DBT 301 POWDER METALLURGY CHAPTER 3 POWDER COMPACTION

DBT 301 POWDER METALLURGY CHAPTER 3: POWDER COMPACTION Semester 1 2016/2017

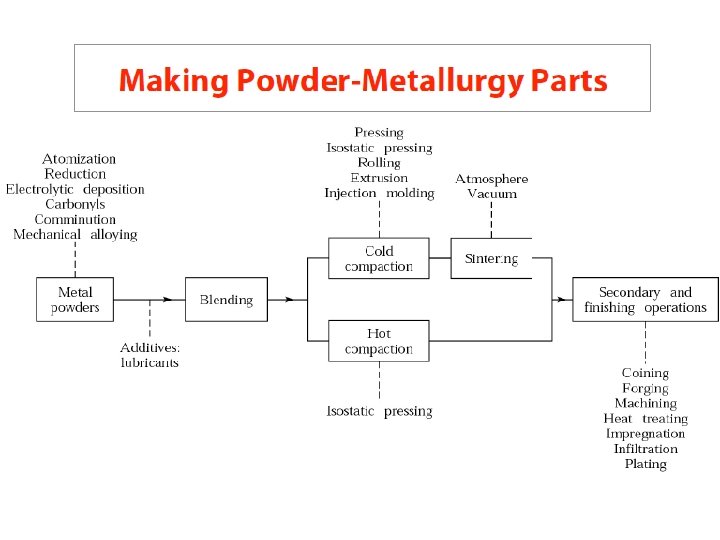
Overall P/M Operation
 blending, (2) compacting, and (3)")
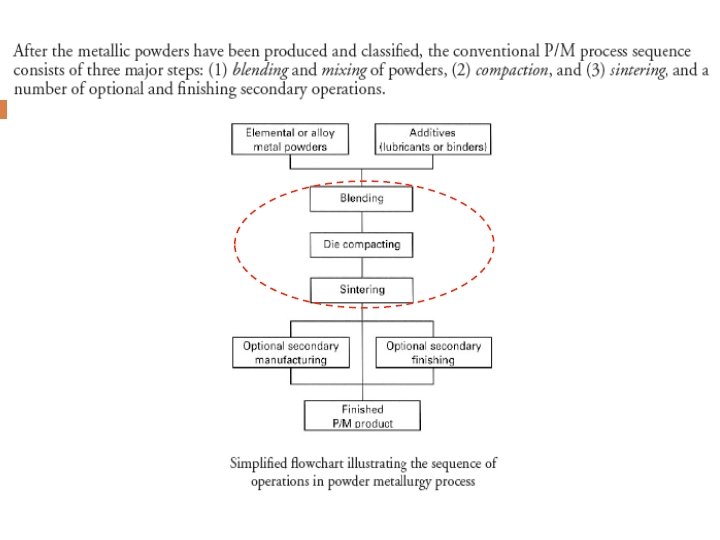
powders operatio ns Conventional powder metallurgy production sequence: (1) blending, (2) compacting, and (3) sintering; (a) shows the condition of the particles while (b) shows the operation and/or workpart during the sequence.

BLENDING & MIXING METAL POWDERS For successful results in compaction and sintering, the starting powders must be homogenized Blending - powders of same chemistry but possibly different particle sizes are intermingled � Different particle sizes are often blended to reduce porosity Mixing - powders of different chemistries are combined Blending & mixing are accomplished by mechanical means; (a) Rotating drum (b) Rotating double cone (c) Screw mixer (d) Blade mixer

BLENDING METAL POWDERS The purposes of blending; 1. to impart physical and mechanical properties and characteristics to the P/M part 2. obtain uniformity from part to part Other ingredients are usually added during this process; 1. Lubricants: are mixed to improve flow characteristics & to reduce the particles-die friction 2. Additives: used to facilitate sintering 3. Binders: to achieve enough strength before sintering 4. Deflocculants: to improve the flow characteristics during feeding ** deflocculants = pemerai

COMPACTION Blended powers are pressed in dies under high pressure to form them into the required shape. The work part after compaction is called a green compact or simply a green, the word green meaning not yet fully processed- (rigid, low strength).

COMPACTION • • Powder that have good sintering densification can be shaped using low pressure, with the help of binder (example injection molding) Densification = changes in porosity due to pressing or sintering. Binder - used to hold particles in place for transport before sintering. Thermoplastic mixture of waxes, polymers, oils, lubricants & surfactants, but water & various inorganic substances can be used. Typical binder composed of 70% paraffin & 30% polypropylene, with lubricants or wetting agents to provide binder adhesion to powder. Fully melt at ~150°C, 40% vol. %

COMPACTION – Net Shape
 – Hot isostatic pressing (HIP)")
Isostatic Pressing – Cold isostatic pressing (CIP) – Hot isostatic pressing (HIP)

• • • Uniaxial powder compaction performed with pressure applied along 1 axis using hard tooling. Most compaction use both upper & lower punch. Wear is a problem, control by adding lubricant to powder. Tooling is made from tool steel or cemented carbide to prolong life. Double action pressing, pressure from bottom & top punches. Single action pressing, pressure from one punch. Better uniformity when both punches work against the die center simultaneously (floating die).

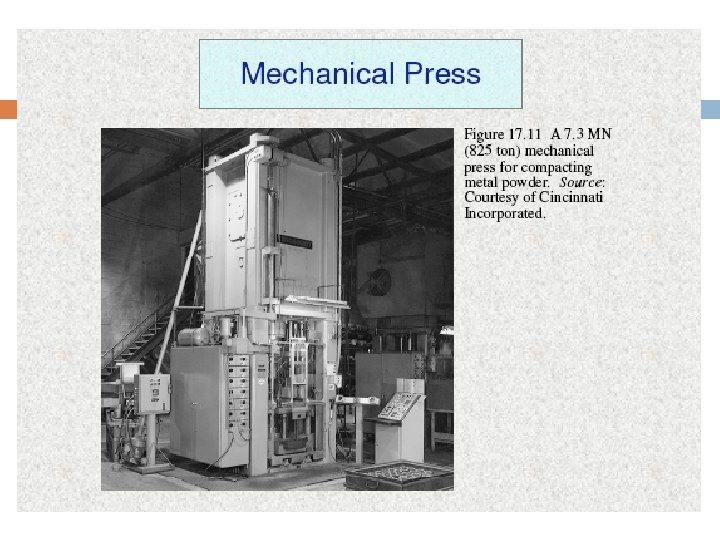
• • Ejection force: force exerted to push the compact out. (decrease with lubrication) Stored elastic energy in compact causes it to press against the wall, will cause die wear. Withdrawal type press: forces die downward past compact & lower punch. Types of press: mechanical, hydraulic, rotary, isostatic & anvil.

Theoretical Basis • Die wall friction with powder is the main problem in uniaxial powder compaction. • • Friction causes pressure applied decrease with depth in the powder bed. Decrease the efficiency of compaction. Wall friction contributes to decrease pressure with depth. Also from friction with punch faces. Pressure decrease depends on compact height to diameter ratio. With decreasing diameter, pressure decrease with depth. Small height to diameter ratios are desirable.

Theoretical Basis • Particle bonding in Green State • Interparticle bonds that form due to compaction provides green strength. Rounded but irregular particle shape often results in the best green strength. Water atomized powders is popular for use in uniaxial die compaction. Goals in compaction Achieve compact properties with minimal wall friction. Decreasing axial to radial forces will minimize die wear & improve pressing efficiency.

Theoretical Basis Height to diameter ratio important to create uniform compact properties. When ratios >5, die compaction is considered unsuccessful. As ratio increase, overall compact density (green density) decreases. Average pressure not only depend on H/D & die wall friction, but also on the interparticle friction. High average stress developed in short compacts, with large diameters & lubricated die walls. Lubrication aids compaction by reducing frictional force. Small amount: reduce friction force Large amount: pore filling

Theoretical Basis • • Pressure ↑, compact density ↑, porosity ↓. Pores reduce the effective load bearing area in a compact, so the strength is reduced. Pores also act as stress concentrators & are effective crack initiation sites. As compact pressure ↑, green strength ↑, usually.

Hot & Cold Isostatic Pressing

CIP
")
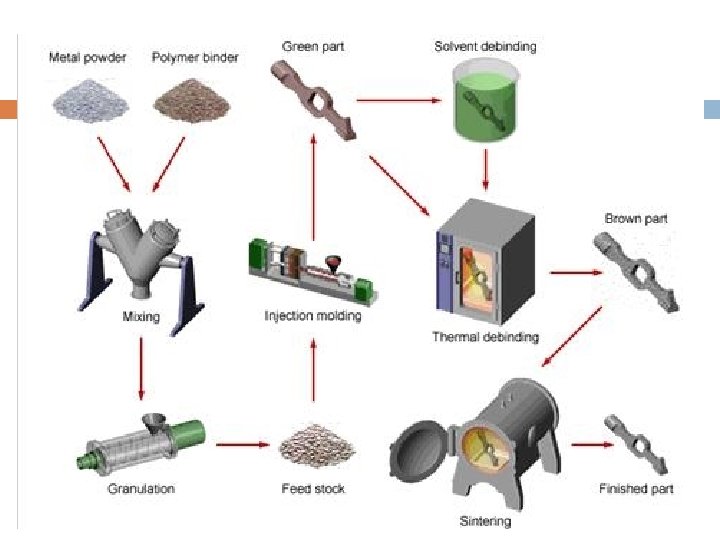
Metal Injection Molding (MIM)
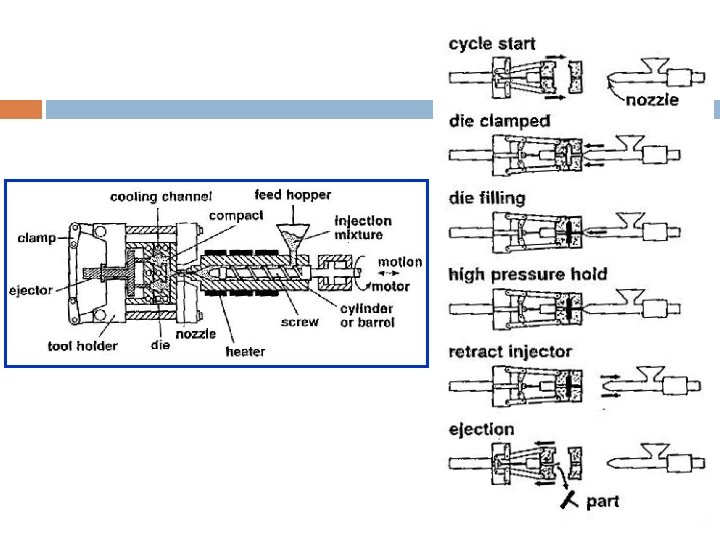
 • • • Injection Molding involves simultaneous heating & pressurization")
Metal Injection Molding (MIM) • • • Injection Molding involves simultaneous heating & pressurization of feedstock. Variables to control: mold filling rate max pressure mixture temperature hold time under pressure. Tooling is cooler than feedstock, hence progressive viscosity increase during mold filling cycle. Small diameters or thicknesses have difficulty in mold filling. Successful molding requires high pressures or low

• Thermal debinding • Solvent debinding • Often used for metals. Compact is heated slowly to 600°C in air to decompose the binder & oxidize the particles. Oxidation provides handling strength to the compact. Immerse compact in a solvent that dissolves one of the binder constituents, leaving some polymer to hold the particles. Sintering Provides strong interparticle bonds and removes void space by densification. After sinter, compact has good strength & microstructural homogeneity with superior properties.

• • Applied in the production of complex shaped, high performance components. Viable for all shapes that can be formed by plastic injection molding. (small size & complex geometry)

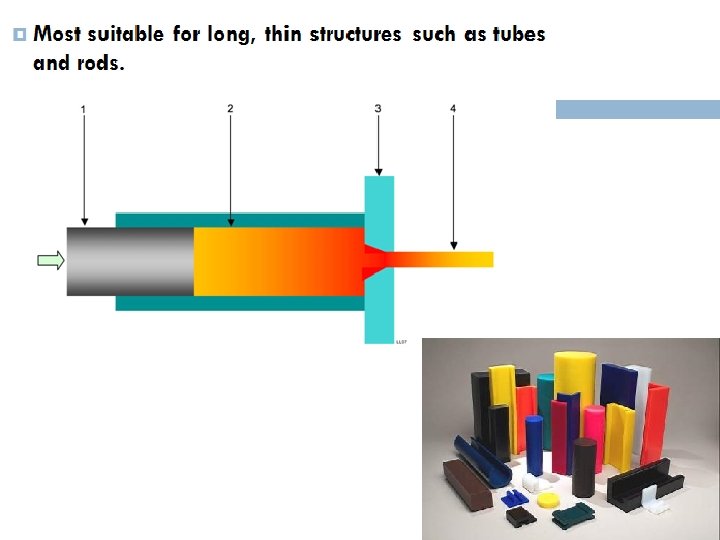
Bulk Forming - Extrusion

Phenomenology of Compaction At start of compaction, powder has density approx. equal to apparent density. Voids exist between particles, highest obtainable density is only tap density. Apparent density: The weight per unit volume of a metal powder, in contrast to the weight per unit volume of the individual particles. Tap density: The apparent density of a volume of metal powder obtained when its receptacle is tapped or vibrated. • In loose powder, many void space, no strength & low number of touching neighbor •

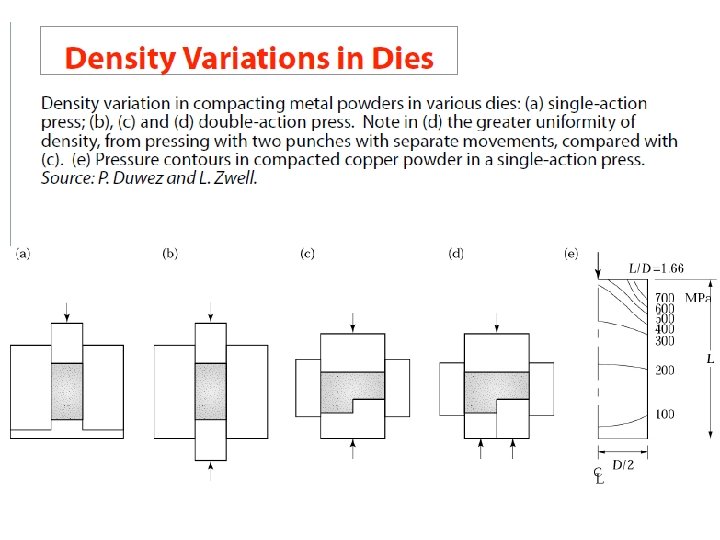
Pressure & Density distributions After Compaction As a result of compaction, the density of the part, called the green density > the starting material density, but is not uniform in the green. The density & therefore mechanical properties vary across the part volume & depend on pressure in compaction: Optimal size distribution of powder increases density (amount of fine particles) The higher the compaction pressure, the higher will be the density => high density increases the strength & elastic modulus

During deformation, cold welding at interparticle contacts contributes to development of strength in the compact. The strength after pressing, but before sintered, is
 depends on: 1. compaction")
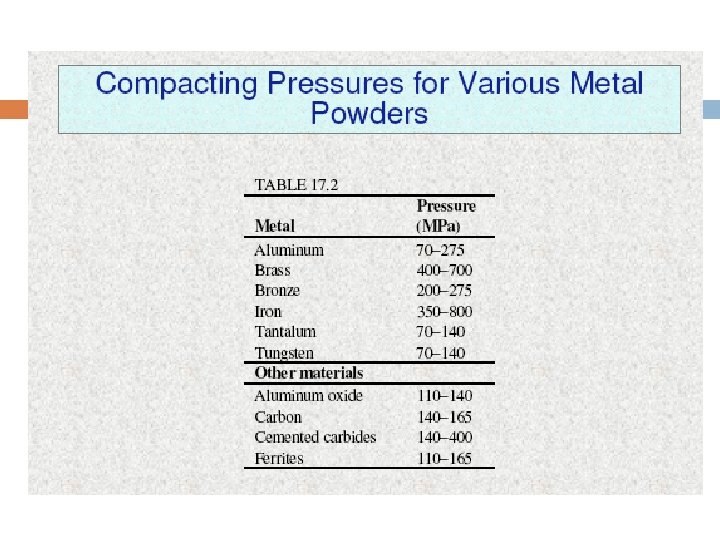
Compaction of Metal Powders The density after compaction (green density) depends on: 1. compaction pressure 2. powder composition 3. hardness of the powder Higher the density, higher the strength &

Influence of Material & Powder Characteristic § Particle size effects the interparticle friction, packing density & pore size. Smaller particle size, more difficult to press; large pores break up under lower pressure than small pores. Larger particle size, slower work hardening; dislocation slip distances are large. So, rate of densification with pressurization is greater for larger particles size. � Sponge particles with internal porosity is difficult to compact. � Small, hard & sponge powders give more springback on ejection & easily crack. � The higher the strength of powders, more difficult to press. � High particle hardness prevent compaction success.

Summary • • Compaction & shaping convert loose powder to shaped mass with good strength for handling. Mostly performed using uniaxially pressurization of powder in a die. Powders does not respond uniformly to the applied pressure, thus obtaining sufficient density and strength levels are primary concerns. Powder characteristic do have influence. Binders are useful for shaping small particles with good sintering behavior. Compaction can occur at 30 -2200°C. Powder shaping & compaction are 1 st steps in imparting specific properties to metal powders. • Major influences on shape, dimensions & density. Compaction is not enough to provide acceptable

~END~
- Slides: 37