Developing a Welding Strategy Eric Hild 847 809






 § Very specialized § No pre-heat/post-heat")



 Filler Welding Post-heat (TIG) Inspection")








- Slides: 29
Developing a Welding Strategy Eric Hild 847. 809. 3959 eric@toolweldmicro. com
Eric Hild is a laser and micro-TIG welding specialist and owner of Toolweld, Inc. He has 15 years of bench experience in mold repair welding. He is the author of “Under the Scope, ” a monthly Mold. Making Technology column highlighting procedures and information in the weld repair industry.
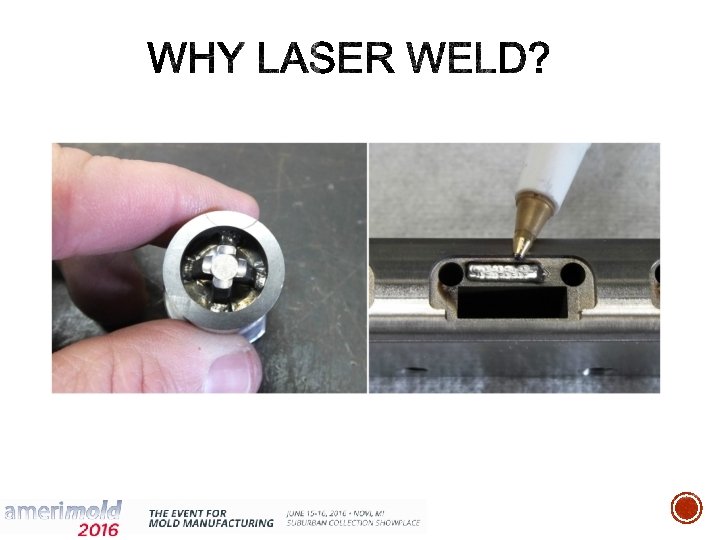
§ Processes § Welding repair theory & strategy § Insider knowledge
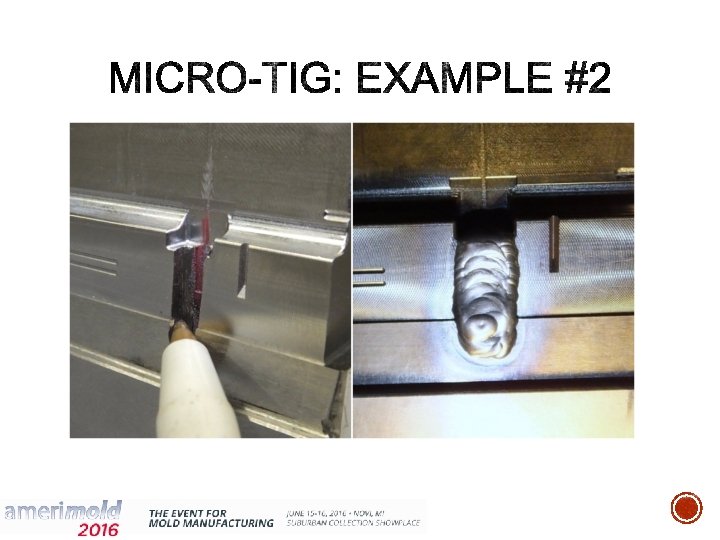
• Specialty TIG machine • Microscope attachment • Most commonly used process • Requires a high skill level
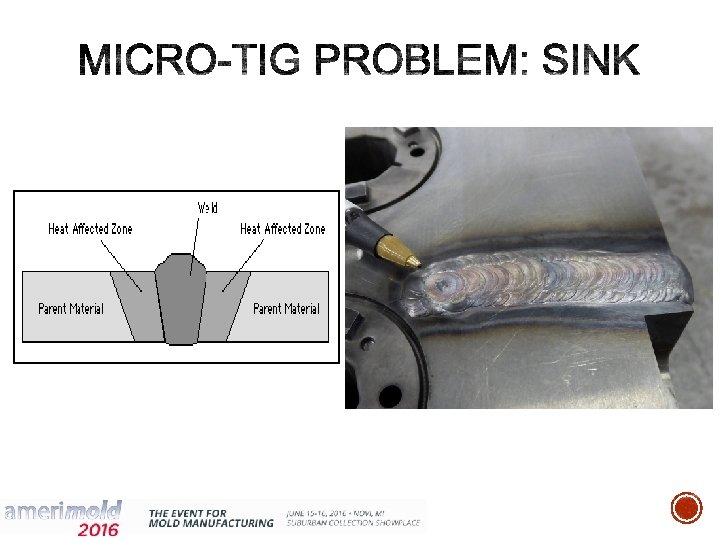
Strengths Weaknesses § Accessibility § Sink § Penetration & durability § Pre-heating & post-heating § Power on demand § Experience
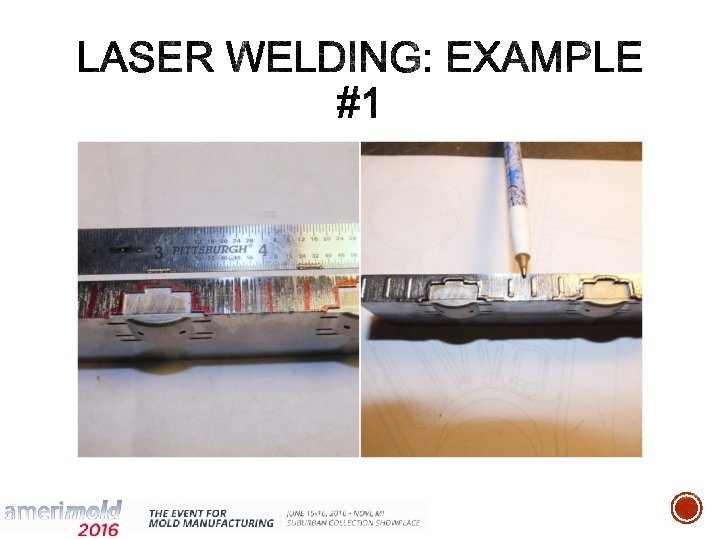
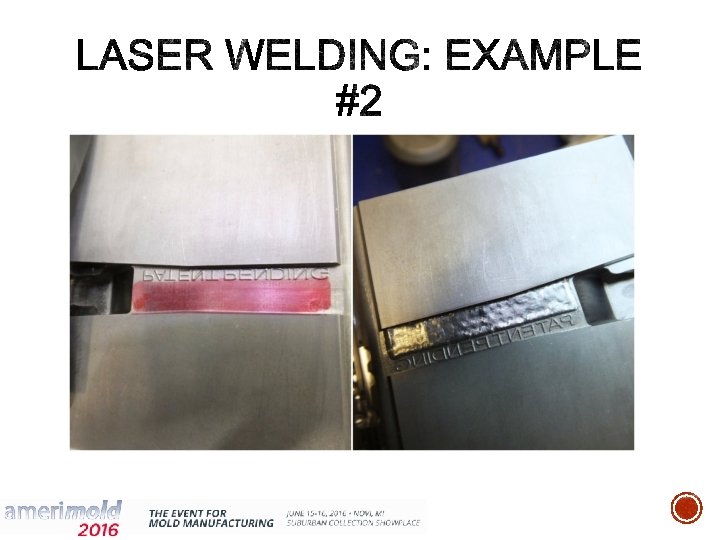
• Pin point accuracy • Microscopic welds • Low heat • Easy learning curve
Strengths Weaknesses § Easier to learn (at first) § Very specialized § No pre-heat/post-heat § Time consuming § Minimal discoloration § Ease of access problems
Diagnosis Cleaning Pre-heat (TIG) Filler Welding Post-heat (TIG) Inspection
Sample Rods 420 ss 410 ss ü Follow steel manufacturer's guidelines ü Often the steel type is unknown ü Some filler rods are hard to obtain ü Must know the “as welded” hardness H-13 Modified S-7 A-2 M-2 P-20 Modified Aluminum 4043 Ampco 940 308 ss 316 ss
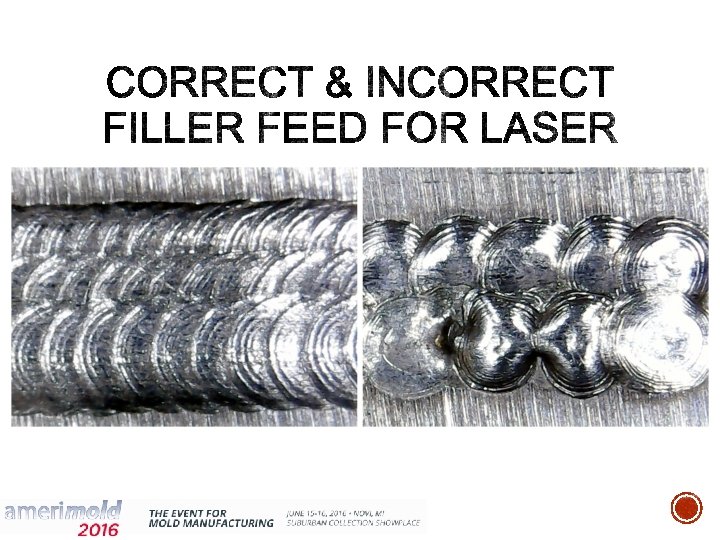
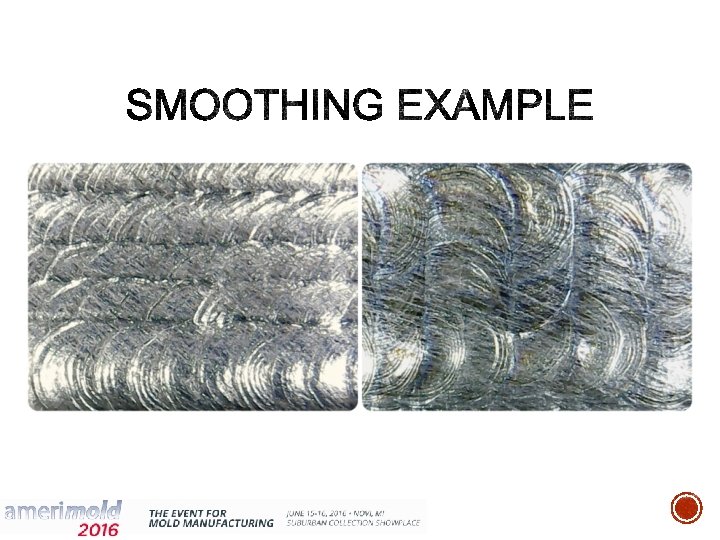
How to correct? • Use smaller diameter filler • Increase power & pulse size • Smoothing passes
• Recalibrate to a higher power setting and pulse diameter • Re-melt each weld bead on pulse only in the opposite direction • Object is to eliminate pockets causing porosity
• Rare in tool steels • Possible in die steels • Improper preheat? • Problems with large buildups • EDM re-cast layer issues
• Hardened re-cast layer • Difficult for any weld process • Optimum solution: grind out re-cast • Quick & dirty solution: increase power to burn down re-cast
• Can be TIG welded, but not micro-TIG welded effectively • Laser welding is optimal, but the weld is small • Laser power needs to be increased substantially due to reflectivity
• Can be TIG welded, but not micro-TIG welded effectively • Laser welding is optimal, but the weld is small • Laser power needs to be increased substantially due to reflectivity
ü Adequate power and function ü Hype vs. reality ü Don’t forget your micro-TIG welder’s number