (suda eriyebilir proteinlerin bir kısmını denatüre eder ve vizkoziteyi")


 Yoğurdun yapısını (kıvamını ve stabilitesini) düzenler.")

 İnkübasyon • İnkübatörlerin ısısı önceden 42 -45 C’ye ayarlanır. • İnkübasyon süresi yoğurtta")
 kültürlerin")











: • -Acı lezzet: Uygun olmayan ve yüksek dozda ilave")


 kültürlerin")



 Kullanılan kültürün aktivitesinin zayıf")
 Mastitisli süt kullanılması • 7)sütte bakteriyofajların bulunması • 8)10 ve 16")



- Slides: 57
Diagram of Plate Pasteurizer (and Homogenizer)
11. 2 Counter-Current Flow. The diagram shows the opposite flow directions of cold milk to be warmed and hot milk to be cooled. In this arrangement, the temperature difference between the two liquids at any point can be established within a few degrees of each other. Counter-current flow is our most effective way of heat exchange.
11. 5 The Holding Tube
Calculation of Holding Cell Dimensions • Q = flow rate of pasteurization, L/hour HT = holding time, seconds • L = Length of holding tube, dm • D = iner diameter of holding tube, dm • V = volume of milk, dm or L • p = efficiency factor
Soğutma Tankı
YOĞURT TEKNOLOJİSİ
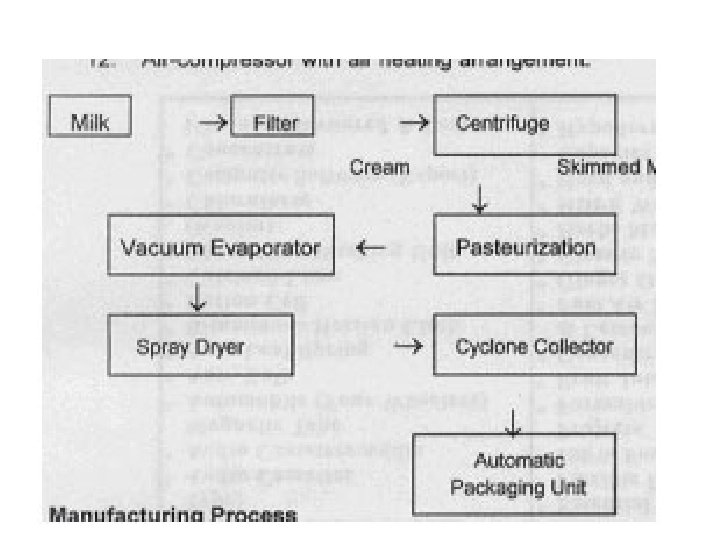
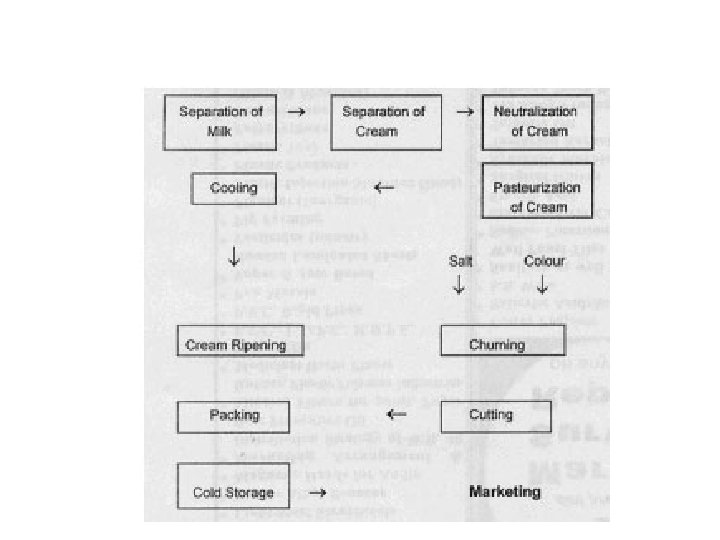
YOĞURT YAPIM AŞAMALARI • 1. Yoğurt yapılacak sütün seçimi ve standarizasyonu • 2)Sütün ısıtılması • 3)Homojenizasyon • 4)Starter inokülasyonu (mayalama) • 5)İnkübasyon • 6)Soğutma • 7)Tüketime hazır yoğurdun oluşumu
Sütün Seçimi ve Standarizasyonu • İmal edilecek yoğurdun kalitesi, büyük ölçüde üretimde kullanılacak sütün kalitesine bağlıdır. • Bakteriyolojik ve kimyasal kalitesi uygun olmayan, özellikle mastitisli hayvan sütleri, antibiyotik ve bakteriyostatik madde içeren sütte yoğurt yapımı için uygun değildir.
• Kötü tat ve kokudaki sütler içerdikleri – Kaprilik – Kaprik – Laurik asit gibi serbest yağ asitleri nedeniyle, starterlerin aktivitesini engellerler. – Ayrıca antibiyotik ve dezenfektanlarda maya aktivites’ini etkiler. – Bu nedenle bu tip sütlerle yapılan yoğurtlar tam olarak oluşmaz.
• Üretimde kullanılacak süt standardize edilir. Özellikle sütün yağ miktarı ve yağsız kuru madde miktarı ayarlanır. • Yağsız kuru madde miktarını %12’ye yükseltmek için süte ya %1 -3 oranında erime yeteneği yüksek, iyi kalitede süt tozu ilave edilir. • Ya da vakumlu evaporatörle süt %12 yağsız kuru madde kapsayacak şekilde yoğunlaştırılır.
Sütün Isıtılması • Üretimde kullanılacak olan, standarize edilmiş süt: – 85 -90 C’de 30 dakika süreyle ısıtılır. • 80 C’de 30 dakika, 85 C’de 20 dakika, 90 C’de 5 dakika – AMAÇLARI: a) Sütte bulunan saprofit ve patojen m. o. ların vejetatif şekillerini yıkımlamak, b) Yoğurt kültürünü oluşturan mikroaerofilik m. o. lar (Lactobacillus bulgaricus, Str. thermophilus) gelişmeleri için uygun ortam hazırlamak a) b) c) d) PH’yı azaltır, O 2’nin bir kısmı atılır Serum proteinlerini denatüre eder, İnhibitörleri yıkımlar
• c)Yoğurdun kıvamını düzenlemek (suda eriyebilir proteinlerin bir kısmını denatüre eder ve vizkoziteyi artırır. – Yoğurt yapılacak süt, genellikle buhar gömlekli (çift cidarlı) kazanlarda ısıtılır.
3 -Sütün homojenizasyonu • Yoğurt sütüne ısıtma işleminden önce ya da sonra uygulanabilir. • Genelde lipolizi önlemek için ısıtma işleminden sonra yapılması tercih edilir.
• Yoğurt sütü 43 C’de 130 -150 kgcm 2 basınç altında homojenize edilir.
Homojenizasyon işleminin yoğurt teknolojisinin sağladığı yararlar • a) Yoğurdun yapısını (kıvamını ve stabilitesini) düzenler. • b)Yağın ve yağda eriyen vit. in uniform şekilde dağılmasını sağlar. Yüzeyde toplanmasına engel olur. • c) yoğurdun serum salmasını bir ölçüde engellemek
Starterlerin İnokülasyonu • Yoğurt starteri olarak – -Lactobacillus bulgaricus – Streptococcus thermophilus’un uygun suşlarının eşit oranda karışımının sütteki kültürleri kullanılır. Bu kültürden 42 -45 C’deki homojenize edilmiş yoğurt sütün %2 -3 oranında ilave edilir ve kültürün süt içinde homojen bir şekilde dağılmasını sağlamak için karıştırılır. Kültür ilave edilmiş süt özel ambalajlarına taksim edilir. Yoğurt ambalajı olarak genelde cam ya da plastik kaplardan yararlanılır.
5) İnkübasyon • İnkübatörlerin ısısı önceden 42 -45 C’ye ayarlanır. • İnkübasyon süresi yoğurtta arzu edilen son asitlik derecesine göre ayarlanır. • Genelde son asitlik derecesi %1, 0 -1. 2 L. A. Olan yoğurtlar tercih edilir. • Genelde bu sürenin 3 saatten fazla olmaması gerekir.
İnkübasyon anında • Yoğurt koagulumu oluşur. • Süt proteinleri (kazein ve serum proteinleri) kültürlerin oluşturduğu laktik asidin etkisiyle pıhtılaşır. • p. H, kazeinin izoelektik noktası olan 4. 6’ya geldiğinde kazein tamamen presibide olur. • İnokulasyon anında Lactobacillus bulgaricus ve Streptococcus arasında snerjetik bir üreme görülür.
• L. bulgaricus’un optimum üreme ısısı… 45 C, • S. thermophilus ise üreme ısısı 40 C’dir. • Önce L. bulgaricus’lar ürer. Bu m. o. lar süt kazeinini hidrolize ederek, S. thermophilus için gelişme faktörü olan - valin, • - histidin • - glisin gibi serbest a. a. leri oluşturur.
• Böylelikle S. thermophilus’un gelişmesi baskılanır. • Bu organizma p. H 5. 5 ve altına düşene dek hızla ürer. • Oluşan fazla miktardaki serbest a. a. lerin ve asitliğin etkisiyle S. thermophilus’un üremesi yavaşlar.
• Buna karşın L. bulgaricus süratle üremeye başlar. • Asitliğe %0. 6 olduğunda S. thermophilus’un L. bulgaricus’a sayısal oranı 41, • Asidite %0. 9 ‘da bu oran 11 olur. • Bu aşamada inkübasyona son verilir.
• Genellikle inkübasyonbaşlangıcından 2 saat 15 dakika sonra asidite kontrol edilmeye başlanır. • Yoğurdun oluşumunda S. thermophilus----aroma şekillenmesine, • -vizkoziteye • -pıhtının presipitasyonuna hizmet eder.
• L. bulgaricus---özellikle asit oluşumunda etkilidir. • İnkübasyon 45 C’nin üstünde yapıldığında ya da süre uzadığında L. bulgaricus’un çoğunlukla olduğu yüksek asitlikte yoğurt elde edilir. • Düşük ısıdaki inkübasyonda ise S. thermophilus çoğunlukta olacağı için daha tatlı yoğurt üretilir.
• Yoğurdun lezzetini veren bileşikler arasında –asetaldehit • -diasetil • -etanol önemli bir yer tutar.
Soğutma • İnkübasyon sonucu oluşan pıhtı mümkün olduğu kadar kısa zamanda 3 -5 C’ye kadar soğutulur. • Soğutma işlemine asidite %0. 85 -0. 90’a ulaştığında (p. H 4. 6 -4. 7) geçilir. • Soğutma işlemi sonunda asiditesi %1. 0 -1. 25 (p. H 3. 7 -3. 8) olan, uygun lezzet ve aromada yoğurt elde edilir. • Soğutulan yoğurt bir gece (daha iyisi 16 saat) 45 C’de muhafaza edilir ve sonra tüketime sunulur.
YOĞURTTA GÖRÜLEN KUSURLAR • 1. Gevşek Kıvam ve Su Salma • Yoğurtta sık görülen kusurdur. Genellikle; – Sütün kuru maddesinin az olması – Kalsiyum yetersizliği – Süte uygulanan ısı işleminin çok yüksek ve uzun olması – Yapım anında karıştırma, sallama, kapların sarsılması, – Kültürün yetersiz aktivitede oluşu gibi
Kusuru Önlemek İçin • • -Kuru madde miktarını artırmak, İnkübasyon ısısını yükseltmek, Aktif kültür kullanmak, Karıştırma ve sallanmasından kaçınmak gibi önlemler alınabilir.
2 -Yoğurdun Su Salması • Saf ve aktif kültürlerin kullanılmaması • Sütün ısıtılması işleminin uygun yapılmaması, • İnkübasyon anında sarsma ve karıştırma • İnkübasyon sonunda hemen soğutmama, • Üretimde kullanılan süte gerekenden az süt tozu katma
Lezzet Bozuklukları • 1 -Yavan lezzet: Uygun olmayan inkübasyon işleminden ve starterin az miktarda kullanımından ileri gelir. • Aktif starteri yeteri miktarda kullanmak • İnkübasyon ısısını yükseltmek • Süreyi azaltmakla bu kusurdan sakınılabilir.
• -Asit lezzet (ekşi): • -Acı lezzet: Uygun olmayan ve yüksek dozda ilave edilmiş starter neden olur. • Starteri azaltmak ve değiştirmekle önlenebilir. • -Alkol lezzeti: Genellikle starterin levürlerle bulaşık olması neden olur. – Saf starter kullanılması hatayı önler. -Metal lezzeti: Üretimde metal kapların kullanımı neden olur. Peynirimsi lezzet: Oospor lactis ile kontaminasyon neden olur. Sabun lezzeti: Soda ilave edilmiş sütlerden yapılmış yoğurtlarda hissedilir.
• Kültür ilave edilmiş süt özel ambalajlarına taksim edilir. • Yoğurt ambalajlı olarak genelde cam ya da plastik kaplardan yararlanır.
5. İnkübasyon • İnkübatörlerin ısısı önceden 42 -45 C’ye ayarlanır. • İnkübasyon süresi, yoğurtta arzu edilen son asitlik derecesine göre ayarlanır. • Genelde son asitlik derecesi %0. 7 -1. 2 L. A. olan yoğurtlar tercih edilir. • Genelde bu sürenin 3 saatten fazla olmaması gerekir.
• İnkübasyon anında-yoğurt koagulumu oluşur. • Süt proteinleri (kazein ve serum proteinleri) kültürlerin oluşturduğu laktik asidin etkisiyle pıhtılaşır. • p. H, kazeinin izoelektrik noktası olan p. H 4. 6’ya geldiğinde kazein tamamen presipite olur. • İnkübasyon anında Lactobacillus bulgaricus ve Streptococcus arasında
MİKROBİYOLOJİK KUSURLAR • Özellikle yoğurt sütüne uygulanan ısı işleminde canlı kalan sporların, bilhassa • Bacillus subtilis’in neden olduğu hataya çok rastlanır. • Ayrıca, starter m. o. dan Lactobacillus bulgaricus’un vizkoziteye neden olan suşu kullanılmışsa, yoğurt vizköz bir durum alır. • Vizkozitenin sınırlı olması tercih edilen bir durumdur. • Kıvam ve su salmayı olumlu yönde etkiler. • Ancak, fazla olması tüketici açısından hoş olmayan tiksindirici bir durum yaratır. •
• Starteri değiştirmek ve aletedavatın etkili sterilizasyonu ile önlenir. • • • Granüllerin Oluşumu: Engel olmak için; -Isı işlemini yükseltmek, Sütü homojenize etmek, Kültürün sütte iyi karışımını sağlamak, İnkübasyon ısısını azaltmak, granül oluşumunu önleyici tedbirlerdir.
• Gaz Oluşumu: Genellikle yeastlerin üremesi yoğurtta gaz oluşumuna neden olur. • Saf ve aktif maya kullanmakla sütün ısıtılma işlemini uygun şekilde yapmakla hata önlenir. • Pıhtıda kabarcıkların görünmesi: Koliform bakterilerden ileri gelir.
Kültürün Gelişmemesi • Üretimde kullanılan starter kültürün gelişmesi: • 1) Kullanılan kültürün aktivitesinin zayıf olması, • 2)Süte uygulanan yetersiz ısıtma • 3)Fazla havalandırma • 4)S. lactis ve koliform grubu m. o. larla kontaminasyon • 5)Sütte bakteriyolojik maddelerin (klor, prezervatif maddeler) ve antibiyotiklerin bulunması
• 6) Mastitisli süt kullanılması • 7)sütte bakteriyofajların bulunması • 8)10 ve 16 karbonlu serbest yağ asitlerinin çoğunluğu
Fazla Asitlik • • Kültüre bağlı, Yüksek ısıda uzun zaman inkübasyonu Yavaş ve yetersiz soğutma Ortam ısısında muhafaza asitlik yükselmesine neden olur.
Renk Bozuklukları • Yoğurdun kirli, mat bir renkte olması: Kirli süt kullanımından, • Yoğurt sütünün fazla pişirilmesinden ileri gelir. • Küflenmeler