DESTEKLEME VE TAIMA ELEMANLARI YATAKLAR Muylularmilleri evreleyerek destekleyen


 Yataklar 1 - Yağlamasız Kaymalı Yataklar 2 -")
 Yataklar Kaymalı yataklarda, yatak ile muylu arasında yüzeysel bir sürtünme olduğundan")







 Yataklar. Rulman kelimesi dilimize, Fransızcada \"yuvarlanma\" anlamındaki Roulement kelimesinin zamanla")





")

















 ve demontaj (sökme) rulmanlı yatağın ömrü üzerinde etkili")










- Slides: 58
DESTEKLEME VE TAŞIMA ELEMANLARI
YATAKLAR Muyluları/milleri çevreleyerek destekleyen ve dönebilmelerini sağlayan makine elemanlarına yatak denir. Milleri muylu kısımlarından destekleyen, radyal ve eksenel yükleri karşılayan, minimum sürtünme ve maksimum taşıma kapasitesine sahip elemanlardır. Yataklar her makinede bulunmaktadır. Makinelerin gelişmesinde yatakların yapım özelliklerinin mükemmelliğinin etkisi büyüktür. Makinelerde hareket iletmek için kullanılan miller mutlaka yataklanmalıdır. Kullanılan yatağın özellikleri, makinenin gücünü, kapasitesini, verimini ve kullanım ömrünü doğrudan etkiler. En fazla kullanılan iç yatak gereçleri alüminyum alaşımı, bronz, kızıl döküm, pirinç, dökme demirdir.
Yataklar şöyle sınıflandırılır: A. Kaymalı (Sabit) Yataklar 1 - Yağlamasız Kaymalı Yataklar 2 - Yağlamalı Kaymalı Yataklar a) Hidrostatik Yağlamalı Yataklar b) Hidrodinamik Yağlamalı Yataklar B. Dönen Elemanlı (Yuvarlanmalı/Rulmanlı) Yataklar.
A. Kaymalı (Sabit) Yataklar Kaymalı yataklarda, yatak ile muylu arasında yüzeysel bir sürtünme olduğundan bu tür yataklara sürtünmeli yataklarda denir.
Kaymalı yataklar sağlam, değiştirilmesi kolay, yatak malzemesi oldukça ince ve ucuz olduğu için yaygın olarak kullanılmaktadır. Özellikle içten yanmalı motorlarda krank ve kam milleri gibi dönerek hareket eden motor parçalarını gerekli durumda tutmak için kullanılır.
Bir makinede millerin ve ana parçaların değiştirilmesi veya tamiri çok maliyetli olduğundan, değiştirilmesi çok daha ucuz olan yataklar sürtünme sonucu oluşabilecek aşınmayı kendi üzerinde toplayabilecek nitelikte (yumuşak) yapılırlar. Günümüzde çok kolayca değiştirilebilen yarım kaymalı yataklar da kullanılır ve bu yataklara kusinetli yataklar denir.
Yatakların kusursuz görev yapabilmeleri için kusinetlerin yatak yuvalarına tam oturmaları ve yatakta merkezden çevreye doğru bir basınç doğması şarttır. Yatağın takılması sırasında ve çalışırken yatakta dönmesini önlemek amacıyla yatak kusinetlerine bazı özellikler verilmiştir.
1. Yağlamasız Yataklar Bu tip yataklar yağlamanın mümkün olmadığı yağlama yağının sisteme zarar verebileceği veya yağlama yağının çeşitli nedenlerle sistemde tutulmasının mümkün olmadığı durumlarda kullanılır. Sürtünme katsayısı düşük malzemelerden yapılan bu yataklar yüzey basıncı ve dönme hızıyla orantılı olarak ısınırlar. Bu nedenle soğutma önlemlerinin alınması gerekir.
2. Yağlamalı yataklar a. Hidrostatik Yağlamalı Yataklar Bu yataklar üzerinde yağ cebi denilen kısımlarla üretilir ve çalışmanın başlamasından itibaren yağ bu cepten basınçlı olarak doldurulur. Yağın ısınması ile akıcılığı değiştiği için yağa soğutma önlemi alınması gerekir.
b. Hidrodinamik Yağlamalı Yataklar Bu yataklarda yatak içinde sürekli yağ bulunur. Hareketin başlangıcında muylu yatakla temas halindedir. Yağ basıncının artmasıyla birlikte yağ bu teması keser bu nedenle başlangıçta önemli aşınma meydana gelebilir.
Kaymalı Yatakların Avantajları: ØSessiz çalışırlar. ØBüyük sarsıntı, darbe ve yükleri kolay taşıyabilirler. ØParça parça yapılabilirler. ØAz yer kaplarlar. ØBasit yapıda ve ucuzdurlar. ØYüksek hızlarda çalışabilirler. Kaymalı Yatakların Dezavantajları: § Yağlama için özel sistem gerekir. § Hidrodinamik yataklarda başlangıç sürtünmesi çok büyüktür.
B. Dönen Elemanlı (Yuvarlanmalı/Rulmanlı) Yataklar. Rulman kelimesi dilimize, Fransızcada "yuvarlanma" anlamındaki Roulement kelimesinin zamanla "rulman" olarak kullanılmasından geçmiştir. Rulmanlı yatak ya da yuvarlanmalı yatak, iç ve dış bilezikleri arasında bulunan yuvarlanma elemanları (rulmanlar) sayesinde minimum sürtünme ile millerin veya aksların istenen yöndeki hareketlerine izin veren, istenmeyen yönlerdeki hareketlerini de engelleyen, yataklardır.
Rulmanlı yataklar kayma sürtünmesi yerine bir yuvarlanma sürtünmesi sağlayarak enerji kayıplarını azaltmak için yataklar ile muylular arasına yerleştirilirler. Hareket, kayma yerine yuvarlanma olarak meydana gelir. Bu da kaymaya göre sürtünme direncini azaltır, büyük dönme hızları sağlar. Rulmanlı yataklar, motorlu taşıtlar, elektrik motorları, raylı taşıtlar, gemiler, hadde makineleri, transmisyonlar, iş makineleri, tarım makineleri, uçak endüstrisi gibi birçok yerde yerlerde kullanılır.
Rulmanlı yataklar, çeşitli koşullar için birbirlerinden farklı şekillerde üretilmiştir. Ancak bir rulmanlı yatak başlıca şu parçalardan meydana gelir: • Yuvarlanan parçalar (bilyeler, iğneler, makaralar). • Çalışma sırasında dönen iç bilezik ve sabit kalan dış bilezik • Yuvarlanan parçaları eşit uzaklıkta tutarak birbirlerine değmelerini ve aşınmalarını önleyen ana kafes.
Rulmanlı yataklarda sürtünme katsayısı 0. 001 ile 0. 005 arasında değişmektedir. Rulman yataklı malzeme olarak 100 Cr 6 gibi çeliklerden veya sementasyon çeliklerinden yapılır. Sertleştirme sonucu 58 -65 HRC sertlik elde edilebilir. Rulman çelikleri vakum ergitme yöntemiyle elde edilir. Bu yöntem ile elde edilen çelik homojen bir yapıya sahip olmaktadır ve aynı zamanda üzerindeki kalıntılar çok azdır. Bu yöntemle üretilen çeliğin güvenilirliği ve verimi yüksek olmaktadır.
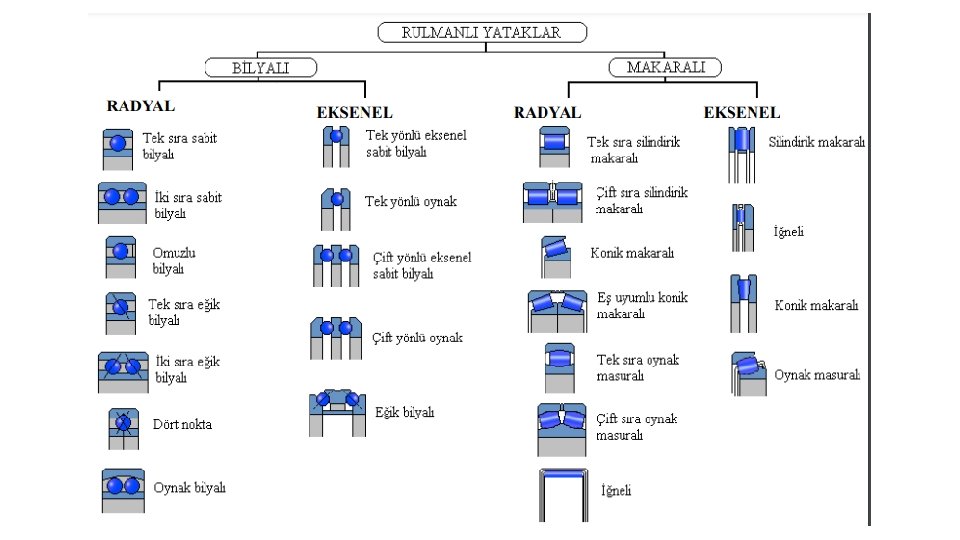
Rulmanlı/Yuvarlanmalı Yatakların Sınıflandırılması A. Yuvarlanma elemanlı yataklar, üzerlerine etki eden kuvvetin yönüne göre 1. Enine/Radyal Rulmanlı Yataklar 2. Eksenel/Boyuna Rulmanlı Yataklar B. Yuvarlanma elemanlarının şekline ve biçimlerine göre 1. Bilyeli Rulmanlar 2. Silindirik Makaralı Rulmanlar 3. Fıçı Makaralı Rulmanlar 4. Konik Makaralı Rulmanlar 5. İgneli Rulmanlar
A. Yuvarlanma Elemanlı Yataklar, Üzerlerine Etki Eden Kuvvetin Yönüne Göre 1. Enine/Radyal Rulmanlı Yataklar Rulmanın taşıyacağı yük yatak eksenine dikse, bu tip rulmanlara radyaldır. Mil eksenine dik yöndeki kuvvetleri karşılayan yataklara enine (radyal) yataklar denir. Enine (radyal) yataklar eksene dik gelen kuvvete ek olarak bir miktar eksenel yük taşıyabilirler.
2. Eksenel/Boyuna Rulmanlı Yataklar Mil eksenine paralel yöndeki kuvvetleri taşıyan yataklara da eksenel (boyuna) yataklar adı verilir. Eksenel yataklar da eksen doğrultusundaki kuvvete ek olarak bir miktar enine yük taşıyabilirler.
B. Yuvarlanma Elemanlarının Şekline ve Biçimlerine Göre
1. Bilyeli Rulmanlar Bu tip rulmanlarda yuvarlanan elemanlar bilye şeklindedir. Rulmanlar çalışma koşullarına bağlı olarak birden fazla sıra halinde ve değişik formlarda imal edilebilirler.
Rulmanlı yataklar çoğu kez alın kısımları açıktır. Fakat bazılarının bir tarafı bazılarının da iki tarafı kapalıdır. Bu tür yataklara örtülü veya kapaklı yataklar denir.
İki tarafı örtülü yataklara fabrikası tarafından dolgu gresi konur ve ileride gres yağı ilavesine gerek yoktur. Çünkü fabrikanın koyduğu dolgu gres yağı rulmanlı yatağın ömrü boyunca yeter. Örtüler dolgu gresinin dışarıya sızmasına ve toz, talaş gibi yabancı maddelerin de yatağın içerisine girmesini önler. İki tarafı örtülü yataklar rutubetsiz ve sıcak olmayan yerlerde bulundurulmalıdır.
2. Silindirik Makaralı Rulmanlar Yuvarlanma elemanı silindir olan radyal ve eksenel yataklardır. Bu rulmanlar ağır yükleri taşıyabilir. Çünkü makaraların yuvarlanma yüzeyine teması bilyelerdeki gibi noktasal değil çizgiseldir. Bu rulmanların yüksek hızlarda ısınma eğilimleri daha fazladır.
3. Fıçı Makaralı Rulmanlar Fıçı makaralı yataklar yuvarlanma elemanı fıçı şeklindeki makaralardan meydana gelen radyal ve eksenel yataklardır ve iki sıra hâlindedir. Çok fazla zorlanan, vuruntulu çalışmanın olduğu yerlerde ve ağır işler için en uygun yataklardır. Aynı zamanda sistemde bulunan bilyeli yatakların mil eksenindeki kuvvetlerini de karşılamada kullanılır.
4. Konik Makaralı Rulmanlar Yuvarlanma elemanı kesik koni olan radyal ve eksenel yataklardır. Makaralarla bileziğin değme yüzeyleri konik olduğundan bu tür yataklar aynı zamanda radyal ve eksenel yönlerdeki kuvvetleri taşımaya elverişlidir. Konik makaralı rulmanlarda eksenel yönde gelen kuvvet önemli ise koniklik açısı büyük olan yataklar seçilmelidir. Konik makaralı yataklar yükleme sırasında takılı oldukları mili ekseni doğrultusunda kaydırmaya çalışır. Bu kaydırma kuvvetinin etkisiyle milin yer değiştirmemesi için aynı mil üzerinde iki adet ve birbirlerine karşıt durumda konik makaralı rulman kullanılmalıdır. Böylece yatakların mili itme etkileri birbirini karşılayacağından mil yer değiştirmez.
5. İğneli Rulmanlar İlk patentini Almanlar almıştır. Bu rulmanlar 3 -4 mm çapında ve yaklaşık olarak 20 -35 mm uzunluğunda ince iğne şeklindeki makaralardan meydana gelir. Bu rulmanlarda devir sayısı 10. 000 dev/dk. ya ulaşır. Diğer yatakların monte edilemeyeceği kadar olan yerlerde kullanılır. Örneğin, bazı piston kollarının baş kısımlarını, krankın dirsek muylusuna ve ayrıca ayak kısmının piston miliyle birleşme yerlerinde, vites kutusu grup dişli çarklarının göbek kısımlarında vb. yerlerde iğne makaralı rulmanlar kullanılır.
Yuvarlanmalı yataklar, kaymalı yataklar gibi dönme ve salınım hareketinin olduğu yerlerde kullanılır. Hareket ve gücün miller aracılığıyla iletilmesi sırasında kaymalı yataklara göre ekonomik ve teknik yönden üstünlükleri vardır. Rulmanlı Yatakların Üstünlükleri: ØSürtünme katsayısı çok küçüktür. ØSık sık durdurulup çalıştırılan (hidrofor, saç kurutma makinesi gibi) makineler için elverişlidir. Øİğneli rulmanların boyutlarının küçük olması (diğer rulmanların boyutları büyüktür) nedeniyle az yer kaplarlar. Bu nedenle makine boyları da küçülmüştür. ØTakıldıkları mil veya yuvalarda sıkı geçme takıldıkları için aşınma meydana getirmezler.
Rulmanlı Yatakların Üstünlükleri: ØDönen ve yuvarlanan elemanların temas noktaları az olduğu için kullanılacak yağ tüketimi azdır. ØKolay merkezlenirler. ØAz bakım isterler ve çalışma şartlarına bağlı olarak uzun ömürlüdürler ØRadyal yük taşıdıkları gibi eksenel yükler de taşıyabilirler. ØYatak boşlukları çok hassas olduğundan, miller daha hassas yataklanabilir. ØStandardize edilmiştir. Mil çapına göre bütün ölçü ve şekilleri belirlenmiş olup kataloglardan bakarak ölçüleri seçilebilir. ØYüksek sıcaklıklarda özel alaşımlı malzeme kullanılması ve uygun yağlama yapılması ile 600 ºC ye kadar kullanılabilir. ØVakumlu ortamlarda çalışabilir
Rulmanlı Yatakların Olumsuz Yanları: § Yuvarlanmalı yataklar kaymalı yataklara göre pahalıdır. § Sarsıntılı ve darbeli yükler için standart bilyeli tipler güvenli değildir. § Mil ve gövdeye hassas geçme toleranslarıyla takılırlar bu nedenle takılmaları ve sökülmeleri zordur. § Nispeten ağırdırlar. § Aşındıkları zaman aşırı ses yapabilirler § Radyal (dikey) ölçüleri büyüktür
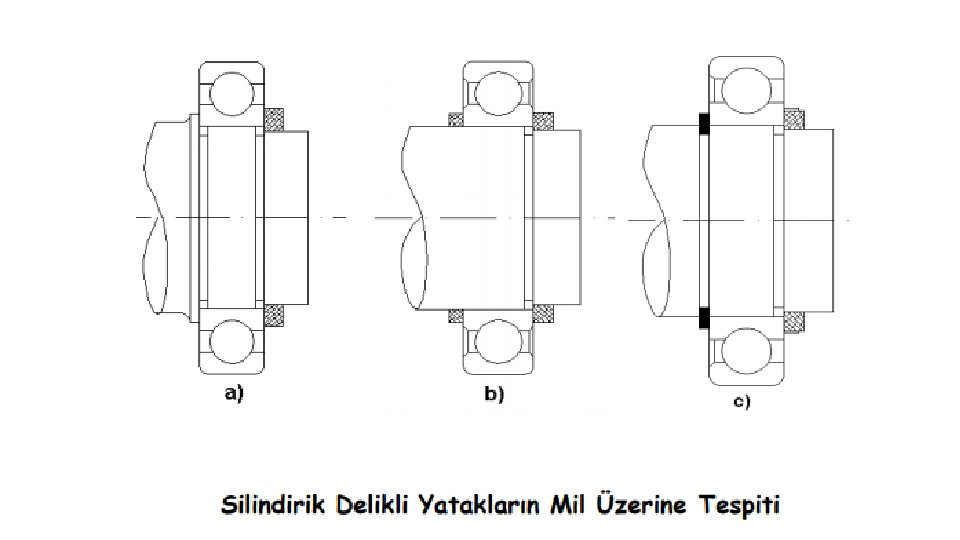
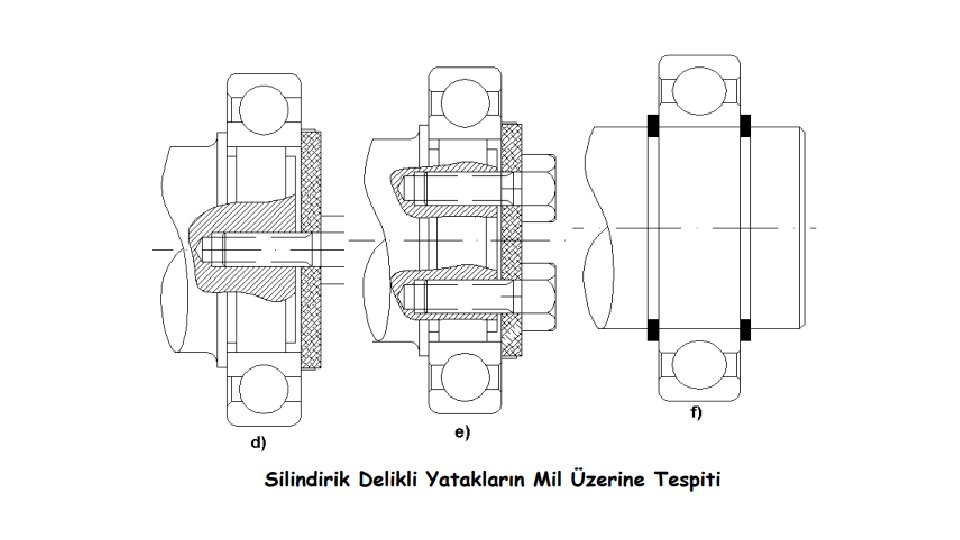
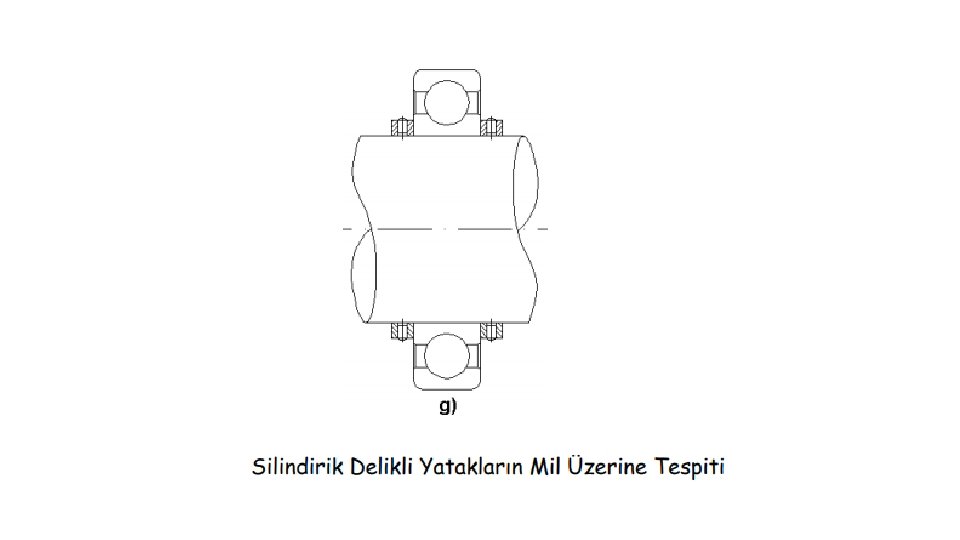
Toleranslar ve Geçmeler Øİç bilezik ile mil ve dış bilezik ile gövdedeki yuva arasındaki geçme durumları, rulmanlı yatağın çalışmasını önemli ölçüde etkiler. ØGeçmeler çok sıkı seçilirse deformasyonlardan dolayı iç bileziğin büyümesi, dış bileziğin küçülmesi yataktaki radyal boşluğu tamamen kaldırarak kasıntı yapar, aşırı derecede ısınma meydana getirir. ØGeçmelerin daha az sıkı seçilmesi sonucunda ise iç bilezik ile mil arasındaki fretting korozyon denilen bir korozyon aşınması meydana gelir. ØBu sebeple geçmelerin seçilmesi çok önemlidir.
ØPrensip olarak dönen bilezikler sıkı geçme ile takılırlar. ØDönen bilezikler genellikle çevre yükünü alan bileziklerdir. ØRulmanlı yataklarda yükün büyüklüğü ve doğrultusu, çevre yükü ve nokta yükü şeklinde tanımlanmaktadır. ØÇevre yükü, bir dönme sırasında rulmanın bileziklerinden herhangi birisinin tüm çevresinin bir defa yüklendiği durumu ifade etmektedir. ØBu da bilezik döner , yük sabit veya yük döner bilezik sabit hallerine karşılık gelir.
Yağlama • Rulmanlı yatakların yağlanması gres veya sıvı yağ kullanılarak yapılır. • Basit tertibat istemeleri, gresin kendisinin sızdırmazlık görevini yapması, metalik yüzeyleri korozyona karşı çok iyi koruması ve yüksek kaliteli greslerin bozulmadan uzun süre kullanılması greslerin sıvı yağlara kıyasla daha ucuz ve kullanışlı olmasını sağlamaktadır. • Buna karşın sıvı yağların yüksek hızlarda iyi sonuç vermesi, yatağı daha iyi soğutması yataktaki yağ miktarının daha iyi bir şekilde kontrol edilebilmesi gibi özellikleri vardır. • Hangi yağlama metodunun seçileceği teknik ve ekonomik kıstaslara bağlıdır. Tüm rulmanların % 90'ı gres yağı ile yağlanır. • Sıvı yağ ile yağlama, diğer makine elemanlarında sıvı yağ gerekiyorsa veya sistemin soğutulması gerekiyorsa uygulanır. Katı yağlarla yağlama ise çok özel durumlarda uygulanmaktadır.
• Rulmanlı yataklarda lityum sabunlu, kalsiyum sabunlu, sodyum sabunlu, alüminyum sabunlu, natriyum sabunlu ve sabunsuz gresler kullanılmaktadır. • Kireç sabunlu ve lityum sabunlu greslerin dışındaki gresler birbiri ile karıştırılmaz. • Yağ yatak ile kapak arasındaki boşluğun genellikle en çok yarısına doldurularak yağlama görevini yapar. • Daha fazla doldurulması yatağın ısınmasına sebep olur. Ancak düşük hızlar, sürekli toz ve pislik bulunan ortamlar istisnadır. • Önemli yerlerdeki yağlama sistemlerinde fazla gresi tahliye eden gres regülatörlerinin kullanılması gerekir.
• Yatak sistemlerinde yağın dışarıya akmasını ve dıştan yatak sistemine toz, pislik gibi maddelerin girmesini önlemek amacıyla sızdırmazlık sistemleri kurulmaktadır. • Bu sistemler temaslı ve temassız olmak üzere iki sınıfa ayrılabilir. • Temaslı sızdırmazlık sistemlerinde mil ile sızdırmazlık elemanlarının arasında sürtünme meydana gelmektedir. Bu durum yüksek hızlarda aşınmalara neden olmaktadır. • Karışık şekilli labirentlerden, boşluklardan oluşan temassız sızdırmazlık sistemlerinde ise bu mahsur yoktur. • Bu sistemlerin yanı sıra pratikte tek ve çift conta veya örtme kapaklı rulmanlar kullanılmaktadır.
Rulmanlı Yatakların Montajı Demontajı Montaj (takma) ve demontaj (sökme) rulmanlı yatağın ömrü üzerinde etkili olduğundan özen gösterilmesi gereken bir işlemdir. Montaj Farklı tasarımları ve büyüklükleri nedeniyle rulmanlı yatakların tümü aynı yöntemle takılamaz. Mekanik, hidrolik ve ısıtarak takma yöntemlerinden biri kullanılabilir. Ancak her metot için geçerli olan prensipler şunlardır: I- Yeni rulmanların ambalajı montajdan çok kısa bir süre önce açılır. Ortam tozsuz ve kuru olmalıdır. Mil ve yuva temiz olmalıdır (talaş, pislik, toz, döküm kumu vb. den arındırılmalıdır). Temizleme için hiçbir zaman üstübü kullanılmamalıdır
II- Kullanılmış rulmanlar montajdan önce mazot veya uygun bir temizleyici ile yıkanmalı ve arkasından sıvı yağ veya gres ile yağlanmalıdır. III- Montajdan önce rulmanın geçeceği bütün parçaların (mil, göbek) RULMANLAR ölçü ve biçim doğruluğu (boyutlar, toleranslar, kademeler. . . ) kontrol edilmelidir. Ölçmede ana prensip, ölçülecek parça ile ölçme aletinin aynı sıcaklıkta olmasıdır. Herhangi bir çap en az iki kesitte ve birden fazla düzlemde ölçülmelidir. IV- Rulman bileziklerine çekiçle vurulmaz. V- Sıkı geçme ile takılacak olan bilezik önce takılır.
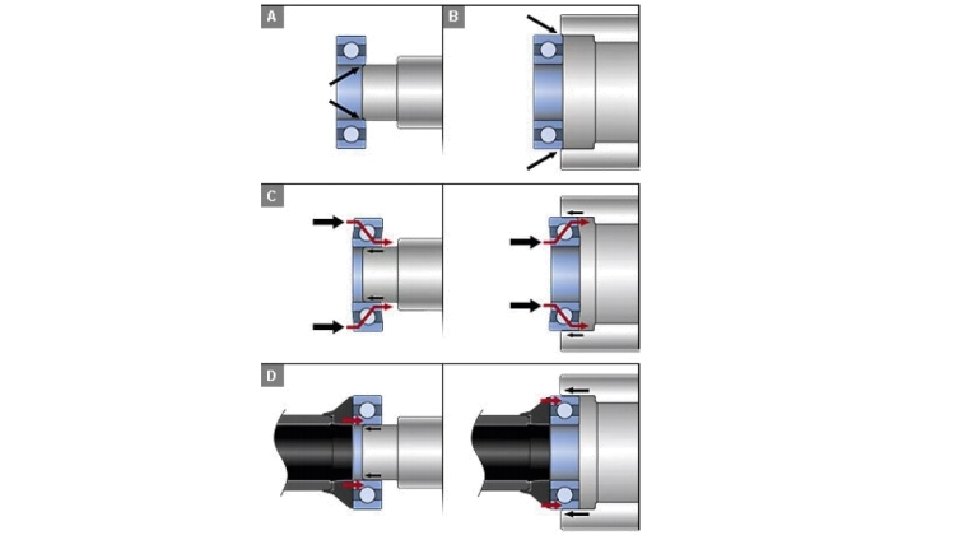
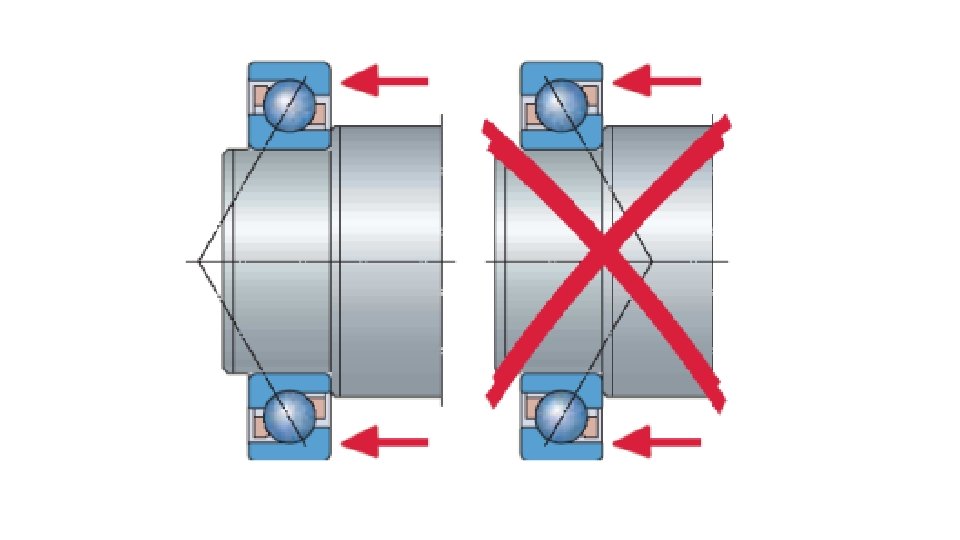
VI- Parçalarına ayrılmayan rulmanlarda takma kuvveti hiçbir zaman yuvarlanma elemanının üzerinden geçirilmez daima takılan bileziğe uygulanır. VII-Parçalarına ayrılan rulmanlarda iç ve dış bilezik önce ayrı takılır. Sonra bilezikler hafifçe döndürülerek iç içe geçirilir ve montaj tamamlanır. VIII- Montaj tamamlandıktan sonra radyal ve eksenel boşluğun yeterli olup olmadığı kontrol edilir.
Mekanik Yöntemler Normal sıkı geçmelerde 100 mm delik çapına kadar rulmanlar mile soğuk olarak (çekiç veya pres ile) takılır. Fazla sıkı olmayan geçmelerde rulmanlı yatak gerektiğinde hafif çekiç darbeleri ile monte edilebilir. Bunu yaparken yumuşak çelikten ve alın yüzeyi düz bir vurma burcu kullanılmalıdır. Burcun formu montajın rahatça yapılmasına olanak sağlamalıdır. Monte edilecek yatak cinsine bağlı olarak sadece iç bileziğe veya hem iç hem de dış bileziğe basan burç konstrüksiyonları kullanılabilir. Burç. montaj (çakma) kuvvetinin bütün bilezik çevresine düzenli olarak uygulanmasını böylece yatağın zarar görmemesini sağlar.
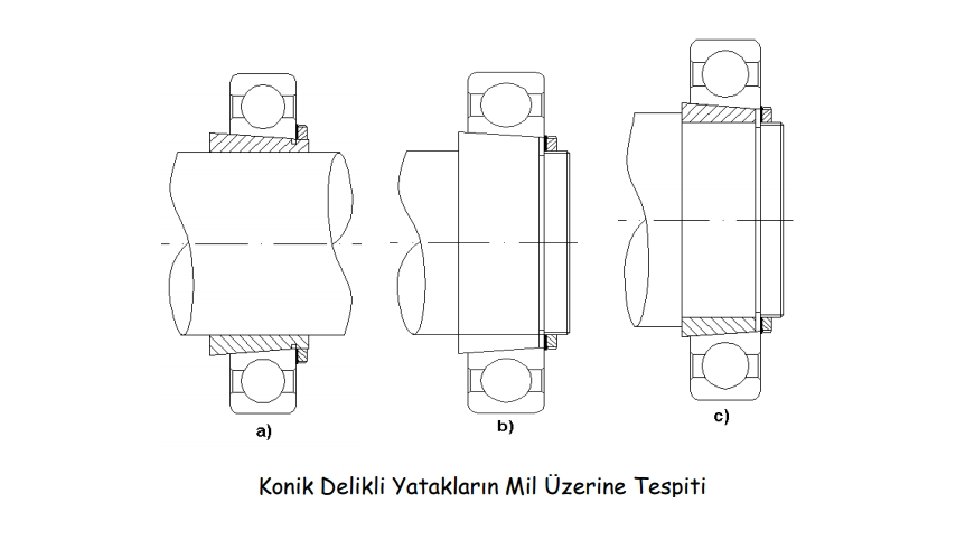
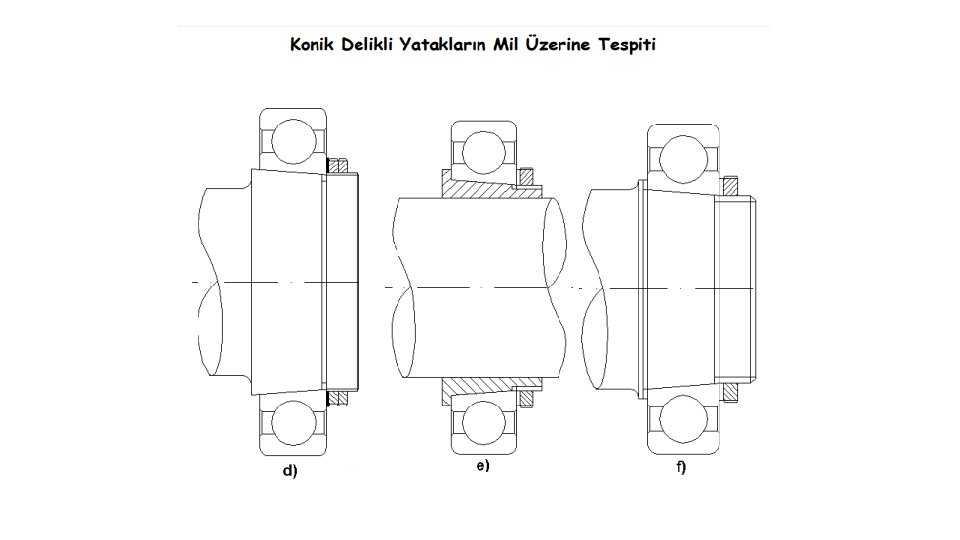
Sıcaklığı biraz daha fazla olan seri üretim montajlarında hidrolik veya mekanik pres kullanılır. Konik delikli rulmanlı yatakların; silindirik mil üzerine montajında germe manşonu-germe manşonu somunu, çakma manşonu-mil somunu-basınç civatalı mil somunu, halka pistonlu pres (hidrolik somun)-germe manşonu, halka pistonlu pres-çakma manşonu; konik mil üzerine takılmasında ise mil somunu, halka pistonlu pres kullanılır.
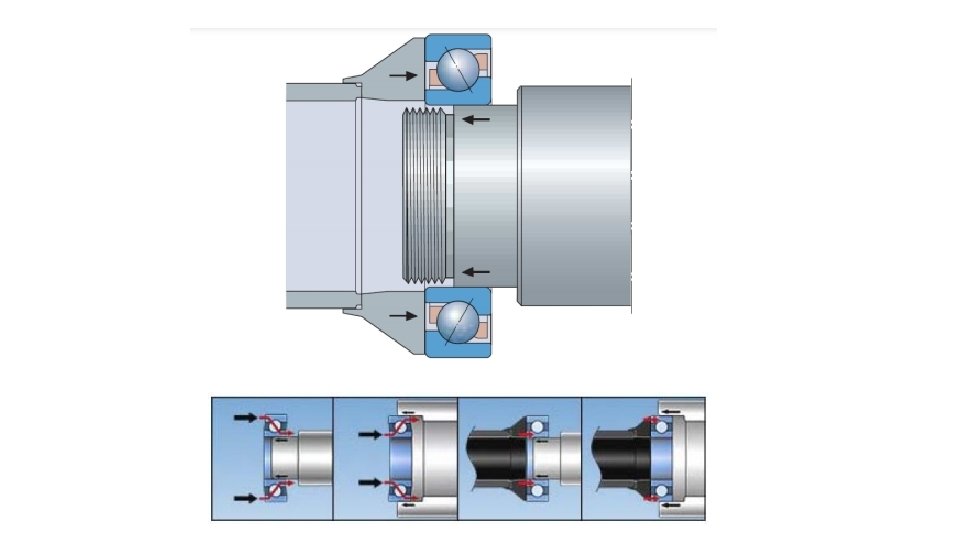
Hidrolik Yöntemler Büyük sıkı geçmeler gerektiren büyük boyutlu yatakların montajında geçme yüzeyleri arasında ince bir yağ tabakası oluşturulur. Bu tabaka geçme yüzeyleri arasındaki sürtünmeyi büyük ölçüde ortadan kaldırdığından yüzeyleri zedeleme tehlikesi olmadan eksenel yönde küçük bir kuvvet uygulayarak iç bilezik mil üzerinde kaydırılır. Konik muylu üzerine konik delikli yatakların takılmasında çok az yağ gerekir ancak silindirik delikli yataklarda kenar kayıpları nedeniyle yağ gereksinimi fazladır. Montajdan sonra yağın hiç artık bırakmadan geçme aralığından kesinlikle akıp gitmesi için 20°C de yaklaşık 75 mm 2/sn viskoziteli ince bir yağ kullanılmalıdır. Geçme yüzeyleri arasına yağın basılabilmesi için yağ olukları, besleme kanalları ve vida dişi bağlantıları mil veya manşon üzerine açılmalıdır
Isıl Yöntemler Isıtma: Bilhassa silindirik geçme yüzeylerinde rulmanın mile çok sıkı geçmesi gerekiyorsa rulmanın ısıtılarak genleştirilmesi yöntemi tercih edilir. Rulmanlar ısıtılırken sıcaklık kontrol edilmeli ve 120°C 'nin (örtme kapaklı rulmanlarda 80°C 'nin) üzerine asla çıkılmamalıdır. Bu sıcaklık aşılırsa yatak malzemesinin tane yapısında meydana gelebilecek değişmeler sonucunda sertlik düşer. Yük taşıma kabiliyeti ve ömür azalır. Isıtma için: Isıtıcı plaka üzerinde ısıtma, yağ banyosunda ısıtma, kızgın hava fırınında ısıtma, indüktif ısıtma aygıtında ısıtma, indüktif iç bilezik sökme-takma aygıtında ısıtma(iç bileziği ayrılabilen yataklar) gibi yöntemler kullanılır. İndüktif ısıtmada aygıtın sargı tarafından manyetik alternatif alan etkisinde oluşan girdap akımları bileziği çok çabuk ısıtır ve genleştirir.
Isınmadan sonra parçaların manyetikliği aynı aygıt tarafından otomatik olarak giderilir. Soğutma: Dış bileziğin sıkı geçme ile takılması gerekiyorsa genellikle yuva ısıtılır. Büyük plan yuvalarda (gövdelerde) ısıtmada güçlüklerle karşılaşılırsa rulmanlı yatağın kuru buz (CO 2 karı) ve alkolden oluşan bir karışımda soğutulması tercih edilir. Bu işlemde sıcaklık -50°C'nin altına inmemelidir.
Demontaj Rulmanlı yataklar tekrar kullanılacaksa sökme özenle yapılmalıdır. Sökmede de mekanik, hidrolik ve ısıl genleşme gibi yöntemler kullanılmaktadır. Sökme işlem sırasında dikkate alınması gereken en önemli prensipler: ØSökme takımı sökülecek bilezik üzerine uygulanmalıdır. Sökme kuvveti hiçbir zaman yuvarlanma elemanının üzerinden geçirilmez. ØRulman bileziklerine çekiç ile doğrudan vurulmaz. ØParçalarına ayrılmayan rulmanlı yataklarda, yatak önce boşluklu geçmeyle takılmış bilezikten başlayarak sökülür. ØParçalarına ayrılabilen yatakların bilezikleri ayrı sökülür.
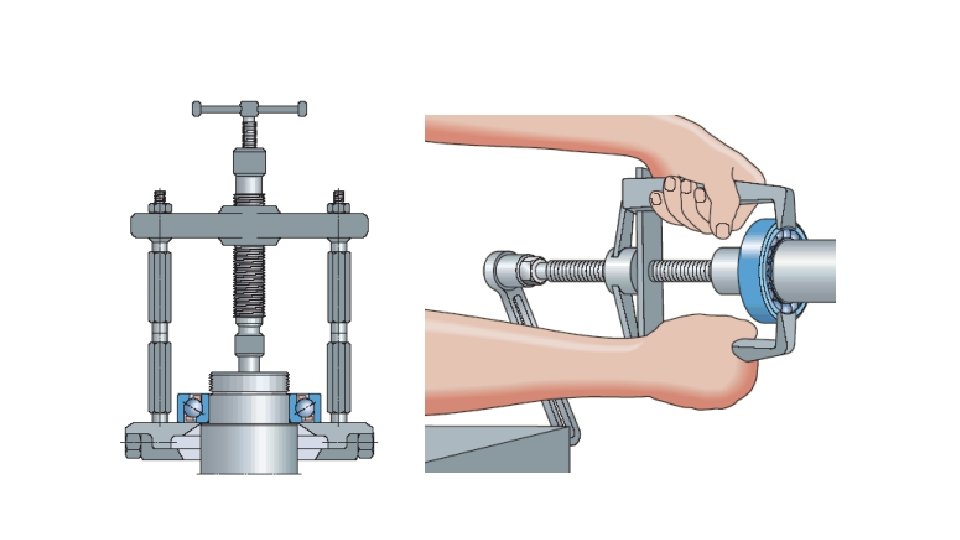
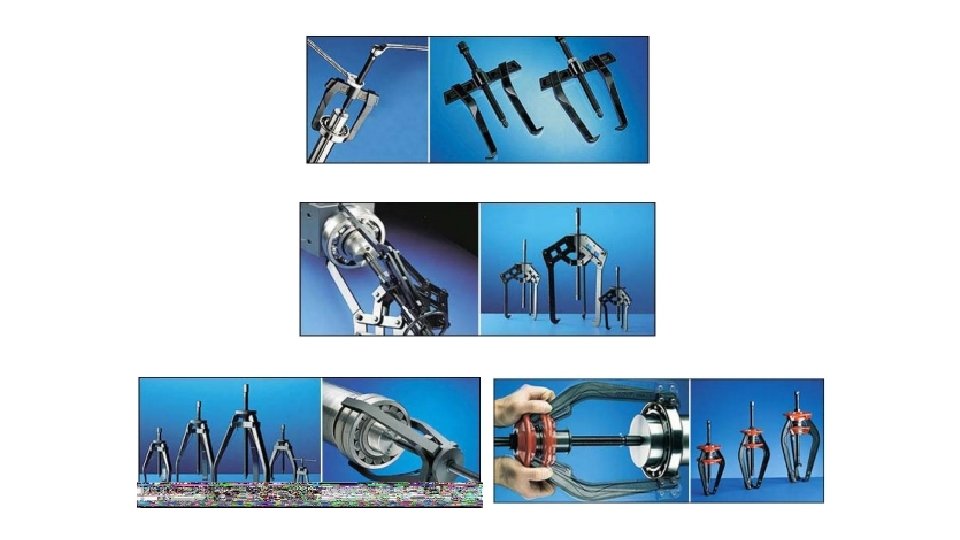
Mekanik Yöntemler Küçük yatakların sökülmesinde çoğunlukla çektirmeler veya hidrolik pres kullanılır. Eğer başka olanak yoksa yumuşak metalden bir malafa ve çekiç yardımı ile sökmek de mümkündür. Mil ve yuva tasarımı yapılırken rulmanın sökülmesi dikkate alınıp çektirme ayakları için oluklar, itme cıvata yuvalan vb. yapılmalıdır. Konik delikli yatakların sökülmesinde iç bileziğe; germe manşonu üzerinden kaydırabilme için malafa, halka pistonlu pres (hidrolik somun); çakma manşonu üzerinden kaydırabilmek için ise çektirme somunu, baskı cıvataları veya halka pistonlu pres kullanılır.
Hidrolik Yöntemler Geçme yüzeylerine basılan yağın sürtünmeyi azaltması nedeniyle küçük bir eksenel kuvvet iç bileziğin milden ayrılmasını sağlar. Kazaya sebep olmamak için parçanın eksenel hareketi sınırlanmalıdır. Geçmede oluşan pasın sökülmeyi zorlaştırıcı etkisi nedeni ile pas çözücü bir hidrolik yağın kullanılması gerekebilir. Isıl Yöntemler Isıl genleşme ile çap farklılığı oluşturma; ısıtma halkası , indüktif iç bilezik sökme takma aygıtı veya yakıcı çember kullanılarak yapılır.