Deep drawing Deep drawing Deep drawing is the

 blanks into hollow")


 •")

 •")
 • The circular blank to be formed (first draw) is")


: Ørd")
 ØIdeally, it should")
- Slides: 14
Deep drawing
Deep drawing • Deep drawing is the forming of smooth (sheet) blanks into hollow parts. It is a process which involves forming by tensile and compressive forces. • (a) Drawing of cup-shaped part: (1) before punch contacts work (2) near end of stroke; • (b) workpart: (1) starting blank (2) drawn part
Procedure 1. The blank is placed on the die surface and the blank holder pressure is applied 2. The punch moves axially to draw the part 3. The punch force is transmitted through the part wall to the flange which is the deformation zone 4. The blank holder prevents wrinkling of the flange
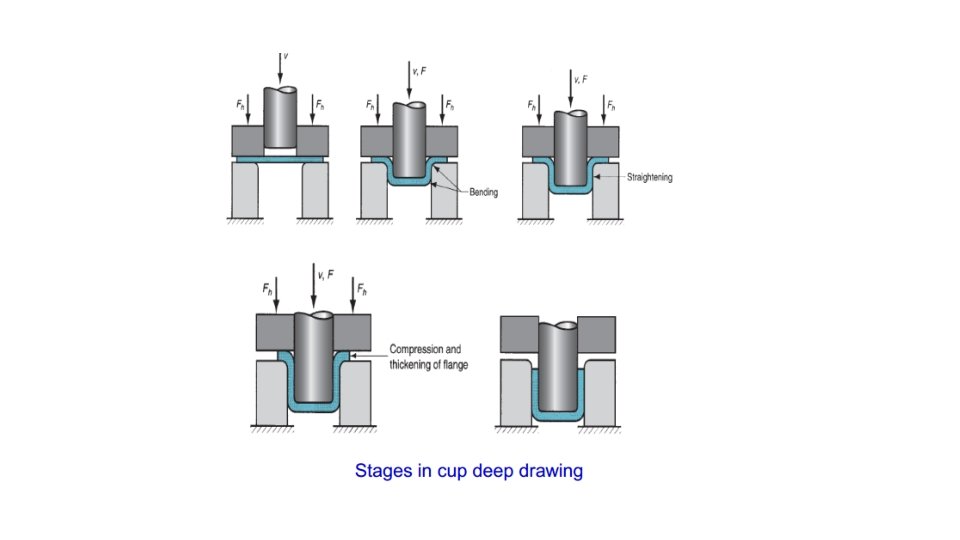
Stages in deep drawing: 1. As the punch pushes the sheet, it is subjected to a bending operation. Bending of sheet occurs over the punch corner and die corner. The outside perimeter of the blank moves slightly inwards toward the cup center. 2. In this stage, the sheet region that was bent over the die corner will be straightened in the clearance region at this stage, so that it will become cup wall region. In order to compensate the presence of sheet in cup wall, more metal will be pulled from the sheet edge, i. e. , more metal moves into the die opening. 3. Friction between the sheet and the die, blank holder surfaces restricts the movement of sheet into the die opening. The blank holding force also influences the movement. Lubricants or drawing compounds are generally used to reduce friction forces 4. Other than friction, compression occurs at the edge of the sheet. Since the perimeter is reduced, the sheet is squeezed into the die opening. Because volume remains constant, with reduction in perimeter, thickening occurs at the edge. ØIn thin sheets, this is reflected in the form of wrinkling. This also occurs in case of low blank holding force. If BHF very small, wrinkling occurs. If it is high, it prevents the sheet from flowing properly toward the die hole, resulting in stretching and tearing of sheet. 5. The final cup part will have some thinning in side wall
Drawing Ratio (β) •
Defects in Drawing 1. Wrinkling in the flange occurs due to compressive buckling in the circumferential direction (blank holding force should be sufficient to prevent buckling from occurring). 2. Wrinkling in the wall takes place when a wrinkled flange is drawn into the cup or if the clearance is very large, resulting in a large suspended (unsupported) region. 3. Tearing occurs because of high tensile stresses that cause thinning and failure of the metal in the cup wall. Tearing can also occur in a drawing process if the die has a sharp corner radius. 4. Earring occurs when the material is anisotropic, i. e. has varying properties in different directions. 5. Surface scratches can be seen on the drawn part if the punch and die are not smooth or if the lubrication of the process is poor.
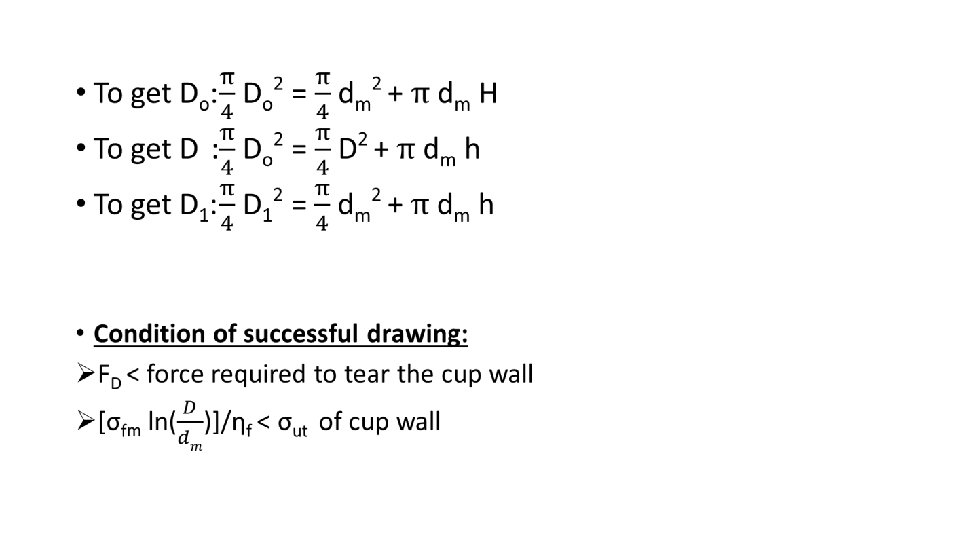
The Drawing Force (FD) •
Hydromechanical deep drawing (HDD) • The circular blank to be formed (first draw) is pressed directly onto the downward-moving drawing die by a pressurized liquid pad giving it the exact shape of the drawing punch. ØSuitable for Aluminum v. With hydromechanical deep drawing, it is possible to form flat sheet blanks or preformed sheets to hollow bodies of various complex geometries. With this process it is also possible to produce shapes with tapered bodies in a single step, which would otherwise require several drawing steps in a conventional deep drawing process. Further advantages are: better form and dimensional accuracy, a higher drawing ratio, reduced residual stresses and the production of parts with undamaged surfaces
Redrawing • In many cases, the shape change involved in making that part will be severe (drawing ratio is very high). In such cases, complete forming of the part requires more than one deep drawing step. • Redrawing refers to any further drawing steps that is required to complete the drawing operation. ØGuidelines for successful redrawing: First draw: Maximum reduction of the starting blank - 40% to 45% Second draw: 30% Third draw : 16%
Reverse redrawing 1. The main advantage of reverse redrawing is the reduced amount of bending over the die curvature 2. Both first draw and reverse redrawing are carried out together in one working step 3. Stepped tool one transport stroke is eliminated
Effect of tool geometry on the drawing results 1. Die edge radius (rd): Ørd = 0. 8(Do – dm)S or rd = (4: 8) S • As rd: too small it causes tearing in the side wall of the cup • As rd: too large it causes wrinkling(folding) in the side wall of the cup 2. Punch edge radius (rp): Ørp = (4 : 10)S or rp = (0. 1 : 0. 3) dm • As rp: too small it causes fracture(tearing) in the cup bottom • As rp: too large it causes wrinkling(folding) in the side wall of the cup
Effect of tool geometry on the drawing results 3. Clearance (C) ØIdeally, it should be the same as the blank thickness, but the blank gets thickened towards the edge; because of the small metal flow, so that the clearance increase by 7: 20 % than the sheet thickness • i. e. C = (1. 07 : 1. 2) S • As C: too small it causes fracture(tearing) in the cup • As C: too large it causes wrinkling • Review questions: 1. State four possible reasons for wrinkling the cup wall in deep drawing. 2. State some of the possible reasons for cup fracture in deep drawing.